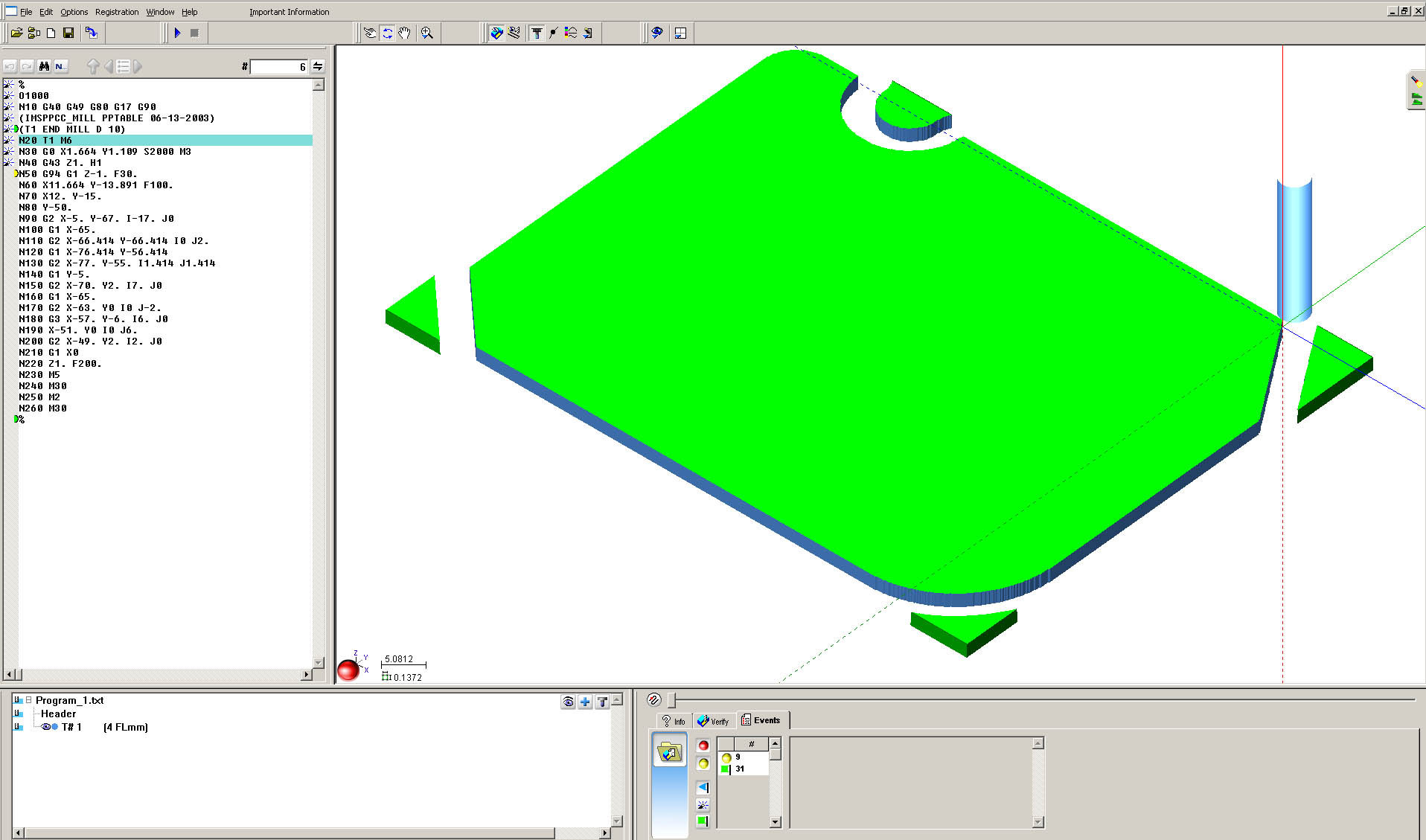
OK, izmodelirao sam ovu jednostavnu konturu kao predmet debljine 1mm i predvideo pripremak za obradu koji je u horizontalnoj ravno veci za 1mm u svim smerovima. Uradio sam obradni proces iz tacke A u jednom smeru. Prilaz je 30mm/min, obrada 100mm/min i povlacenje 200mm/min. Broj obrtaja spindla je 2000RPM, a precnik glodaca 4mm. Referentni koordinatni sistem je postavljen u tacki A. Kompletan program za FANUC kontroler bi otprilike izgledao ovako:
%
O1000
N10 G40 G49 G80 G17 G90
(IMSPPCC_MILL PPTABLE 06-13-2003)
(T1 END MILL D 10)
N20 T1 M6
N30 G0 X1.664 Y1.109 S2000 M3
N40 G43 Z1. H1
N50 G94 G1 Z-1. F30.
N60 X11.664 Y-13.891 F100.
N70 X12. Y-15.
N80 Y-50.
N90 G2 X-5. Y-67. I-17. J0
N100 G1 X-65.
N110 G2 X-66.414 Y-66.414 I0 J2.
N120 G1 X-76.414 Y-56.414
N130 G2 X-77. Y-55. I1.414 J1.414
N140 G1 Y-5.
N150 G2 X-70. Y2. I7. J0
N160 G1 X-65.
N170 G2 X-63. Y0 I0 J-2.
N180 G3 X-57. Y-6. I6. J0
N190 X-51. Y0 I0 J6.
N200 G2 X-49. Y2. I2. J0
N210 G1 X0
N220 Z1. F200.
N230 M5
N240 M30
N250 M2
N260 M30
%
Medjutim, posto tebi sigurno ne trebaju svi ovi koraci vec verovatno samo putanja alata i mozda posmak i broj obrtaja, mozes da uzmes u obzir ove korake:
N30 G0 X1.664 Y1.109 S2000 M3
N40 G43 Z1. H1
N50 G94 G1 Z-1. F30.
N60 X11.664 Y-13.891 F100.
N70 X12. Y-15.
N80 Y-50.
N90 G2 X-5. Y-67. I-17. J0
N100 G1 X-65.
N110 G2 X-66.414 Y-66.414 I0 J2.
N120 G1 X-76.414 Y-56.414
N130 G2 X-77. Y-55. I1.414 J1.414
N140 G1 Y-5.
N150 G2 X-70. Y2. I7. J0
N160 G1 X-65.
N170 G2 X-63. Y0 I0 J-2.
N180 G3 X-57. Y-6. I6. J0
N190 X-51. Y0 I0 J6.
N200 G2 X-49. Y2. I2. J0
N210 G1 X0
N220 Z1. F200.
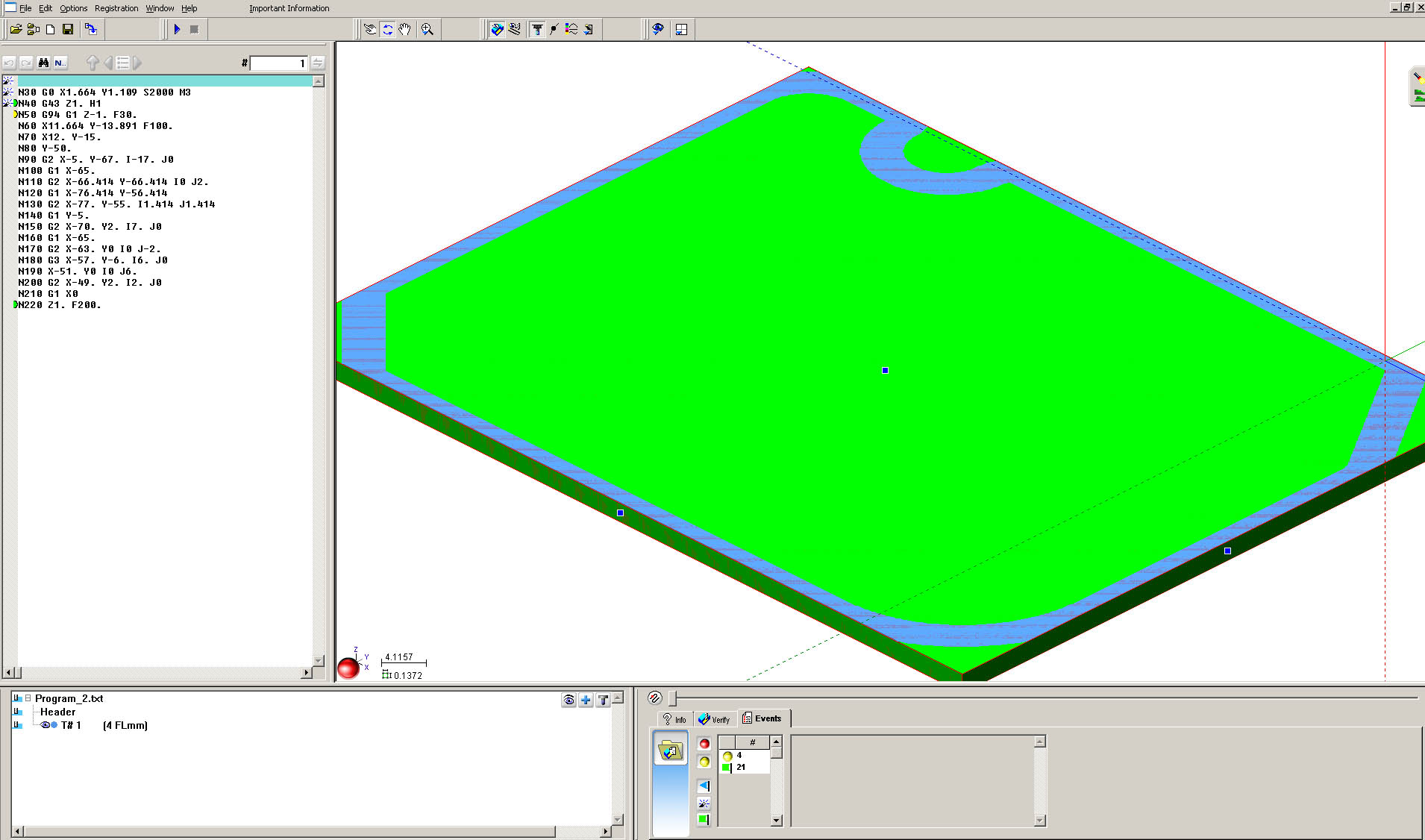
Kao sto vidis, radjeno je sa cirkularnom interpolacijom. Korake preimenuj kako hoces (N1, N2...). Simulacija MetaCut-om za prvi program daje rezultata kao u attachmentu No1, a za drugi kao u attachmentu No2. Drugi program, kao sto vidis, nije dao obradjeni predmet, ali je ocigledno da je kontura dobra. Pokusaj sam da odradi obradu u suprotnom smeru.