|
|
[ Skale97 @ 08.07.2013. 22:57 ] @
|
| Da li postoji neka pasta za sprečavanje oksidacije aluminijuma dok se lemi na našem tržištu.
Da li postoji neki jednostavniji način
Našao sam negde da je moguće zalemiti bakar i aluminijum u ¨uljanoj kadi˝
Potrebno mi je za spajanje aluminijumske žice na statoru anasera sa licnastom bakarnom žicom od četkica. Spoj mora biti otporan na spoljašnje uticaje.
Hvala unapred! |
[ Sasa Maletaski @ 09.07.2013. 04:42 ] @
Ja koliko znam tu se za spoj koriste buksne muška i ženska a ne lemljenje ili zavarivanje.
[ welding-i @ 09.07.2013. 07:42 ] @
Postoji sipkica koju je Minel transformatori iz Mladenovca koristio za spajanje lemljenjem aluminijuma sa bakrom. Tacka topljenja lema je 450C. Ne znam da li ti to odgovara?
[ boro62promaja @ 09.07.2013. 20:50 ] @
Itekako jeste za ovu temu !
[ dejan_osipaonica @ 09.07.2013. 21:22 ] @
.....................verovatno domace pragnje.
Inace prijatelj je uspevao na kvarno autebeno da zatopi malo bakra na aluninijum uz ne znam dodatak cega.. posle se to lepo lemmi kalajom ,mlogo korisno za antene i ima veze s elektronikom .
[ welding-i @ 10.07.2013. 10:20 ] @
Evo kako je izgledalo spajanje aluminijuma sa bakrom u fabrici transformatora. Ovo je islo u izvoz.
[att_img]http://imageshack.us/photo/my-images/855/w1pk.jpg/
[att_img]http://imageshack.us/photo/my-images/341/qbwj.jpg/
[att_img]http://imageshack.us/photo/my-images/853/wpwv.jpg/
[att_img]http://imageshack.us/photo/my-images/12/0xrc.jpg/
[ macolakg @ 12.07.2013. 11:59 ] @
Bakar i aluminijum se mogu zavariti i postupkom termootpornog zavarivanja, odnosno punktovanjem.
To je u slučaju spajanja baš ta dva metala izvodljivo jedino kondenzatorskom mašinom za punktovanje (CDW).
Vrlo je primenljivo za to što je u ovom slučaju potrebno, jedino što su potrebne nekoliko puta veće struje zavarivanja od onih kojima se punktuju niskolegirani čelici, a vreme zavara reda 3-10mS. Takođe je potreban i znatno veći pritisak između elektroda. Površine moraju biti prethodno očišćene i zaštićene od dodira sa vazduhom (neki tečni premaz preko aluminijuma siromašan kiseonikom, neposredno posle njegovog čišćenja, npr. obično motorno ulje).
Za provodnike poput onih u anlaseru bi bila dovoljna CDW mašina od 1KJ (Kilodžula) energije.
Na primer paket kondenzatora reda 0,6F, napunjen na 60VDC (1KJ, najjevtinija kombinacija zbog pristupačne cene elko za 63VDC).
http://www.elitesecurity.org/p3098472
Nešto ovakvo, samo sa dvostruko većim paketom kondenzatora i sa 4 tiristora, sve ostalo je isto.
Pozz
[ zica49 @ 12.07.2013. 13:02 ] @
Ultrazvucno spajanje.....galvanizacija
Inace u cavity(šupljinskim) diplexer-ima ili filterima koji se naprave od komada aluminijuma poslije cnc obrade potrebno je napraviti prikljucke...
Na mjesto spajanja odnosno lemljenja aktivnog pola konektora,tehnologijom ultrazvuka sa jednom jedinom kapi nekakve tekucine.Dok je inicirana ultrazvukom razneze povrsinski oksid (koji je prepreka klasicnom lemljenju)i u drugom ciklusu ciljana galvanizacija ili posrebravanje/pozlata pod povrsinom te iste kapi...za tu posrebrenu/pozlacenu povrsinu se klasicno lemi..
Inace ozbiljniji proizvodjaci posrebravaju/pozlacuju sve,manje ozbiljni samo dio za koji se lemi.
[Ovu poruku je menjao zica49 dana 12.07.2013. u 14:51 GMT+1]
[ emiSAr @ 12.07.2013. 15:25 ] @
[ emiSAr @ 13.07.2013. 08:23 ] @
Sve ove fore odnose se na meko lemljenje, osim onoga sto je iznio @macolakg i @welding-i
Kod elektropokretaca-anlasera u igri su struje reda stotina Ampera pa samo jedna od ove dvije metode
je upotrebljiva.
Za ljutu nevolju, ako u blizini nema niko ko moze na ovaj nacin spojiti Al-Cu provodnik kod anlasera,
meko lemljenje, hvatanje kalaja na Al provodnik moze se obaviti jakom limarskom lemilicom, a kraj
Al provodnika, bez ikakvog struganja laka , lemilicom na kojoj ima dosta kalaja zaroniti u aspirin,
acisal, acetisal, odnosno ako se u prahu nadje salacilana kiselina.
Kiselina je toliko agresivna da uz pomoc toplote lemilice razgradi lak i podlogu za isti na Al provodniku
i bez prisustva vazduha, sve je vec zaronjeno u aspirin, nanese sloj kalaja na Al provodnik.-
pOz
[ radojko2 @ 13.07.2013. 11:21 ] @
Samo obratiti paznju i ne udisati isparenja kada se lemi sa aspirinom.Uostalom oseticete i sami...Stetno za zdravlje...
[ ogylab @ 13.07.2013. 12:09 ] @
Davne "78-e, na praksi smo imali lemilicu koju su majstori zvali vibraciona i služila je za spajanje Al provodnika na bakar i bila je tada posljednji tehnološki vrisak. Bila je to jača lemilica koja je na sebi iznad grijača imala špulu sa kotvom koja je vibrirala i na kotvi je bila jača čelična četka, kojom čistiš oksid i odmah zatim kalajišeš. To je stvarno radilo, jer se sjećam da smo od jednog limara u penziji koji je tvrdio da se Al ne može lemiti, dobili gajbu piva za opkladu. Pozdrav!
[ zica49 @ 13.07.2013. 12:16 ] @
Nije mi namjera da icije iskustvo omalovazavam..nekad prolazi brzinsko rjesenje,nekad poluprofesiojnalno a tezi se ka profesionalnom..najgore je ono drzi vodu dok majstori odu..
Spoj koji moze podnijeti Ampere je ultrazvucno spajanje..izgleda stvarno profesionalno i sofisticirano..
Spoj koji vrijeme nece dezintegrirati (bez kiselina,aspirina,borax-a i slicno)je ciljana galvanizacija pa lemljenje..
[ macolakg @ 13.07.2013. 16:18 ] @
U kućnim uslovima se aluminijum lako lemi na dva načina:
-onako kako je EmiSar opisao, ili sveže očišćen i premazan odmah motornim uljem, pa običnom jakom lemilicom i običnim kalajem.
Samo je potrebno sprečiti dovod kiseonika za vreme lemljenja.
Za puno ampera u svakom slučaju nije baš najpovoljnije meko lemljenje zbog velike prelazne otpornosti spoja.
Ma kako spojeni, aluminijum i bakar su prilično postojani na atmosferske uticaje zbog toga što oba formiraju dosta otporan površinski oksid (pogotovo aluminijum).
U sam spoj, ako je uspešno izveden, nema dotoka kiseonika, pa ostaje veoma dugo stabilan.
Ultrazvučno zavarivanje i punktovanje su veoma efikasni postupci sa spojeve namenjene velikim strujama.
Veoma su dugotrajni, otporni na atmosferske uticaje i imaju malu prelaznu otpornost spoja.
Takođe su brzi postupci i izuzetno ponovljivog kvaliteta, bez utroška dodatnog materijala i sa izuzetno lakom pripremom za spajanje.
Na žalost, oba postupka zahtevaju prilično skupu opremu (mašinu za zavarivanje) i to je neizbežno ako se želi veoma kvalitetan spoj za velike struje kada je u pitanju "nezgodan" spoj bakra i aluminijuma.
Postupci imaju sličniu cenu i brzinu, takođe su i mašine u sličnom rangu cena.
-------------------------------
Malo ću otići van teme, ali mislim da možda može nekom biti korisno.
Postoji još skuplji i zahtevniji proces, ali daleko najbolji za spajanje ta dva metala.
To je zavarivanje eksplozijom.
Obično se tim postupkom zavaruju međusobno dve velike table aluminijuma i bakra pa se naknadno seku na potrebne komade.
Ima proizvođača takvih bimetalnih spojeva u našoj zemlji, i obično su locirani u gradovima gde postoje vojni poligoni za testiranje eksploziva.
Spoj je takav da zbog strahovitog pritiska pri eksploziji materijali prodru jedan u drugi i ta veza je nerastavljiva sa izuzetnim karakteristikama.
Takvi bimetali se koriste za svašta, počev od bimealnih klema za prelazak sa aluminijumskog na bakarni provodnik (gde se svaki steže na njemu pripadajuću metalnu površinu), pa do termičkih kompenzatora za velike metalne objekte poput mostova i slično.
Svojevremeno sam dobio uzorak takvog spoja od jedne firme iz Kragujevca koja je proizvodila takve bimetale, ali sam zaboravio kako se zove firma, i ne znam da li još uvek postoji. (ako nekom zatrebaju bimetalne ploče, mogu se raspitati).
Nadam se da nisam bio dosadan sa ovim (bar meni) zanimljivim postupkom.
Pozz
[ zica49 @ 13.07.2013. 17:12 ] @
Moze i sa TIG-DC aparatom...ko ima mirniju ruku nije tako ni ruzno za vidjet..
[ macolakg @ 13.07.2013. 18:18 ] @
@zica49
Da. bakar se može zavarivati sa TIG-DC postupkom, dok se aluminijum ne može kvalitetno zavarivati DC strujom, osim u atmosferi čistog helijuma.
Za aluminijum je potreban TIG-AC uređaj zbog pozitivne poluperiode koja čisti kupatilo u varnoj zoni.
[ zica49 @ 13.07.2013. 21:00 ] @
Uslikacu iza vikenda jedan var TIG-DC bakar-aluminij i nabacit sliku,i ja sam bio skeptican dok nisam vidio....
[ emiSAr @ 13.07.2013. 23:02 ] @
Ima i ovo sto je @welding-i spominjao.- Slika je iz oglasa, uklonjen oglasivac.
pOz 
Dopuna: Pored toga sto reparira aluminij, ova legura prima klasican meki lem, a njom se moze lemiti i bakar
[Ovu poruku je menjao emiSAr dana 14.07.2013. u 13:58 GMT+1]
[Ovu poruku je menjao emiSAr dana 14.07.2013. u 14:00 GMT+1][ Almir87 @ 14.07.2013. 02:49 ] @
to su te kleme sto dragoljub kaze:
 [ macolakg @ 14.07.2013. 13:42 ] @
Citat: zica49:
Uslikacu iza vikenda jedan var TIG-DC bakar-aluminij i nabacit sliku,i ja sam bio skeptican dok nisam vidio....
Žica,
Var može lepo izgledati, ali bojim se da neće zadovoljiti dovoljno dobre osobine spoja.
Kod DC postupka u atmosferi argona dolazi do stvaranja "mikrodžepova", mehurica, od aluminijumovog oksida.
Al oksidi ne mogu biti razoreni ni izuzetno visokim temperaturama zavarivanja, te zato ostaju u zavaru.
Kod DC postupka sa čistim helijumom, zbog mnogo viših temperatura u varnoj zoni, ipak dolazi do razaranja Al oksida, ali takođe i do veoma brzog trošenja tungsten elektrode.
Kada je zaštitni gas argon, temepratura vara je relativno niska i praktično formira šupljikav i mehanički nepouzdan zavar, a i sa gledišta električne provodnosti nije povoljan jer su Al oksidi izolatori, pa takvi mehurići uveliko smanjuju efektivni poprečni presek provodljive zone.
Kod TIG-AC postupka, iz više razloga (mehanički, elektromagnetni, elektrohemijski) dolazi do izdvajanja tih teškouništivih oksida na površinu kupatila u samom zavaru i njihovo eventualno razaranje, te spoj po hlađenju ostane mehanički i hemijski dobar.
Praktično se događa čiščenje kupatila, tj. rastopljenog dela u varnoj zoni.
To će sigurno bolje od mene objasniti neki mašinski inženjer čija je specijalnost oblast zavarivanja.
Svoje istraživanje sam zaustavio na nivou selekcije boljeg postupka i grubljeg obrazloženja istog, jer mi je toliko bilo potrebno za konstruisanje nekoliko TIG mašina.
Evo nekog kratkog članka o tome, da ne "kopam" dalje po internetu .
http://www.gemtradedoo.com/tig...3za-one-koji-zeleda-znaju-vise
Ovaj kratak tekst daje jednostavno objašnjenje tih pojava, osim što u tekstu postoje štamparske greške oko temperatura koje su napisane: Svuda gde su napisane temperature nedostaje jedna zapeta ispred poslednje decimale.
Dostupno je obilje literature o tome.
Ništa ovde tebi ne oponiram, već sam ovo napisao iz veoma praktičnog razloga.
Osoba koja je uradila zavar aluminijuma i bakra TIG-DC postupkom ne zna dovoljno o problemima koji su prisutni unutar zavara, pa smatram da će mu biti od pomoći neka dodatna informacija o tome.
U samom zavaru je aluminijum problem. Bakar nije.
Pozz
[Ovu poruku je menjao macolakg dana 14.07.2013. u 14:56 GMT+1][ macolakg @ 14.07.2013. 13:48 ] @
Citat: Almir87:
to su te kleme sto dragoljub kaze:
Da. To je jedan od proizvoda iz palete proizvoda dobijenih pomoću zavarivanja eksplozijom.
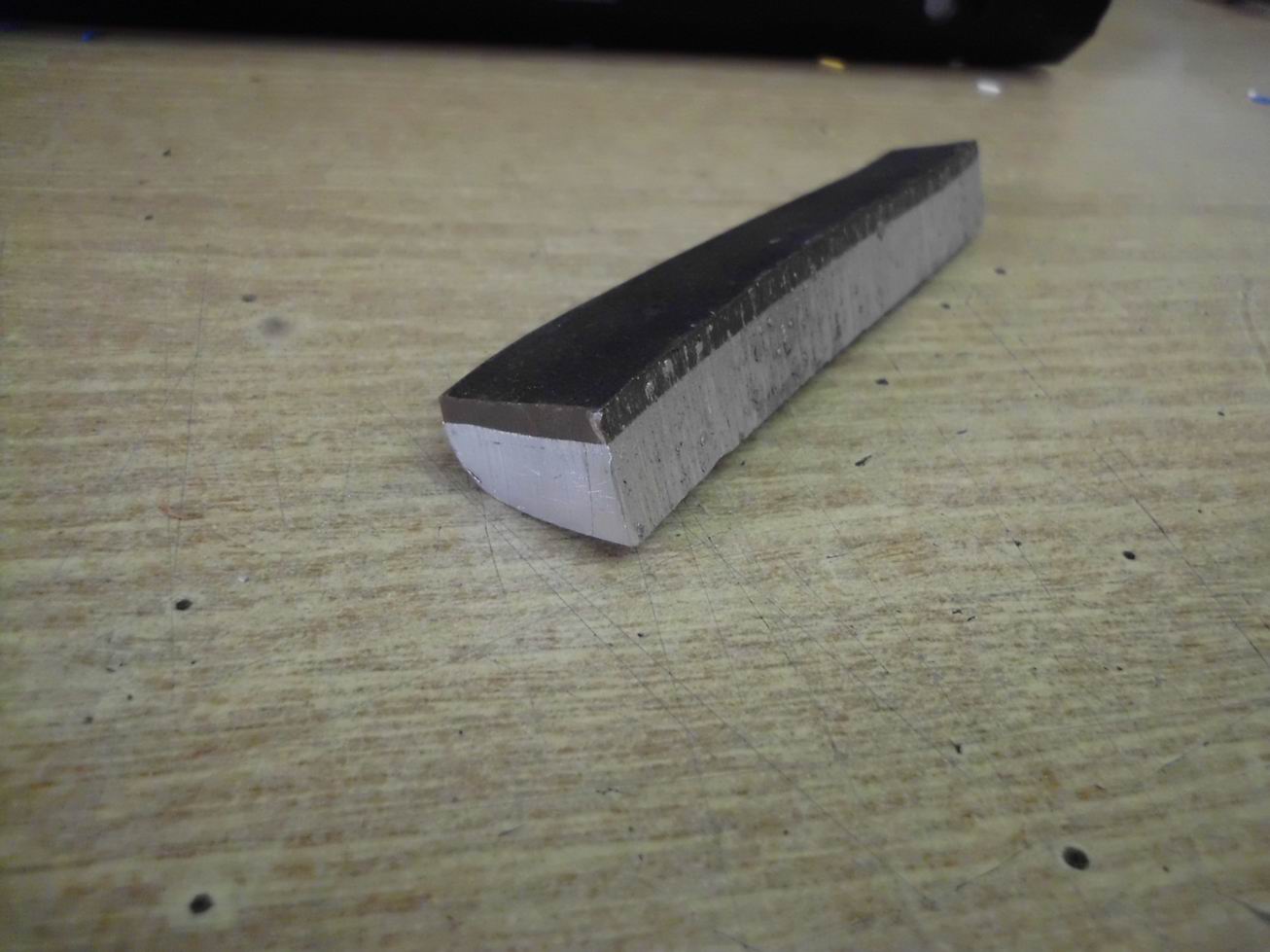
Evo kako izgleda uzorak toga:

 [ Ulfsaar @ 14.07.2013. 22:44 ] @
Da li bi se mogla primeniti minijaturna eksplozivna punjenja na licu mesta?
[ macolakg @ 15.07.2013. 01:49 ] @
Otići ćemo baš daleko od teme, mada se radi o spajanju dva raznorodna provodnika električne struje...
----------------
Nisam baš kompententan za tu oblast, ali pretpostavljam da bi moglo ako površine koje treba zavariti nisu baš previše male.
Prilično je teško iskontrolisati usmerenost eksplozije tako da vektori sila budu paralelni po čitavoj površini predmeta. Za to je potrebno dugogodišnje iskustvo i znanje.
Daleko je lakše koristiti eksploziv u destruktivne svrhe, jer se tada čitav proračun i veština svedu na to da preterivanje ne bude premalo a ni preveliko, a rezultat i ne izgleda baš geometrijski pravilno :-).
Kod onoga što je meni poznato, zavaruju se dve standardne table lima, stave se u veoma čistom stanju jedna preko druge pa se spuste na prethodno pripremljenu veoma ravnu podlogu. Prekriju se slojem eksploziva veoma ravnomerne debljine nanosa, sve se to prekrije određenim slojem peska i zemlje i detonira se.
Table se trenutno zavare, uz neznatne deformacije po obodu. To je inače posledica toga što eksplozija izgubi homogenost po obodu table. Zbog toga se tako zavarene table po obodu opseku da bi ostala ravna i pouzdano dobro zavarena ploča radi lakše kasnije obrade.
Upravo je ono na fotografijama jedan takav "okrajak".
Na fotkama se vidi da je eksplozija delovala sa strane aluminijuma (tehnolozi znaju zašto), takođe se vidi da je Al ploča deblja. Pretpostavljam da su se potrudili da obe ploče budu slične mase.
E sad, pošto se sa priloženog "okrajka" vidi (imam ga kod sebe) da je eksplozija počela da gubi usmerenost na oko 15-tak mm od kraja ploča, pitanje je koja bi bila najmanja upotrebljiva površina za tu metodu varenja?
Možda bi neko veoma vešt mogao upotrebiti malo kumulativno punjenje, blago defokusirano, pa da iskoristi površinu gde eksplozija ima približno homogeno (i paralelno) prostiranje.
Tu će najpre pouzdane odgovore dati udruženi tehnolog eksploziva i mašinski inženjer koji poznaje dobro ovu oblast zavarivanja.
Pozz
[ vladd @ 15.07.2013. 10:04 ] @
Zavarivanje je jedna od vrsta spajanja materijala. Takodje i zavarivanje eksplozivom, sa svojim idejom da fokusira veliku energiju pritiska na malu zonu.
Problem aluminijuma i bakra je u spoljasnjoj ljusturi atoma, i ocekivane elektrostaticke "korozije" odnosno gubitka mateijala i narusavanje spoja, Al je jednovalentan, Cu je trovalentan, zatim, Al je u solidnom asortimanu legura ( i za amatersku upotrebu, najcesce nepoznavanje tacnih karakteristika i tipa legure), dok je bakar uglavnom cist(za elektrotehniku, u najvecoj meri), i kao najproblematicnije dramaticna razlika u temperaturi topljenja, od oko 680C za Al do oko 1080 za Cu.
Zato je za "kucnu upotrebu", ili amatersku, najpogodnije cvrsto lemljenje(ili tvrdo), sa ispunjujucim materijalom, ili tretiranje aluminijuma, pravljenjem kompozita, lemljivih prevlaka neutralnih materijala, za meko, "raznorodno" lemljenje.
Tako da je preporuka tvrdo lemljenje, za visokostrujne spojeve, gde je sustina u intenzivnom rastapanju vezivnog materijala, a pretezno ocuvanje strukture i poprecnog preseka(oblika) i bakra i aluminijuma.
Poz
[ macolakg @ 15.07.2013. 13:00 ] @
Da. To je već direktno vezano za temu.
Ono što napisah oko zavarivanja eksplozijom spada u "zanimljivosti".
Pošto ne znamo da li će postavljač teme raditi sitne popravke ili serijsku proizvodnju, postupak zavarivanja CD punktovanjem ili ultrazvučnim zavarivanjem i dalje stoje kao najbolja opcija za serijsku proizvodnju.
Pozz
[ vladd @ 15.07.2013. 14:57 ] @
Naravno, s tim sto se u serijskoj proizvodnji tacno zna sastav aluminijuma, propisuje tehnologija, proverava trajnost i pouzdanost spoja..
Sto kod pojedinacnih zahvata najcesce nije slucaj.
Poz
[ zica49 @ 15.07.2013. 17:05 ] @
Citat: macolakg:
@zica49
Da. bakar se može zavarivati sa TIG-DC postupkom, dok se aluminijum ne može kvalitetno zavarivati DC strujom, osim u atmosferi čistog helijuma.
Za aluminijum je potreban TIG-AC uređaj zbog pozitivne poluperiode koja čisti kupatilo u varnoj zoni.
Macola posve si u pravu...bio sam tamo(riknula mi kamera na mobitelu) valjda me vrijeme pogazilo sto se tice tih zavarivanja...
Ono sto ja znam kao TIG DC (i zakleo bih se) sada to zovu WIG DC/AC..(selektiraju mod varenja za pojedine materijale ili kombinacije dva razlicita)
U stvari ti aparati su toliko postali sofisticirani da sa istim mogu takoreci zavariti mars za veneru:) [ welding-i @ 15.07.2013. 18:45 ] @
Citat:
Ono sto ja znam kao TIG DC (i zakleo bih se) sada to zovu WIG DC/AC..(selektiraju mod varenja za pojedine materijale ili kombinacije dva razlicita)
U stvari ti aparati su toliko postali sofisticirani da sa istim mogu takoreci zavariti mars za veneru:)
Nemoj da se zbunjujes.
TIG je isto sto i WIG. (tungsten = wolfram, jedno na engleskom a drugo na nemackom).
Drugo, oduvek je bilo da se aluminijum i magnezijum zavaruju AC strujom u argonu.
Svi ostali metali - DC strujom.
Inace i stari TIG aparati su imali mnogo dugmica, sada imaju displej, led, i taktilne komande. Jeste doslo do napretka, ali ne drasticnog.
Kod DC TIG-a uveden je puls, a kod AC TIG-a moze se podesavati AC frekvencija (nekad bila fixna 50 Hz kao i struja iz mreze, a danas recimo 20-200 Hz i vise), balans pozitivne poluperiode i negativne (nekad bio 50:50 a danas na primer od 10:90 do 90:10) i nezavisno podesavanje amperaze pozitivne i negativne poluperiode. Izgled AC struje je cetvrtast, tj nije sinusoidan, a prolazak kroz nulu je trenutan, zahvaljujuci invertoru.
U principu, ko je znao da radi na starom TIG-u, taj ce raditi jos bolje na novoj generaciji.
[ macolakg @ 16.07.2013. 02:35 ] @
Citat: zica49:
Citat: macolakg:
@zica49
Da. bakar se može zavarivati sa TIG-DC postupkom, dok se aluminijum ne može kvalitetno zavarivati DC strujom, osim u atmosferi čistog helijuma.
Za aluminijum je potreban TIG-AC uređaj zbog pozitivne poluperiode koja čisti kupatilo u varnoj zoni.
Macola posve si u pravu...bio sam tamo(riknula mi kamera na mobitelu) valjda me vrijeme pogazilo sto se tice tih zavarivanja...
Ono sto ja znam kao TIG DC (i zakleo bih se) sada to zovu WIG DC/AC..(selektiraju mod varenja za pojedine materijale ili kombinacije dva razlicita)
U stvari ti aparati su toliko postali sofisticirani da sa istim mogu takoreci zavariti mars za veneru:)
Mnogo su više napredovale MIG/MAG mašine (zavarivanje žicom u gasu, one poput limarskog CO2, drugim imenom MAG (metal active gas), dok ono MIG znači "metal inertni gas").
Te mašine sa žicom i sa par boca gasa i mikserom istih su postale prava čudovišta sa izuzetnim mogućnostima.
Tu je pilot luk i visokonaponsko propaljenje, mašina održava konstantno rastojanje žice od predmeta bez obzira na rastojaje pištolja, pulsno kretanje žice sa povratnim hodom iste, precizno odmeren strujni impuls koji definiše veličinu kapljice, punjena žica bez gasa i još mnogo mnogo toga...
Čudo jedno šta se sve može uspešno zavariti sa dobrom mašinom takve vrste. Firma "Fronijus" je svojevremeno napravila bum sa nekoliko novih rešenja na mašinama, a odmah zatim su se pojavili i drugi "besovi" poput "Dalex" i sličnih.
Sada postoje tako pametne mašine tog tipa da samo što ne kuvaju ručak :-).
Što se tiče raznolikosti zavarivanja skoro da su u potpunosti stigli stare dobre elektrode (REL), kojih ima mali milion vrsta za sve i svašta, samo što MIG mašine imaju veliku prednost kod nekih zavara zato što zbog manje količine unešene toplote manje i deformišu strukturu materijala, i ujedno su mnogo zgodniji za serijsku proizvodnju i automatsko zavarivanje zbog velike brzine, male potrošnje struje i inzvaredne ponovljivosti kvaliteta.
Pozz [ welding-i @ 19.07.2013. 22:04 ] @
Ako mogu da dopunim:
Citat: Te mašine sa žicom i sa par boca gasa i mikserom istih su postale prava čudovišta sa izuzetnim mogućnostima.
Jesu! U stvari sada kompjuter u delicima sekunde "modulira" luk tj zavareni spoj kao rezultat.
Citat: ... mašina održava konstantno rastojanje žice od predmeta bez obzira na rastojaje pištolja...
Ovo u stvari radi svaki MIG/MAG aparat, u stvari to mu je i osobina. Za razliku od TIG i REL aparata koji su CC (constant current aparati), MIG/MAG su CV (constant voltage), a za laika koji ne razume sta je CC i CV, prakticno znaci sledece: kada zavarivac podesi 100A na aparatu REL ili TIG, duzinu luka moze sam da odredi i drzi tokom zavarivanja, moze i da mu ruka drhti, amperaza ce biti prakticno 100 A (zanemarljivo manje ili vise) a napon ce naravno da se menja drasticno zbog promene duzine luka. A kod MIG/MAG aparata, zavarivac ne moze da menja duzinu luka. Nju kontrolise aparat po definiciji (i onaj od pre 50 god, i recimo najgori moguci kineski, takva mu je konstrukcija) a ameraza se menja u zavisnosti kako zavarivacu drhti ruka, tj kako odmice ili primice pistolj.
Vise o ovome na: http://svetzavarivanja.rs/co2-zavarivanje
Ali, kod danasnjih aparata, kompjuter prepoznaje pad ili rast amperaze i dodaje je ili smanjuje.
Citat: ...pulsno kretanje žice sa povratnim hodom iste, precizno odmeren strujni impuls koji definiše veličinu kapljice
malo poznato u Srbiji, ali u auto industriji i energetici vrlo koriscen proces.
Citat: ... "Dalex" i sličnih...
Dalex nazalost nije uhvatio priljucak sa invertorskom tehnologijom i ispao je iz igre i danas samo proizvodi aparate za punktovanje, i jos uvek je poznat u nemackoj auto industriji.
Citat: Sada postoje tako pametne mašine tog tipa da samo što ne kuvaju ručak :-).
U zavrsnoj je fazi izrada zakona/standarda/direktive o zabrani prodaje klasicnih trafo izvora struje za zavarivanje u Evropi. Radi se o tome da ce aparati za zavarivanje biti na bazi invertora, sa PFC-om (efikasnost uredjaja ce morati da bude preko 85%) itd Zbog stednje energije i smanjenja CO2 emisije i zastiti okoline itd. Kod aparata sutrasnjice, ce elektronika kontrolisati luk u svakom momentu.
Citat: Što se tiče raznolikosti zavarivanja skoro da su u potpunosti stigli stare dobre elektrode (REL), kojih ima mali milion vrsta za sve i svašta, samo što MIG mašine imaju veliku prednost kod nekih zavara zato što zbog manje količine unešene toplote manje i deformišu strukturu materijala, i ujedno su mnogo zgodniji za serijsku proizvodnju i automatsko zavarivanje zbog velike brzine, male potrošnje struje i inzvaredne ponovljivosti kvaliteta....
Apsolutno su prestigli REL aparate, po meni vec poodavno. Jedina prednost elektroda su montazni radovi, tesko pristupacna mesta itd. Sve ostalo je na strani MIG/MAG-a... U razvijenim zemljama je zastupljenost MIG/MAG prema REL = 5 : 1. U zemljama sa jeftinom radnom snagom i nizim nivoom inzenjerskog znanja, REL je dominantan. [ macolakg @ 20.07.2013. 00:38 ] @
Zahvaljujem na usrdnoj i veoma profesionalnoj dopuni.
Pozz
Copyright (C) 2001-2026 by www.elitesecurity.org. All rights reserved.
|