cesto prozuji prica o 3d printu po raznim temama i onda odvuce pricu u off-topic pa reko mozda bolje da napravimo zasebnu temu sa naveliko i nasiroko o 3d printu ..
dakle ukratko o 3d printu danas (inace se pored termina "3d print" koristi i "additive manufacturing")
- najcesce kada se prica o 3d printu prica se o 3d printu u prasku (gipsu) koji se printa glavom slicnom glavi pljuckavca (isto generalno) ... prednost ove metode su objekti dosta velike rezolucije, velike kompleksnosti, full 3d color a najveca mana ove metode je sto su objekti napravljeni od praska te ako ih malo jace stisnes pretvore se u prasinu .. (postoje razni infuseri koji pod vakuumom mogu da impregniraju taj praskast model dvo komponentnom smolom i daju istom neku cvrstinu ali realno ovo je sistem za vizualizaciju, objekat printan ovom metodom nije za upotrebu vec za gledanje). u beogradu ima nekoliko firmi koje se bave usluznim stampanjem, neke cak imaju i jeftiniju ponudu gde stampaju umesto u gipsu u soli pa su objekti malo manje preciznosti ali mnogo jeftiniji
- laser sintering, metoda za koju malo ko zna (van strucnih krugova), laserski se sloj po sloj "vare" cestice raznih materijala, od plastike do titanijuma, kada se radi sintering metala posle printa postoji finalni de obrade grejanjem objekta do usijanja (i printanje i usijavanje se radi u inertnoj atmosferi, usijavanje se radi u delimicnom vakuumu), objekti su vrlo upotrebljivi, trenutno je popularno da se od titanijuma i aluminijuma prave delovi za formulu jedan (posebno hladnjaci posto se 3d stampom mogu dobiti oblici i struktura koju je nemoguce drugacije proizvesti). Laser sintering postoji u kombinaciji sa glodanjem, ne znam za firmu u srbiji koja ima ovu tehnologiju ali online moze da se naruci, relativno jeftino (malo kolje shipping) od shapeways, preko njih cak mozete i da prodajete svoj dizajn (dignete objekat, ko otstampa preko shapeways vas objekat dobijete %)
- resin hardening, metoda gde se koristi specijalna UV osetljiva "tekucina" koja se stegne kada se osvetli sa UV, stavite jedan dobar projektor, tucete sliku po sliku i odvajate stegnuti model. kvalitet je sumanut, preciznost ogromna, komplikovanost objekta zastrasujuca (mogucnost) ali cena je ozbiljno udaranje po usima ... sama sprava za print je jednostavna i da se napraviti u kucnoj radinosti za sitne pare ali je materijal (ta tekucina) skupa ko otrov, ima kratak rok trajanja etc etc .. ne znam nikog kod nas ko to usluzno radi, ima par online firmi koje nude uslugu - nisam probao
- fuse deposition modeling, metoda gde se extruduje plastika sloj po sloj, komercijalne masine koriste ABS plastiku, hobi masine koriste svasta, uglavno PLA (plastika koju je izmislio Vik sa novog zelanda koja je bio porekla, nije iz nafte, i koja je potpuno ekoloska, raspada se u kompostu, na zalost ne trpi visoke temperature - pocinje da gubi snagu na 60C a gubi strukturu oko 90C, inace mnooogo jednostavnija za print i obradu od bilo koje druge plastike). bez podrske je limitirana kompleksnost i velicina objekata koji se mogu stampati ali su objekti extremno izdrzljivi i upotrebljivi kao finalni proizvod (otstampan ceo pistolj na 3d printeru od ABS-a, otstampan onaj "bitan deo" za automatsku pusku - jedini deo koji se registruje u usa koji ima seriski broj i sa tim puska ispuca brdo metaka (nije jak kao celicni ali .. puska puca!) tako da su delovi vrlo upotrebljivi) ... reprap.org projekat je open hardware projekat koji je znacajno unapredio hobi scenu 3d printera i sumanutu stuko na dole cenu profi 3d printera (svih vrsta) ...
neki moji stari radovi, mozda zanimljive slike za pogledati (obratite paznju da sam ja slikao samo "probleme", dakle svaka ta slika predstavlja neki problem na kom sam radio sa kolegama, ja "uspesne" printove nisam slikao (cemu bi kad rade) cisto da imate ideju sta gledate) https://picasaweb.google.com/1...authuser=0&feat=directlink
taj printer je sada u beogradskom haklabu (na zalost koliko znam jos uvek ga nisu pustili u rad, ja sam im dao samo mehaniku i motore, elektronika mi je trebala a ocekivao sam da haklab moze da organizuje 30eura za steper drajvere i arduino da pusti to u rad :( no evo tome par godina i koliko znam jos uvek ga samo preskacu :(
u hobi prici najjace 2 firme su bile bitsfrombytes i makerbot, obe firme su kupljene od strane velikih komercijalnih firmi (bfb je kuplje od strane 3ds-a a makerbot je sada u vlasnistvu stratasys-a, inace i 3ds i stratasys drze gzilion patenata u ovoj prici i extremno sprecavaju razvoj na sve moguce nacine)
najjaci trenutno hobi printer koji mozete da kupite gotov je ultimaker, erik je napravio mega dobru spravu tako da ako zelite open hardware printer ultimaker je moja jedina preporuka, sve ostalo ni po jednom faktoru ne moze da mu prismrdi ( https://ultimaker.com/ )
ako samo zelite "3d printer da radi" i zabole vas uvo za "tehnologiju", ne zelite da "budzite" vec zelite kao i 2d printer, kliknete print i pokupite objekat kad se zavrsi print, JEDINI printer ispod 10k eura koji to radi danas, na zalost nije open hardware (ali nije ni vas hp laserjet..), je pp3dp UP! (pp3dp UP! plus 2, pp3dp UP! mini ... - http://www.pp3dp.com/ )
eto nekog uvoda ..
[ bogdan.kecman @ 14.03.2015. 23:04 ] @
evo inace jedan dobar trik ako vam se ne lepi ABS lepo za print podlogu mozete da koristite ABS SLUDGE, on se pravi tako sto ABS smece koje vam ostane od rafta, od propalih printova i slicno rastopite u acetonu ili nitro razredjivacu da dobijete gustu masu, time premazete platformu za stampu i kad se osusi stampate preko toga - radi 1/1. za stampu mozete koristiti vitroplast (FR4) sa rupicama, to mnooogo dobro radi kao podloga za stampu i bez abs sludge-a
dalje, ako imate probleme sa warp-om i coskovi vam se krive, kupite dvostranu TESA belu (traka je bela, zastita je zuta) lepljivu traku (zove se i traka za tepihe, da zalepite tepih za parket da ne bezi), zalepite traku za print platformu i stampajte direkt na traku! traka bez problema trpi stampu do 260C, kada zavrsite print ogulite objekat sa print platforme zajedno sa dvostrano lepljivom tesa trakom (kupujte obavezno onu siroku)
i jos jedan, za lepljenje ABS-a mozete koristiti razne lepkove ali najbolji nacin za vezivanje dva abs komada je abs cement koji radi chemical welding iliti hemisko varenje 2 komada. Ako nemate pare da kupite abs cement (ili zivite u srbistanu pa je gotovo nemoguce da uvezete lepak koji se prodaje u prodavnicama u normalnim drzavama) mozete da kroistite ABS sludge, samo ga zamutite malo gusce (malo vise abs-a, malo manje acetona) - lepi ko ludo :D bolje od bilo kog lepka
[ stil @ 14.03.2015. 23:17 ] @
Još jedan glas za Ulimaker. Konkretno Ultimaker 2.
Što se tiče lepljenja prvog sloja na podlogu. Za ABS plastiku podlogu zagrejati na 100 stepeni C, namazati lepak za papir u stiku i dobro nivelisati podlogu. To radi bez greške. Kad se podloga ohladi model se odlepi sam.
[ ColdKeyboard @ 15.03.2015. 01:00 ] @
Ukoliko sam off-topic, recite da obrisem poruku prije nego cela tema ode u off-topic. :)
Ukoliko neko zeli da nabavi/kupi 3D printer. Predpostavljam da je daleko jeftinije da kupis delove i sastavis sam 3D printer. Posle toga sa 3D printerom mozes ostampati drugi 3D printer, zar ne? :)
Kako ste vi nabavili 3D printer? Kupili, napravili, skinuli fajlove pa odnjeli nekome da ih stampa ili...?
Takodje, posto sam kao i vi u bogom danom Srbistanu, da li postoji mogucnost da se neki od tih open-source open-hardware stampaca koje ste naveli "napravi" u Srbiji u DIY varijanti?
Ako da, moze li malo linkova ka source fajlovima, how-to guides i sl.
Nisam iz 3D printing sfere ali me jako interesuje i voleo bih da u skorije vrijeme zbavim sebi jedan 3D printer. Ali mi se bas ne daje 500, 800 ili 1.5K€ za gotov 3D printer :)
[ bogdan.kecman @ 15.03.2015. 07:06 ] @
Citat:
ColdKeyboard: Ukoliko sam off-topic, recite da obrisem poruku prije nego cela tema ode u off-topic. :)
ima veze sa temom znaci nije off-topic (sad vidim da sam u imenu teme napisao mdf a ne fdm :D)
Citat:
ColdKeyboard:
Ukoliko neko zeli da nabavi/kupi 3D printer. Predpostavljam da je daleko jeftinije da kupis delove i sastavis sam 3D printer. Posle toga sa 3D printerom mozes ostampati drugi 3D printer, zar ne? :)
Kako ste vi nabavili 3D printer? Kupili, napravili, skinuli fajlove pa odnjeli nekome da ih stampa ili...?
ima vec dosta ljudi u srbiji 3d printer tako da cimanje nekog da ti otstampa delove jeste brz put do printera, da je najjeftiniji - nije.
tu je sad malo religija umesala prste u celu pricu, sam reprap projekat nije nastao iz razlog da se ubiju veliki igraci, to je samo posledica, reprap projekat je naucni rad na temu samo replikacije, dugorocno posmatranje razvoja te sprave kroz prizmu zivota i evolucije. koji organizam je najuspesniji na zemlji? kukuruz :) ... kukuruz se razvio u organizam koji pokriva najvece povrsine na zemlji i siri se jos vise, zasto - zato sto je visestruko koristan i tom svojom koristi je nasao slugu koji ce da ga sadi i obradjuje (nas)..... to je fora sa reprap projektom, pustena je "zivotinja" u "divljinu" i razvija se, evolvira, i ljudi je prave zato sto im je korisna .. imali smo do sada 2 explozije populacije doticne sprave (inicijalno i sa edovim mendelom).... da bi se projekat posmatrao kroz tu prizmu (jedinu koja adriana, coveka koji je pokrenuo projekat, zanima) neophodno je da printeri prave sami sebe / jedni druge.
sa druge strane, ako zanemarimo reprap projekat kao takav i gledamo samo na 3d print kao cilj (moj slucaj, realno me zabole uvo dal se samoreplicira ili ne) jurenje 100% self replikacije na ustrb kvaliteta, brzine, komotnosti etc. je gubljenje vremena :) jer postoje mnogo brzi nacini da se dodje do printera :)
moj prvi printer je bio repstrap (naziv za masinu napravljenu od "sta imas" bez 3d printanih delova) napravljen od vodovodnih cevi ... napravljen kompletno u kucnoj radinosti .. tada sam skontao da mi treba strug :D pa sam par godina kasnije kupio jedan od kolege ovde sa foruma :D ... drugi moj printer je bio baziran na darvinu stim da nisam koristio otstampane delove vec je bilo mnogo brze i lakse spojiti brezone obicnim 2komponentnim akrilnim gitom, samo par delova (extruder) i nosaci za motore su bili stampani na repstrapu od cevki ... kada je taj printer proradio onaj od cevki je zavrsio u kontejneru ... taj printer je imao brdo problema ali je kvalitet printa bio vrlo dobar ... no kao sto rekoh, dosta problema .. inicijalni reprap software je bio dosta los (nije ni danas mnogo bolji), extruder je bio uzasan ali ja u kucnoj radinosti nisam mogao da napravim nista bolje bez obzira sto sam video mnogo mesta za unapredjenje ... onda sam stupio u kontakt sa bitsfrombytes koji su razvijali verziju 3 svog rapmana i usao u pricu oko toga sta i kako bolje i sa njima radio na novom extruderu i novoj elektronici i onda sam od njih uzeo jedan rapman 3.0 (to je na onim mojim slikama ona masina od klirita) i ta masina je imala print quality pre nekih 6-7 godina, bolji od izlaza koji danas ima makerbot, slicno kao danas ultimaker (ultimaker je nastao od nase diskusije na bfb forumu posle cega je erik digao ruke jer je bfb tim otisao u cudnom pravcu i napravio svoju masinu i svoju firmu ultimaker) ... dakle extra kvalitet, stim da je bilo nekoliko ozbiljnih problema koji su morali biti reseni + akril je mnogo los materijal za inzenjering, za pocetak oce da se raspadne kad ga prebrises isopropil alkoholom, truli od nekih lepkova, generise CUDO statickog elektriciteta... elektronika prve generacije je bila uzasna ... tu sam ja opet uleteo sredio elektroniku, napravio dodatak za postojecu elektroniku koji resava sve probleme, ubedio iana da uradi novu verziju elektronike (on zivi u velikoj vlaznosti u uk i on sa svojom elektronikom nikad nije imao problema, dok su ljudi u ostatku sveta imali uzasne probleme, pa smo resavali iste privremeno mokrim peskirima .. ma uzas, prskas vodu po masini i kacis mokre peskire da dignes vlaznost u masini da se ne bi toliko skupljao staticki elektricitet, jedan momak sa opremom za merenje je izmerio desetine kilovolti na glavi stampaca)... elem taj moj rad na rapman-u je iscimao forrest-a i adrian-a da me uvuku u core team reprap projekta ... onda sam rapmanom napravio jedno 20tak poluprintanih stampaca.. stim da sam ja prebudzio moj rapman bukvalno mesec dana posto je stigao, sklonio sav akril, dodao heated bed etc etc ..
danas mozes da kupis gotov printer za smesne pare, ako hoces da se zezas sa tehnologijom moj savet je da krenes od dobre masine, ultimaker je tu tata, bolje nema... ako nemas pare za ultimaker, kupi najjeftiniji kit pa onda idi svojim putem, budzi ga i unapredjuj :) .. najveci problem je dovlacenje istog u srbistan posto termini "extruder", "filament", "plastika", "3d printer" kod nasih carinika i postara izazivaju tup pogled u daljinu i zelju da ti uzmu jaaaaak opuno para .. sve vezano za 3d printing je tesko i shipment kosta ko bubreg a vecina firmi salje ono tipa samo dhl-om .. ja sam 99% moje 3d printing price uvezao preko madjarske, tj. imam drugara tamo narucim na njegovu gajbu tamo stigne, ja sednem sa zenom u kola, ona ode potrosi pare na cipele a ja odem popijem vops sa laslom (drugar sa kojim sam razvijao one extrudere) ispricamo se, natovarim to sto je stiglo u kola, prespavamo tamo i onda nazad za bgd. kada prelazis granicu kolimma kutija neke "bele zice" ne deluje interesantno, obrate paznju vise na kobaje i sira ali kad vide da ni toga nema previse puste te kuci bez maltretiranja ... sa druge strane kada pola kile bele plasticne zice stigne na postu u srbistan tamo se upale neki alarmi i krene luda voznja u kojoj ne zelis da ucestvujes :(
lepa stvar koja se desila je da je rcsrbija.rs (jbg sad je ovo reklama, ako je strasno neka mod obrise ali to je jedini nacin trenutno tako da ..) postao zainteresovan za 3d printing i dobacio je sebi jedan, tako da preko njih moze da se kupi 1.75mm ABS. Takodje nude i usluzno stampanje, cene su vrlo vrlo vrlo korektne (cak stavise za red velicine nize nego sto sam ja ocekivao), tako da moze i tako da se napravi reprap, iscimas rcsrbija da ti otstampa delove :D
Citat:
ColdKeyboard:
Ako da, moze li malo linkova ka source fajlovima, how-to guides i sl.
reprap.org tamo su sorsovi reprap masina, ima ih raznih, tamo su how-to guides, filmovi, sorsovi, uputstva etc... e sad, ima mnogo tih masina danas, ne bih favorizovao nijedan
Citat:
ColdKeyboard:
Nisam iz 3D printing sfere ali me jako interesuje i voleo bih da u skorije vrijeme zbavim sebi jedan 3D printer. Ali mi se bas ne daje 500, 800 ili 1.5K€ za gotov 3D printer :)
da opet ponovim nesto sto ponavljam non stop, zavisi sta je cilj. ako je cilj drndanje sa tehnologijom pravljenje from-scratch je ok, cak pozeljno - no to je najskuplja varijanta za dolazak do funkcionalnog printera, ali ako je cilj funkcionalan 3d printer za malo para - kupiti neki reprap/repstrap je najjeftinija solucija, vreme i novac potrosen na pravljenje istog je *veci* nego da kupis gotov za 500, 800.. a ako je cilj "dummy masina" klik&print tu je UP! neprevazidjen (dakle za klasu bolji od ultimakera koji je za 2 klase bolji od prvog sledeceg open hardware printera) ... ja sam u razvoj do sada u tu pricu spucao za ~8 godina nesto sitno preko 20k eura sto nije nista u poredjenju sa ostalima (npr arkol je spucao preko 20k u jednoj godini samo razvoj hot end dela extrudera) tako da mnogo je jeftinije kupiti gotovu stvar iza koje stoje godine rada nego raditi to ispocetka :D
[ Zlatni_bg @ 15.03.2015. 09:01 ] @
Jos jednu stvar bih naveo, NEMOJTE DA NARUCUJETE GOTOVE PRINTERE IZ INOSTRANSTVA POSTOM, NECETE MOCI DA IH UVEZETE! NE PROLAZE CARINU!
Jedini nacin kako mogu da prodju, i to uz mnogo, mnogo cimanja je da narucite kao pravno lice, i na kraju ce vas sa svim mogucim dozvolama itd izaci mnogo skuplje nego sto ste i sanjali! Ovo je informacija od bliske osobe!
[ bogdan.kecman @ 15.03.2015. 09:12 ] @
@zlatni, pa nije bas 100% tako! ja sam 4 komada uvezao licno, postom, 2
kao pravno lice (agencija za konsalting) i 2 kao fizicko lice. 3 su bila
dhl-om 1 obicnom postom. Problem nije uopste u stampacu, dakle sto se
samog stampaca tice platio sam 10% carinu i 18% pdv (sad je 20) i to je
to, nikakva specijalna procedura nije bila potrebna, platio sam 50eur
spediciju (uslugu dhl-u da odradi carinjenje) ... dakle osim sto sam
platio carinu i pdv na postarinu sto me svaki put iznervira do koske,
sve ostalo je za sva 4 komada bilo skroz ok. Ono sto je do jaja problem
je filament, dakle plastika kojom se stampa, to je extra komplikovano
jer traze razne dozvole, zahtevaju papire da se nece koristiti u
proizvodnji hrane i svasta jos nesto ... drndanje na kub i kosta koliko
oces i pitanje dal kao fizicko lice uopste mozes da uvezes... sad sam
skoro kupio jedan preko rcsrbija i moram da priznam da me izasao
jeftinije nego sve moguce kombinacije koje sam pravio da ga uvezem u
svojoj radinosti tako da sto se toga tice mogu da ih preporucim :D
dakle ako narucujete obavezno neka salju bez plastike, ja sam znao za
jadac zbog narucivanja plastike za moj repstrap pa sam imao iskustvo sa
carinom i plastikom pa kada sam ove narucivao rekao sam im da izvade iz
paketa "complimentary filament za test" i posalju samo printer
[ Zlatni_bg @ 15.03.2015. 09:58 ] @
Jasno je i meni to oko DHL-a i ostalih kurirskih sluzbi, nervira me uzasno "poseban" nacin carinjenja, tj. kompletan postupak a ne ubrzan koji ide preko regularne poste, i dosta puta sam licno imao problema s tim, da ne spamujem preterano, pricacemo vezano za 3D stampace...
Drugar je koliko se secam imao problema jer su smatrali da uredjaj sluzi za "proizvodnju" i da planira da prodaje stvari koje napravi njime, sto se krsi sa onim papirom koji saljes spediciji kada kazes "za licnu upotrebu"... Meni je najskoriji problem sa carinom izbio oko uvoza quadcoptera... Svrstali su ga pod robu dvostruke namene, tj da moze da se koristi u vojne i u civilne svrhe... Naravno, nije ostalo nista sem da platim 200$ slanje nazad odakle je dosao i da ^£$^"£ u sebi... Pricao mi je cale, koji celog zivota radi u komeracijali jedne firme, da mu je cudno kako meni to "stizu paketi iz kine bez ikakvih problema" i da carina nije naivna rabota... Al' ajde, necemo da idemo u off vise, dosta sam oterao, samo sam hteo da upozorim ljude da mogu svakakve situacije da se dese, i da gledaju da narucuju sto odvojenije pakete, znaci podeliti porudzbine sto je vise moguce, vece su sanse da ce stvari proci... To za fillament me je podsetilo na jednu pricu coveka koji zivi od prodaje RC hobi opreme, da su mu trazili da posalje jedan model na testiranje u neku nasu laboratoriju da se vidi od kojih je sve materijala napravljen i da li su opasni, iako je imao kompletnu dokumentaciju o njemu i nije uvezen iz kine vec iz SAD, bas zbog "plastika" o kojim se radi. Pitaj Boga sta je u pitanju, verovatno to kako se carina oseca tog dana.
A sto se tice RCSrbije, ogromna preporuka za njih, decko koji radi, Vlada iz Bele Crkve, radi odlican posao i izaci ce svakome u susret sto se svega tice, gomilu puta sam saradjivao sa njim, i drago mi je sto su vezani za sve sto ima veze sa "hobijem" i "elektronikom" a ne samo nekim osnovnim stvarima, modelima, igrackama itd.
[ bogdan.kecman @ 15.03.2015. 10:15 ] @
Citat:
Zlatni_bg: Jasno je i meni to oko DHL-a i ostalih kurirskih sluzbi, nervira me uzasno "poseban" nacin carinjenja
nije toliko poseban, samo je fora sto ti posta uslugu spedicije naplati 300-700din a dhl i ekipa 50-100eur ... nemam ja problem sa tim, bilo sta vece kad ti stigne i u posti nema nista ubrzano, ono sto meni jezi ganglije je
- carina na nesto sto se ne proizvodi u srbiji
- carina na postarinu
no da ne tupimo pretupljenu pricu milion puta
Citat:
Zlatni_bg:
Inace, gledam nesto ponudu DIY kitova u MikroPrincu pre neki dan, i oni su nabavili 3D stampac:
prevelike pare za tu spravu, preeeeeeeeevelike pare
to bi bilo cool ali par puta sam ih pitao da li imaju 1.75 ili 3mm filament i nikad nisu imali na lageru
Citat:
Zlatni_bg:
A sto se tice RCSrbije, ogromna preporuka za njih, decko koji radi, Vlada iz Bele Crkve, radi odlican posao i izaci ce svakome u susret sto se svega tice, gomilu puta sam saradjivao sa njim, i drago mi je sto su vezani za sve sto ima veze sa "hobijem" i "elektronikom" a ne samo nekim osnovnim stvarima, modelima, igrackama itd.
ma vlada je lik na kvadrat, nemam obicaj da hvalim lokalne preprodavce, ali stvarno svaka mu cast na profesionalnosti, ja sam cudo proxxon opreme narucio preko njega, jedan printer, 10tak kila plastike .. bas ono prijatno iznenadjenje, posebno u odnosu na moj inicijalni stav "jos jedan preprodavac kineske robe koji pokusava da zivi od hobista zarobljenih u srbistanu", kad ja tamo a ono medjutim :D, pokaza se da je diajemetralno suprotno :D
[ vladd @ 15.03.2015. 10:29 ] @
Za te pare se moze napraviti bar dva identicna tome, printera.
I tu ima jako malo "elektronike". Postoji par odluka pri odabiru metoda, napajanja grejaca i citanja senzora, a ostalo je tipa arduino plus stepper drajveri.
Mogu se praviti samostalno drajveri, ali su kupovni moduli za 2 i 4A vec solidno jeftini, ustede su par evra.
Glave se mogu praviti, ili kupiti po zelji, zavisno od mogucnosti i resursa. Svkako nisu "rocket science".
Za 80$ glava sa transporterom zice...nije vredno "prvog" pravljenja..
I svakako nije "tehnoloski zastoj" za samograditelja.
E sad, neko voli da napravi svaki sraf, a neko da pretoci furdu u nesto korisno, tako da saveti za konstrukciju zavise od preduslova i zelja
[ Zlatni_bg @ 15.03.2015. 10:29 ] @
A koja mislis da je realna cena tog stampaca u MP-u?
I mene je ovo sve zanimalo pre nekih godinu-dve, doduse cene su tada bile prilicno vece nego danas, od komercijalnih proizvoda tu je bio makerbot i jos par spravica, nije bio neki izbor, samogradnja mi nije delovala lako (mehanicki deo, nemam neku posebnu opremu za rad sa tim, a i ogranicenost prostora nazalost), sada vidim da su cene dosta pale i svi bukvalno prodaju delove za 3D stampace.
Kapiram da je ono sto najvise interesuje ljude koji zele da nabave 3D stampac taj "entry level", znaci nikakve fensi spravice, ne mora nista da bude upakovano u kutiju, da stampa nekih 12x12x12cm minimalno, ima tu preciznost od 0.1mm (koliko je to realno?), i da je jeftino za nabavku i lako za koriscenje? Dosta stvari si napisao, ali me interesuje malo konkretnije, sta bi bilo najbolje nabaviti i koliko je tesko sklopiti, kalibrisati, i da li se isplati dati vise novca za sklopljen jer ce vecinu brinuti ta preciznost i ono lupanje glavom u zid kada nesto ne radi kako bi trebalo? Cini mi se da za 300-400$ moze da se nadje dosta pristojnih kitova, ti si osoba koja najbolje moze da posavetuje, pa bi bilo lepo da napises o tome nesto, da li je bacen novac ili ce biti igranja i sa tim?
[ bogdan.kecman @ 15.03.2015. 10:37 ] @
Citat:
Zlatni_bg: A koja mislis da je realna cena tog stampaca u MP-u?
to mu je realna cena - toliko kosta :D
ja ne bi za taj stampac dao preko 60k u beogradu, sklopljen i testiran, u kitu (kao sto ga prodaje uprinc) ne bi dao preko 50k ni u ludilu.
ako uzmes da up! plus 2 kosta u beogradu oko 1210eur i da je jedno 100x bolja masina (iako mu je manji footprint i iako je to closed source masina)
Citat:
Zlatni_bg:
Kapiram da je ono sto najvise interesuje ljude koji zele da nabave 3D stampac taj "entry level", znaci nikakve fensi spravice, ne mora nista da bude upakovano u kutiju, da stampa nekih 12x12x12cm minimalno, ima tu preciznost od 0.1mm (koliko je to realno?), i da je jeftino za nabavku i lako za koriscenje? Dosta stvari si napisao, ali me interesuje malo konkretnije, sta bi bilo najbolje nabaviti i koliko je tesko sklopiti, kalibrisati, i da li se isplati dati vise novca za sklopljen jer ce vecinu brinuti ta preciznost i ono lupanje glavom u zid kada nesto ne radi kako bi trebalo? Cini mi se da za 300-400$ moze da se nadje dosta pristojnih kitova, ti si osoba koja najbolje moze da posavetuje, pa bi bilo lepo da napises o tome nesto, da li je bacen novac ili ce biti igranja i sa tim?
jbg prijatelju ne moze lako brzo precizno i jeftino ... znaci to nikako ne moze u jednoj masini .. moras neke opcije da izbacis .. ima brdo kitova 200-500$ i svaki je ok za entry level, sad ima ih milion ne znam koji bih izdvojio, ako imas neki poseban reci pa mogu da ga prokomentarisem ...
generalno
- oces ready made no hassle masinu - UP! Plus 2 ili UP! mini (mozes preko rcsrbija da kupis UP! Plus 2 izadje oko 1210eur u begoradu)
- oces kvalitetan open hardware printer - ultimaker
- oces da se zezas sa tehnologijom - bilo koji kit ti je ok za pocetak, ima ih mnogo mozes da odvojis neke koji ti se svidjaju pa da ih prokomentarisemo ali vise manje sve je to tu negde (osim par prevaranata)
[ vladd @ 15.03.2015. 12:54 ] @
Ja bih dodao da, na odredjen nacin, 3D printer nije sprava "opste" namene, ni nesto previse juzer frendli.
Mora se upoznati dosta tehnoloskih detalja, i prakticno je jako korisno da se sama masina upozna do detalja.
Ni obicni printeri nisu bez problema u radu, ali su nekako lakse resivi, provizorno, bez upustanja u tehnologiju rada, dok 3d printer ima vise karakteristika, kriticnih, i pride tehnologiju topljenja i brizganja plastike. Ili cokolade:)
Naravno da ne moze pouzdano, precizno, robustno a jeftino.
Medjutim, problem je odabrati PRAVAC u kojem je najlakse i najezbolnije praviti kompromise. A taj pravac, ili pravce, najvise odredjuje sam korisnik svojim potrebama.
Sve kriticne komponente su vidljive, i "na izvolte", za neke aplikacije su nebitni linearni lezajevi, snaga motora, glava je zamenljiva kmponenta, grejaci, podloga, takodje, plastike se kupuju, pa je pitanje izbora..
Stelovaje printera moze biti malo ili malo vise slozeno, pitanje je koliko ce dugo biti nastelovan, koliko dugo moze neprekidno da radi..itd..
Pocetne uslove, da ne kazem potrebe, mora korisnik da postavi, i u kom smeru bi da unapredi masinu.
Masina od 300$ ima vrednih delova za oko 150$, da li je moguce nadgradnju odraditi za manje od razlike? Po meni su to osnovna pitanja.
Takodje, skuplje masine imaju slican set, ali recimo po duploj ceni, plus nesto skuplji ram i nesto ozbiljniji softver, ako se uopste moze reci...
[ bogdan.kecman @ 15.03.2015. 13:09 ] @
@vladd, ne bih se 100% slozio, pazi ovaj UP! je luda stvar, ako ne idemo u hakovanje istog i budzenje fancy materijala vec ono UP! original filament ...
uzmes stl
prebacis u software
kliknes print
skines objekat sa masine i ogulis support
dakle testirano, moja zena (koja je master glume, dakle glumica, kompletno atehnicko lice, kada treba srafic na masini za sivenje zove mene), je bez problema skinula objekat sa thingiverse, ubacila u program i otstampala, skinula sa masine, ocistila support za 2 minuta.. nista komplikovanije od laserskog stampaca
tako da, zavisi koju masinu uzmes ... isti taj UP! radi kako treba samo sa svojom original plastikom (skupljom 2 puta od odlicne plastike sa kojom ostali rade ili 4-5 puta skuplji od neke jeftinije noname plastike), print volume nije veliki etc etc .. ali ono ako umes da koristis ES forum, umes i da koristis taj stampac za print :)
sa druge strane, nijedan open hardware printer za sada ne nudi taj nivo konfora, na svakom mora da se "silji", sto je donekle logicno jer UP! kontrolise 100% sve aspekte rada printera + koristi identican software koji tera na masinama koje prodaju po 150-200k dolara, imaju 30tak godina iskustva u tehnologiji etc.. sa druge strane open hardware koristi krs software sa milion opcija koje su neophodne jer je svaka masina razlicita, svaka rolna plastike razlicita etc .. da ne spominjam da smo do pre neki dan 90+ % koristili skeinforge koji je pisao covek (enrique) koji nikad nije uzivo video 3d printer (nudili mu razni da mu poklone nije hteo) a da je 80% software-a koji se danas koristi baziran na istom tom skeinforge-u .... ali zato sto se "silji" open hardware printer daje mogucnost stampanja sirokog spektra plastike i budzenje na raznim nivoima :D
[ bogdan.kecman @ 15.03.2015. 13:20 ] @
inace jedna interesantna prica za UP!, kada se pojavio mi smo ga
ismevali, ceo core team je bio u fazonu "kinezi oce da uvate mendel
talas da uvale patku" pricali ljudima da je to sigurno neka prevara da
to nema sanse da valja etc... pp3d je tada krio da ima veze sa velikim
stampacima a ustvari su cerka firma, fora je bila da nisu hteli da se
zamere zkorpu, stratasys-u, 3ds-u i ostalima koji su na sve moguce
nacine pokusavali da uguse reprap pricu... onda je u narednih nekoliko
godina vise od pola kor tima kupilo UP! :D jer su tamo vamo videli kako
sprava radi i koliko je "Drugacija" od ostalih masina za "smesne pare"
[ ventura @ 15.03.2015. 15:43 ] @
Pa šta je na kraju zaključak?
Jel na kraju bolji taj UP Plus 2 ili Ultimaker2?
[ bogdan.kecman @ 15.03.2015. 16:28 ] @
zavisi sta hoces :D
UP! ima mnoogo bolji software ali ima mali print volume i moras da
koristis original plastiku (skupu, mali izbor boja..), nema tvikovanja,
nema experimentisanja .. kao kad kupis laser, mora kupis toner od te
firme imas drajver za windozu i to ti je to ... ultimaker moze mnogo
vise ali uz mnogo vise siljenja i drndanja i poznavanja tehnologije
[ ventura @ 15.03.2015. 18:37 ] @
A koji od njih dvoje ima bolju 'rezoluciju', iliti kako se to već zove kod 3D štampača?
Ja tipujem na UP, zbog ozbiljnog softvera, koji moze da vodi racuna o kompenzaciji gresaka.
Mada, pravi odgovor sledi od daleko iskusnijeg
[ stil @ 15.03.2015. 20:19 ] @
Ultimaker 2 ima krš softver koji se uz njega dobija. Ti softveri se zovu "slajseri". Skoro je izašla nova verzija Cura - Ultimaker. Nisam je probao jer nemam vremena ali ona od septembra prošle godine je bila neupotrebljiva za ono na čemu sam ja radio. Mogu se koristiti drugi slajseri. Bitno je da taj softver skapira radni prostor tvog štampača i ostale parametre. Meni lično odgovaraju oni u kojima mogu da kontrolišem sve parametre. Na taj način mogu da se dobiju odlični rezultati. Bilo da je deo koji se štampa veliki ili mali.
[ bogdan.kecman @ 16.03.2015. 09:12 ] @
ultimaker-ov software na samom stampacu (interpreter za G-code) je slican kao i ostali software-i na reprap masinama, nije neko ludilo od mogucnosti, adaptira se prema masini hardkodirano (sva konfiguracija je u jednom H fajlu pa se lako menja) dakle mora da se prekompajlira firmware za promenu masine ali taj sw radi vise manje ok, fora je da je dostupan pa mozes da ga siljis ... kada smo poceli nijedan taj firmware nije radio ubrzavanje/usporavanje pa se pri brzem printu masina setala po stolu, sada ima brdo tih fancy funkcija dodatih a sam print se posmatra kao 5d cnc
sto se tice generatora G koda (cam aplikacije ili sto rece kolega slicer-a) generatora G koda za reprap pricu ima 20tak i svi su blagi uzas u odnosu na profi masine i tu je ono gde je UP! generacijama ispred open hardware masina (kao sto rekoh UP! pravi firma koja pravi i one milionske masine i razvija taj sw vec 30 godina i samo ga je malo osakatila i izbacila verziju za UP!) no opet vecina G code generatora je open source (brdo njih u pitonu hebo ih piton) pa mozes da budzis :)
> A koji od njih dvoje ima bolju 'rezoluciju', iliti kako se to već zove kod 3D štampača?
pa vidi, rezoluciju sto se tice software-a i sto se tice motora imaju oba vecu nego sto je stabilnost sasije na kojoj se to nalazi. obe masine su u stanju da pomeraju ose u koracima ispod jednog mikrona no sama sasija i jednog i drugog dise vise od jednog mikrona sa promenom temperature tako da je to veci problem nego mrdanje motorima :D
ultimaker ima stabilniju sasiju, tezi je mnogo i veci (up je malena spravica koju nosis jednom rukom napravljena od savijenog lima ono 20x25x30cm je cela masina :D dok je ultimaker pozamatna skalamerija velika i teska ..
parametri kod printera su
- XY korak - realno nebitan podatak posto svi imaju mikrosteping koji je u ovom slucaju tacan posto ne postoji sila koja gura glavu kao kod millinga, svi imaju sub micron preciznost tu, dakle bitnije je kakva je sasija, koliko je to sve kruto i precizno i ...
- Z korak - realno se printa min sa 0.1mm debelim layer-om, sve ispod toga je beskorisno tako da i ovde preciznost nije znacajna, bitnije je ovde sta "proizvodjac" kaze koji je min layer height koji oni efektivno printaju, to nema veze sa preciznosti Z ose vec sa tim kako je masina testirana. realno 0.1mm jeste precizno ali je sporo i smor, ja 80% objekata stampam sa 0.25-0.5mm layer-om a 19.9% stampam sa deblje od 0.5mm (Sto je layer deblji objekat je jaci ali je manje precizan i vidi se struktura printa sa strane) .. ispod 0.25 mora da bude nesto vrlo specificno da bi imalo smisla
- otvor dizne, ovde 99% genpub masina idu sa 0.4-0.5mm otvorom posto sa manjim otvorom moras da znas sta radis, 0.35mm je ono vec "pushing the limits", ultimaker te pita koju oces diznu pa biras sam, normalno ide 0.4mm, UP! nemam pojma koju diznu ima, po mojoj slobodnoj proceni je 0.35mm. dizne idu do 0.25mm a i to je ultra retko (tesko se busi, lako se zapusi ..) ... velicina dizne je bitna generalno samo za coskove, za zid je dizna ne preterano bitna posto stampac generise debljinu zida sa volumenom koji je extrudovo / brzina kojom pomera glavu, tako da mozes da dobijes 0.05mm zid sa 0.5mm nozlom ako to zelis (i ako imas plastiku koja moze toliko da se tegli :D ) problem su coskovi posto tu hoce da "povuce" plastika da napravi radijus na cosku pa je tu zgodno da imas manju rupu da bi imao ostriji cosak ... e tu sad software takodje ima mnogo znacaja, recimo da UP! sa 0.35mm nozlom pravi ostriji cosak nego ultimaker sa 0.25mm nozlom, iz prostog razloga sto UP! ima bolji CAM koji pripremi bolji g-kod
- ulaz u extruder - neki koriste 1.75mm filament drugi koriste 3.00mm filament. za 1.75mm filament je mnooooooooooogo lakse napraviti extruder, ima mnooogo manje problema, sam extruder je manji, lakse se kontrolise etc ALI za isti kvalitet 1.75mm filament je duplo ako ne i trostruko skuplji.. fora je u tome sto je greska pro proizvodnji filamenta absolutna a ne realna i za jedne pare kosta da greska bude +-0.1mm a za mnogo vece pare je ta greska +-0.05mm i tako dalje, ta absolutna greska je procentualno mnogo veca na 1.75mm filamentu tako da je on ili mnogo skuplji da bi imao relativno istu gresku ili je mnogo losijeg kvaliteta (veca greska)... ta greska mnogo znaci zato sto sva racunica ide prema pretpostavljenom volumenu extrudata koji se racuna tako sto znas koliko si mm gurno u extruder i koliki je precnik tog valjka, ako ti je matis pogresan debljina zida koji printas ce varirati a tih 0.1mm na 1.75 je 5.7% sto se vidi, dok je 0.1mm na 3mm je 3% iliti duplo manje :)
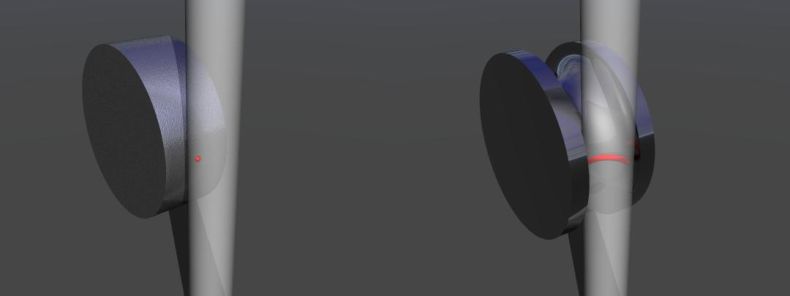
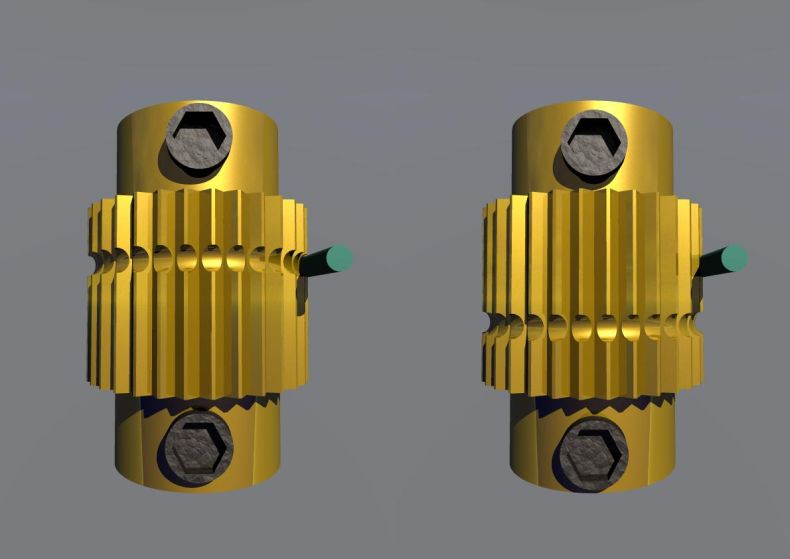
e sad dodatno sta utice na kvalitet je tip extrudera tj tip hot end-a i tip guraca zice i spoj izmedju njih ... hot end na oba je uporediv, gurac zice na oba je takodje uporediv, ono sto je razlika je sto UP! ima kompaktan tip extrudera gde je gurac zice udaljen oko 5-6mm od hot end-a dok ultimaker koristi bowden varijantu gde je gurac zice daleko od hot end-a i spojeni su teflonskim crevom, tu sad ima brdo problema posto je plastika elasticna i ti kad gurnes imas kompresiju izmedju "guraca" i "hot end-a", na 5-6mm imas mnogo manje kompresije i mnogo manju gresku nego na 30cm .. ultimaker to kompenzuje kroz software i to radi prilicno dobro ali mnogo je bolje kad ne moras uopste da kompenzujes :D
e sad, ako poredis direkt UP! i Ultimaker, ultimaker ima prednost da u njega lako mozes da gurnes koju oces plastiku, 200 vrsta pla, 10000 vrsta abs-a, mekani pla, gumeni pla, pa onda mozes malo da budznes pa mozes da printas i najlon i polikarbonat i akril i ... dok u UP! mozes da guras ono sto oni prodaju od filamenta (par boja abs-a, par boja pla i to je to) .... naravno ima da potrosis cudo vremena da dodjes do toga da svaki taj materijal "proradi" na ultimakeru dok up ono upalis i on radi :D, kao sto rekoh na pocetku, zavisi sta je cilj
p.s. kako mi ide na ganglije ovaj ES software svaki drugi post kliknem posalji i on mi samo izbaci error :(
[ stil @ 16.03.2015. 23:11 ] @
Dobar tekst.
Mogu da dodam samo da Ultimaker 2 dobro radi u kombinaciji sa Simplify3d programom - na žalost program se plaća. Kada se jednom nađe prava kombinacija parametara za željenu visinu sloja sve radi kao sat.
[ bogdan.kecman @ 16.03.2015. 23:19 ] @
@stil, najbolji izlaz sa ultimaker-a je iz netfabb pro, problem je sto kosta ko bubreg (ja imam pro v4 kostao je preko soma evra program, sad izbacise v6, upgrade posto vec imam dongle kosta malo manje nego original ali i dalje ko bubreg)
Prvo, veliki pozdrav za Bogdana Kecmana. Hvala na svim savetima koje mi je nesebicno dao pre otprilike godinu dana oko reprapa.
malo cu opisati iskustva sa reprap-om i nabavkom u Srbiji.
Uvoz 3D stampaca
Prema Bogdanovim preporukama pre, manje vise, godinu dana smo uvezli Ultimaker 1. Normalno, carinska procedura i nedostatak pravilnika za uvoz slicnih personalnih uredjaja predstavlja silnu glavobolju. Medjutim, uz malo upornosti, igranja sa spediterima i carinskom sluzbom uspeli smo da uvezemo Ultimaker-a sa sve 5 kg zice .
Naravno, kako to uvek biva, nakon 2 meseca i igranja sa Ultimaker-om i Cura-om uspeli smo da prvo zagusimo extruder a da ga odmah nakon toga i polomimo!!!
A taman smo uspeli da podesimo stampaca da radi kako treba!! Xaxa.
S obzirom da su ovo uspela da "rasture" 2 masinca, koji malo ceprkaju, pored masinstva, i po elektronici i po softweru, odlucili smo da razvalimo (takoreci tek sastavljeni stampac) i da napravimo rezervne delove.
Uspeli smo da napravimo nov ekstruder - pa sada imamo i ekstrudere za zice debljine i 3 mm i 1,75mm.
Kao sto rece Bogdan, i dalje se pitam sta mi bi da ulozim toliko novca i vremena. Ovo je definitivno vrlo skup HOBII.
Softver.
Free software
Imao sam prilike da probam Cura i RepetierHost. Oba su OK. Sa Ultimakerom mogu da se postignu odlicni rezultati (posle 5-6 meseci igranja).
Comercijalni (napomena da su oba softvera kupljena)
Nakon toga, probao sam Netfabb for Ultimaker. Ovo je odlican softver. Medjutim, potrebni su sati i sati citanja uputstava da bi se uradio kvalitetan deo.
I na krajy, Simplify3D. Ovo je izuzetno jednostavan softver sa kojim se za kratko vreme (pa posle igranja sa Cura-om, Repetierhost-om i NetFabb-om) mogu da se dobiju vrlo dobri rezultati. Generisanje (manuelno i automatsko) kao i ispravljanje supporta je odlicno reseno. Softver dozvoljava da se manuelno definise precnik otvora dizne extrudera i zeljena debljina plastike koja se ekstrudira, pri cemu softver sam radi odgovarajuca preracunavanja. Generisanje G koda je, cini mi se, na drugom mestu, odmah nakon Netfabb-a.
Sada, nakon malo vise od 1 godine, jedno 5 popravki Ultimaker-a, iz radoznalossti i malo inata napravili smo jos par reprap masina sa kojima se igramo.
i da ne zaboravim, predzadnji put sam narucio 1 kg PLA preko E-bay-a i sve mi je uredno stiglo na kucnu adresu, bez dodatnih troskova. Naravno da nisma mogao da cekam citavu vecnost, pa sam sa drugarom uvezao 50 kg zice (i naravno potrosio!! ) redovnim putem, dakle carina i pdv. Opet malo glavobolje sa carinom i spediterima, ali nista nesto posebno.
[ bogdan.kecman @ 16.04.2015. 11:38 ] @
@nebojsa, samo se nadam da necete kao kolege sa masinca u kragujevcu da slomite pa odlozite u ostavu sa ostalim masinama da skuplja prasinu :D
mogli bi neku organizovanu nabavku filamenta da pravimo .. podelimo troskove transporta, saljemo negde za ugarsku ili rumuniju ili bugarsku gde imamo nekoga u EU a gde nam je blizu da odemo kolima, mene nikad nisu drndali na carini zbog neke tamo plasticne zice :D kad idem kolima :)
[ RopeCope @ 17.04.2015. 17:25 ] @
Zdravo svima,
Da se i ja prikljucim temi posto sam u toku izrade jednog 3d printera, zapravo Delta Rostock 3d printer-a,
dosta sam citao i gledao na internetu, pa sam se odlucio za ovaj dizajn posto mi se ucinilo lakse za izradu, a i lepsi mi je.
Od svih Delta printera koje sam gledao na netu pokupio sam sta mi se svidelo, pa sam konstruisao svoj.
Osnova je sklopljena, sad mi ostaje elektronika.
Ako neko ima nekakve predloge ili savete voleo bi da cujem.
Naravno i pitanja.
[Ovu poruku je menjao RopeCope dana 18.04.2015. u 19:51 GMT+1]
[Ovu poruku je menjao RopeCope dana 18.04.2015. u 20:06 GMT+1]
[ bogojevicn @ 02.05.2015. 22:13 ] @
@bogdan.kecman, reprap je postao moj hobi, za ovo kratko vreme.
Kragujevcani su odustali, ne samo od reprap, vec i od znatno ozbiljnijeg 3D stampaca.
Imas otvorem poziv, kada god budes prolazio kroz Kraljevo, da pogledas SLS i DLMS kod nas na fakultetu.
Sto se tice nabavke materijala, krenuo sam sa drugarima u jedan malo veci poduhvat. Naime, pokusavamo da sami napravimo zicu kod nas. Za sada smo obezbedili materijal, i uspeli da dobijemo zicu koja varira u precniku +-0,1 mm. Ovo bi i mozda moglo da prodje kod zice precnika 3 mm ali kod tanje zice nije nikako prihvatljivo. Probacemo da nabavimo jedan senzor za merenje precnika zice i da ga uvedemo u ceo sistem. Videcemo za jedno mesec - dva sta ce biti od ovog poduhvata.
[ bogdan.kecman @ 03.05.2015. 02:55 ] @
to je standardan problem koji svi proizvodjaci zice spominju,
tolerancija je absolutna po ceni, tako da je relativna tolerancija na
3mm zici mnogo manja nego na 1.7mm zici za istu cenu proizvodnje.
pogledaj na thingiverse flipper-ov width senzor v3, koristi ga i zadnja
verzija lajmanogov extrudera za zicu
ono sto sam ja video kao dosta veliki problem kod diy extruzije zice je
sto finalna zica ima elipsu kao presek a ne krug a to pravi dosta
problema kasnije, no kao sto spomenuh mene sama extruzija zice nikad
nije nesto zanimala tako da se nisam time previse bavio, za ovaj senzor
znam iz razloga sto ja hocu da ga stavim na ulaz u moje extrudere da bi
onda mogao da radim sa bilo kakvom zicom (i dalje imam problem sa
ovalnim, pljosnatim i trouglastim oblicima)
[ vladd @ 03.05.2015. 08:14 ] @
Ja misim da ce se sve to na kraju zavrsiti sa nekim masenim protokomerom za svrstu materiju..ili tecnu, ali na visokoj temperaturi.
Sam presek, sto se transporta tice, ne moze da pravi probleme, u tim procentima tolerancije. A problem zapremine, resavati preko geometrije je najjeftinije i najjednostavnije resenje.
Ali kvalitetno resenje bi moralo da odmerava realnu masu sa minimumom greske.
[ stil @ 03.05.2015. 08:59 ] @
U stvari najbitnija stvar za dobar rad je dobar pritisak istopljene plastike na izlazu iz nozzl-a. Kada se uspostavi dobar balans štampani delovi su perfektni.
[ bogdan.kecman @ 05.05.2015. 00:36 ] @
Citat:
stil: U stvari najbitnija stvar za dobar rad je dobar pritisak istopljene plastike na izlazu iz nozzl-a. Kada se uspostavi dobar balans štampani delovi su perfektni.
"dobar pritisak" je vrlo relativna stvar, bitno je da znas koliko je plastike izaslo i da je tok plastike konzistentan .. sa nozlom od preko 0.35 i osrednjim extruderom ukoliko ne koristis jeftinu kinesku plastiku punu smeca pritisak i lep protok nisu problem .. sa druge strane tacan volumen extrudata je ultra bitan za kvalitetan print a vrlo komplikovana stvar za ostvariti i izmeriti
[ stil @ 05.05.2015. 12:55 ] @
Štampam svakodnevno. Moje iskustvo je da je kad uspeš na izlazu iz nozla da dobiješ dobar pritisak. Dakle ni previše mali - izgleda lepo ali se slojevi cepaju a ni previše veliki - tada dolazi do "preskakanja" motora odnosno nejednake površine sklone cepanju slojeva(malo bolje). Ukoliko bi se mogao meriti pritisak istopljene plastike u nozlu i to negde moglo očitavati bilo bi veoma korisno za brže kalibrisanje ostalih parametara 3D štampača.
My two cents
[ bogdan.kecman @ 06.05.2015. 02:19 ] @
spominjao sam ja na vise mesta da bi bilo do jaja korisno uglaviti neki merac pritiska u glavu ali je extra komplikovano jer svi ti meraci pritiska su veci od celog hot end-a
imace cepanje slojeva, tj delaminacija nema nikakve veze sa pritiskom, ima veze sa underextruzijom i temperaturom
[ stil @ 06.05.2015. 02:40 ] @
E to je druga stvar ako si to već spominjao. Nije mi namera da se sa tobom nadmudrujem. Jasno je da znaš dosta o ovoj tematici.
Međutim pričamo o istoj stvari, ja je zovem ovako ti onako. Underekstuzija je kada u zagrejani nozzle ne dolazi dovoljno materijala bilo kojeg prečnika žice to jest slab pritisak na izlazu iz nozzla. Kako god da je zoveš ako to nije dobro podešeno imaš potrošeno vreme i potrošen materijal za izradu a loš print.
[ bogdan.kecman @ 06.05.2015. 03:22 ] @
nije nadmudrivanje :D bar ja tako ne dozivljavam, samo razmena misljenja
ja ne mislim da pricamo o istom. underextruzion se desava kada iz nozle
izlazi manje plastike nego je slajser predvideo, nema to veze sa
pritiskom. pritisak na izlazu ide od 0 do mnogo, pri tome od 0 do th1
flow kroz nozlu nije konstantan, to nije underextrusion, to je prosto
raspon gde extruder ne radi kako treba. th1 zavisi od vrste plastike,
temperature, otvora nozle i unutrasnje konstrukcije / oblika hot enda.
takodje preko th2 takodje flow kroz nozlu nije konstantan, takodje
raspon gde extruder ne radi kako treba, th2 zavisi opet od svega od cega
zavisi th1 + zavisi od dela koji prihvata i gura zicu u sam extruder,
ako je taj deo kvalitetniji th2 moze da ide i po 2x gore. samo raspon od
th1 do th2 je prostor u kom extruder radi kako treba i samo u tom
rasponu se govori o normalnom printu, no taj raspon je ogroman, pritisak
na th2 moze da bude za 2 reda velicine veci od pritiska na th1, posebno
kod kvalitetnog hot enda sa vecom nozlom i dobrog prihvatnog dela koji
gura plastiku u hot end tako da "kalibracija po pritisku" nema mnogo
smisla .. jedino sto slajser razume i moze da predvidi je volumen
extrudata u vremenskoj jedinici. taj volumen jeste u direktnoj relaciji
sa pritiskom unutar extrudera ali nije ista relacija za svaku plastiku,
za razliku od pritiska "koliko plastike si ugurao" je 1:1 sa "koliko
plastike je izaslo" za bilo koju plastiku dokle god se pritisak nalazi u
th1-th2 rasponu i to je jedini parametar koji slajser koristi, abitno da
li je rec o diy 200$ printeru ili profesionalnom fdm od 15 miliona evra.
ono za sta bi senzor pritiska u heated chamber-u bio koristan je
detekcija th1 i th2 i monitoring da se uvek nalazis u tom rasponu
(detekcija blokade i slicno), kvalitetniji retraction metod za
sprecavanje ooza i kvalitetniji priming metod... sto se tice same
preciznosti tu i dalje mora da se koristi "koliko je uslo = koliko je
izaslo" a nekvalitetna zica ozbiljno onemogucava merenje i kontrolu
"koliko je uslo"
[ stil @ 06.05.2015. 08:29 ] @
Ako govorimo o istopljenoj plastici koja je u stvari fluid sa određenim karakteristikama - (na određenoj temperaturi ima određenu viskoznost) i ako imamo protok kroz neki prečnik fi u procesu kretanja nozla preko podloge na visini sloja H na izlazu iz nozla u zavisnosti od visine H i horizontalne brzine V u samom nozlu će se pojaviti određeni pritisak. E taj pritisak je ključan za dobru štampu.
[ bogdan.kecman @ 06.05.2015. 08:49 ] @
taj pritisak samo treba da bude u rasponu A do B koji je ogroman (raspon) i koji nemas cime da izmeris tako da je iluzorno pricati o tome, mnogo veci uticaj na kvalitet printa ima oblik nozle i duzina kanala finalnog precnika koji uticu na turbulenciju (idealno je da je, za turbulenciju, L > d*5 ali to znacajno otezava extruziju zbog velikog potrebnog pritiska) a to je vec nesto na sta mozes da utices .. sa druge strane imas flow - kolicinu plastike koju si extrudovao u jedinici vremena - i ako taj flow nije precizan print je loseg kvaliteta...
[ stil @ 06.05.2015. 08:55 ] @
Odlično. Bitno je da i tebi i meni štampanje radi kako treba. Rekao sam šta sam imao.
[ vladd @ 06.05.2015. 10:32 ] @
Protok mase je sustina, a on moze biti na raznim pritiscima.
Medjutim, kada se ustanovi konkretan pritisak pri zeljenom protoku, on moze biti referenca za merenje i kontrolu nepovoljnih varijacija.
Problem je sto je protok mase u glavi printera na nekoj, visokoj temperaturi, nepovoljnoj za minijaturne senzore i pritiska i protoka...
E sad neko dvodimenziono merenje konture ulazne plastike, uz obracun mase i kalkulaciju temperature, simulaciju fluida u glavi printera bi moglo da poveca preciznost doziranja i kvalitet stampe..ali po kojoj ceni i po kolikoj komplikaciji..
[ Paxy @ 13.05.2015. 11:03 ] @
Kao i u mnogo cemu drugom, nije striktno vezan odnos cena-kvalitet.
Na ES sam pisao o Jeftinim 3d stampacima: http://www.elitesecurity.org/t481192
elem, salje mi upravo semplove da vidim kako sta to radi stvarno pa cu verovatno praviti neku narudzbinu od njega na vise, pa ako koga zanima neka se javi, verovatno cu opet praviti rad da mi sine u madjarsku pa da ja odem kolima po to da bi izbegao ove ludake na postanskoj carini
[ bogojevicn @ 18.06.2015. 15:29 ] @
Pozdrav Bogdane,
ovo izgleda veoma interesantno.
Javi svoje utiske nakon testiranja.
Ja sam svakako zainteresovan.
Imas li informaciju oko cena (ja nisam nasao na linku koji si ostavio)?
Pozdrav!
[ bogdan.kecman @ 18.06.2015. 16:14 ] @
nema cena, za mene ce biti specijalne cene (on to inace prodaje preko
obi-tech-a ) tako da cek da vidimo prvi na sta to lici .. ako znas onaj
mekani PLA na primer sto se pojavio pre x godina, to je on izmislio
super je lik, do sada je bio bas extra za saradnju tako da kapiram da ce
biti i sad
[ bogdan.kecman @ 19.07.2015. 22:22 ] @
Stigo paket ... za potpuno divno cudo PTT mi je naplatio 300din i to je to .. Kai je u nemackoj platio 30eur za 5kg paket .. sadrzaj mi nije naplatio, dakle semplovi ..
ukratko LAYWOOD i LAYWOOD flex su drvo .. pod rukom su kao drvo, mirisu na drvo, boje su drveta .. ja mislim da on tu stavlja neku piljevinu u plastiku, ne vidim drugi nacin ...
LAYWOOD bi trebalo da se stampa sa 0.5mm nozlom (nije nikako savet da se tuce kroz ove moje 0.25mm i slicne sitne rupe) ali ja sam ga za test gurno kroz 0.4mm bez problema
LAYBRICK izgleda kao "cigla", menjanjem temperature se dobija razlicita granulacija zida tako da moze da bude gladji ili hrapaviji
sva tri (laywood, laywood flex i laybrick) su u osnovi kopoliester, dosta cvrst materijal, lepo se vezuje za ABS i ne warpuje se skoro uopste, dakle stampa se bez problema bez heated bed-a
MOLDLAY je meni licno beskoristan materijal (a njega mi je najvise poslao) ali mozda nekom bude koristan. materijal je temperaturno nestabilan, tj na 40C vec krece da se topi, sluzi za kalupe umesto voska, dakle da se en bi zezali sa kompleksnim printom voska, stampate sa ovim moldlay, obradite ga (smirgla, turpija, nozici.. hladni ili zagrejani, ne obradjuje se bas tako lako kao vosak ali realno vrlo jednostavno), izlijete kalup oko njega (gips ili sta vec), zagrejete kalup na 270C i "istocite" ovaj moldlay iz kalupa, na toj temperaturi tece kao parafin i ne ostane u kalupu nista, ostane vam idealno cist kalup u koji onda natocite alu ili mesing ili sta vec lijete ..
ako neko radi livenje i hoce da pomogne za test neka mi se javi, ja cu mu otstampati sta god hoce za dz on onda neka odradi deo sa ciscenjem kalupa i livenjem (samo da dokumentuje fotkama i ako moze filmom da vidimo svi kako je to proslo) ... da probamo kako ovo funkcionise ... ja sam ukratko probao i ono, stampa se lepo, ne warpuje uopste, lako se obradjuje i na 250C (dotle ide moja rerna) se iscedi iz malo gipsanog kalupa koji sam ja napravio .. e sad dal je u kalupu ostalo nesto ili en to bi moralo sad da se izlije nesto da se vidi a to ja ne mogu ..
BENDLAY FLEX je fancy materijal za stampu (dobio sam samo flex ali postoji i rigid varijanta), generalno to je kopoliester filament za print, ima ta cvrsta i ta rigidna varijanta, prednost bendlay-a u odnosu na PLA je sto je stabilniji na temperaturi (pla je nesatbilan vec na 50C, na 60C se kompostira..) a ima warp skoro ko pla, dakle skoro se uopste ne warpuje.
SMARTABS je generalno ABS velikog kvaliteta, velike cistoce sa nekim aditivima zbog kojih mu je smanjen warping znacajno (kaze Kai preko 50% no videcemo, pricao sam sa par korisnika kazu da recimo ESUN kineski ako moze da se printne bez hot bed-a 1x1x4cm bez warp-a max na istoj toj masini bez problema tuku 1x1x8cm sa smartabs-om no kao sto rekoh, videcemo) i znacajno mu je povecan interlayer adhesion, dakle printani objekti su mnogo cvrsci. To malo smara za jednocevne printere koji stampaju podrsku istim materijalom sa jedne strane ali pravi mnogo laksi print bez supporta jer je moguce printati na nizoj temperaturi, bridzing radi lepo, overhang trpi mnogo vece uglove od obicnog abs-a .. tako da .. videcemo koliko je pametan, ja ga jos nisam probao ...
LAYPVA je mega ultra giga do jaja filament ko ima dvocevku .. elem, pva filament radi do jaja, printa se ko svi ostali, bez mnogo warp-a (skoro nema uopste) a ono sto je najjaca fora, stavis ga u ladnu vodu i on NESTANE !!!! dezintegrise se u ladnoj vodi ... nista kiseline cuda muda, obicna ladna voda.. dakle ko ima dvocevku, turis laypva u jednu, abs (ili smartabs ili sta god vec oces, bendlay..) u drugu, printas sa laypva support sa ovom drugom objekat i ne mislis .. kad zavrsis butnes u ladnu vodu i posle par sati imas tvoj objekat full bez supporta ... ovo nisam probao ali jedva cekam da probam, trazim ovakav materijal vec godinama i sve do sada sto sam nalazio je bilo ocajno .. videcemo na sta lici ovo kad isprobam ..
POROLAY set filamenata je fora koju je Kai patentirao, sta je cim, uzmes PVA koji se dezintegrise u vodi i ispere i uzmes neki punioc i dobro ih zamesas .. i tako dobijes ove njegove porolay filamente ... sta je fora ti to kad stampas bude tvrdo kao klasicna plastika ali butnes u vodu i ostavis 2-3 dana (mora tako dugo posto je pva integrisan sa drugim materijalima mora da se posetepeno ispere) i ostane ti samo ostali materijal koji je sad extra porozan (umesto PVA sad imas rupice) i u zavisnosti dal je fomm felt ili gell imas razlicite porozne mekane materijale .. fomm deluje kao sundjer, felt kao koza a gell kao jeli gell :D ... nisam ih probao jos ali jedva cekam :D
ja sad polako krecem u testiranje .. no reko da napisem da je stiglo i sta je stiglo ... nije stigla keramika to sam mu rekao da mi ne salje nemam gde da probam ..
elem, sto se cena tice, dobio sam te neke "reseller" cene, ako budemo sta hteli da narucujemo skupimo zajedno svi sta nas zanima, posaljemo, on sibne jedan paket ovde pa mi razdelimo .. elem, slanje kosta ne malo
5 kg = 30e
10 kg = 35e
20 kg = 50e
30 kg = 55e
a ni sam filament nije jeftin, posto su svi Kai-evi filamenti "smart" i "fancy" a i proizvode se u nemecku a ne u kinu jbg cene nisu ko kineki ESUN (koji ja sa zadovoljstvom rabim).. filament je 11-16eur za 250g coil (zavisno od tipa filamente i velicine, dal 1.7 +-0.05 ili 2.8 +-0.1 precnik)
moje osecanje za sada je da smartabs kao filament ovde nema prodju, vec svi imamo hot bed i chamber i .. tako da to vise nije nesto preterano znacajno danas (smartabs je on izbacio pre 4-5 godina tada je bio hit) i mislim da nema svrhe davati 50 evra za kilo abs-a kada za 15 evra ESUN radi posao ali mislim da LAYPVA i POROLAY serija imaju do jaja svrhu ovde kod nas ... naravno ne kao "Glavni" filament ali ono PVA za support za dvocevke i porolay za printanje odredjenih delova mislim da pun pogodak ..
ovi brick i wood mene licno ne zanimaju ali ako ima ove raje kod nas sa arhitekture koja radi nesto 3d njima bi to moglo da bude mega zanimljivo ..
javljam se kako budem sta testirao, ovo do sada je sve samo iz price sa njim i podataka koje mi je dao i njegovog marketing teksta, nista jos nisam probao sam osim sto sam pustio malo kroz extruder da vidim dal uopste tece .. pa sad kako sam budem testirao javljam
[Ovu poruku je menjao bogdan.kecman dana 19.07.2015. u 23:34 GMT+1]
[ bogdan.kecman @ 19.07.2015. 22:32 ] @
btw videcemo dal ima fora da se to dopelja do srbistana iz nemacke za manje od onih cifara koje je on stavio... posto shipment ovde nikako nije jeftin .. u najboljem slucaju dodaje po 3eur na kilo ... inace ovi 250g koturovi dolaze "blanko" u kesici, nema nosaca filamenta, samo smotan filament u krug pa vakumiran i zatvoren u kesicu tako je procenat "korisne" tezine paketa veliki :)
ne, ali stvari sa kojima se susrecem u ovoj zemlji sam sretao ( a obisao sam ceo svet, ziveo na 4 kontinenta) samo u kazahstanu, turkmenistanu i slicnim *stan zemljama ... da ostaneme u okviru teme, do sada sam vec 3 puta dobio zahtev od carinske sluzbe da im dostavim "uvoznu dozvolu" za 1kg plasticne zice, sta ce meni kao fizickom licu 1kg plasticne zice i da dostavim dozvolu da ja to smem da uvezem .. to bre nije bilo ni za vreme tita, to jedino jos u kazahstanu ima, cak i u turkmenistanu je bolje ..
@paxy, jos je to samo prepiska, licnog iskustva sa ovim filamentima jos uvek nemam, kad budem imao podelicu detalje, za sada sam samo rekao sta je stiglo i sta pronalazac kaze da to radi .. da li radi i kako radi cu napisati kad stignem da probam
[ Paxy @ 20.07.2015. 22:36 ] @
Srećom, do sada mi nisu stopirali nijednom, a uvezao sam do sada 6 rolni po kg. Izgleda da je ta procedura na carini prilično nepredvidiva.
[ bogdan.kecman @ 20.07.2015. 22:47 ] @
razlika je sto sam ja do sada potrosio preko 600 :D .. 6 rolni (doduse
po 0.5kg) sam potrosio u zadnjih 10 dana :D .. ja vec neko vreme narucim
na adresu u madjarskoj kod drugara koji dizajnira neke od najboljih
extrudera na planeti i onda odem sa zenom malo u soping pa pokupimo
plastiku ... carinik na granici mi nikad nije postavio pitanje ni sta je
to ni cemu sluzi ni sta ce mi .. vise su ga zanimale kobaje i sir mada
mi ni za to nisu pravili problem nikad .. (tuzna smo mi zemlja kad po
kobaje i sir idem u ugarsku) ... ali kad stigne postom ovima u carini
iskoci zila i polude otkud znam .. kai mi je sad sibno dosta veliki
paket direkt na beograd, nije me ni pitao samo je poslao, da me pito
reko bi mu da salje ili na madjarsku ili na vladu rcsrbija u rumuniju,
al eto ladno stigo paket, doneo cika, uzo 300din i to je to .. ovaj put
nije bilo problema ... ovi kinezi od pola kile sto narucujem, 5 dodje
bez problema pa jedan paket lelemude, ja ga vratim, narucim opet i tako
.. uracunam to u trosak i teram dalje ne isplati mi se da se nerviram ...
ove Kai-eve stvari su zanimljive cisto radi testa, iskreno ne znam dal
cu ja sebi ista ovog filamenta narucivati, videcemo, osim ovog PVA mene
ovo ostalo nista ne zanima
[ bogdan.kecman @ 20.07.2015. 23:29 ] @
nego .. imal ko ideje za sta bi voleli da vide otprintano nekom od ovih plastika?
[ branko tod @ 20.07.2015. 23:38 ] @
Citat:
bogdan.kecman:
Citat:
branko tod:
Bogi, jesi li ti Turčin?
ne,
sta ce meni kao fizickom licu 1kg plasticne zice i da dostavim dozvolu da ja to smem da uvezem .. to bre nije bilo ni za vreme tita,
Srbija se na turskom kaže Srbistan. A ti se ni nesećaš kako je bilo za vreme Tita
Koliko sam ja puta pisao izjave, a i plaćao carinsku laboratoriju !
Možeš li da štampaš 500x400 mm, a visine 10?
[ bogdan.kecman @ 20.07.2015. 23:50 ] @
pa nije bas da se ne secam ... secam se jako dobro da sam mu mahao kad
je prolazio pored moje skole, secam se kad je tati davao neke plakete,
secam se stafeta, mnogo stafeta... bio sam mali ali se jaaaaako dobro
secam ... a secam se da nije bas uvoz bio dozvoljen i da su racunari npr
bili svercovani, kao i farmerke ... a onoga sto se ne secam, imam ja
prijatelje koji se rado secaju lepih a ponekad pricaju i ruzne dogadjaje
iz tog vremena :D (a inace mnoooogo se dobro secam kad su objavili
da je otiso ... bili smo u sloveniji na pripremama, ja cuo u hotelu i otrcao
da javim matorom, on me zakljucao u sobu da slucajno ne idem okolo da
pricam dok on ne proveri sta se desava, odma sutradan je naravno sve
raspusteno i vratili smo se u beograd)
znam da se srbija na turskom kaze srbistan, "stan" znaci zemlja .. no ja
sam vec vise puta rekao zasto ovu kontrapciju zovem srbistan, ne bi da
se dalje ponavljam...
za velicinu printa, na zalost moje dve velike masine su rasturene u
delove jer sam imao neke ozbiljne greske u dizajnu .. tu sam imao
100x50x70cm i 50x70x70cm ali sam napravio masinu koja "ne moze kroz
vrata" i koju "normalan covek ne moze da podigne" :( .. greska u
koracima, malo sam se zaneo sa mdf-om :( ... ova srednja dvocevka
30x30x30cm je out of order, nesto sam filozofirao i umesto da odradim
upgrade potpuno unistio istu a vec rasturio ove dve velike tako da prc
.. ova mala 20x20x14cm je poklonjena beogradskom haklabu (tu kod tebe u
komsiluku), dal su je naterali finalno da rade ili ne nemam pojma
(falila im je bila elektronika sve sam im ostalo dao), trebalo bi da
sljaka ... tako da jedino sto trenutno skroz radi kod mene je malecni
14x14x13cm printer i to jednocevni ..
inace 50x40cm je skoro nemoguce printati sa ovim klasicnim plastikama,
tu jedino PLA moze da odradi posao a on je termostabilan tek tamo negde
do 60C posle toga krece raspad sistema .. tolika povrsina zahteva heated
chamber na min 70C a to zauzima previse mesta da bi tako nesto drzao kod
sebe na gajbi :( mnogo se vise isplati podeliti print na manje delove
pa iste zalepiti / usrafiti ...
stampali ovi sa masinca u kragujevcu grudnu kost koja je ugradjena u
pacijenta .. ovde u srbiju brale :D i to ima tome vec mnogo godina
[ Paxy @ 21.07.2015. 06:42 ] @
Kad smo već kod extrudera, da li je neko probao da proizvodi 1.75mm filamente u Srbiji ?
Razgovarao sam sa nekim plasticarima u Pazovi, uglavnom traže da se poruce velike količine (10-50 kg). Ni ni to nije najveći problem već to što nemogu da garantuju tacnost od 1.75 ili neku toleranciju od oko 5%.
Već uveliko skupljam delove da napravim neki amaterski extruder za potrebe pretapanja u 1.75mm filamente.
[ bogojevicn @ 21.07.2015. 12:13 ] @
@Bogdane,
uzorci izgledaju super. Hajde napravi neki delic pa nam postavi po neku slicicu.
PVA je takodje super interesantan za mene.
@Paxy
sa drugarom sam napravio ekstruder za filament. Probali smo da pravimo filament precnika 1.75mm i 3 mm.
Ceo sistem je vrlo osetljiv i vrlo je tesko da se precnik zadrzi u odgovarajucem opsegu. Filament precnika 1.75 mm je vrlo tesko napraviti u tolerancijskom polju od 5%.
Kod zice precnika 3 mm je to malo bolje i tolerancija je +-0,1 mm.
Napravili smo ABS-a od 2,7mm +-0.1 mm. ABS smo kupili u granulama na dzak od 50 kg. Kupili smo i oko 50 kg PLA granulata pa videcemo kako ce da ide sa njim.
Da bi smo dosli na preciznije mere definitivno je potrebno da se uvede senzor za merenje precnika zice.
Senzor moze da se naruci iz USA po ceni od 60 dolara. Sto u prevodu, posle zezanja sa spedicijom i placanja carine i PDV-a to ce da izadje oko 100 dolara komad.
Kompletno uputstvo i source za ovaj senzor ima na netu.
Ja sada malo trazim gde da se domognem optickog senzora i procesora pa da probam da napravim neki komad.
Mislim da stampanu plocicu mogu da napravim u domacoj radinosti, relativno je jednostavna. Videcu da li cu uspeti da resim opticki senzor i cpu.
[ bogdan.kecman @ 21.07.2015. 17:57 ] @
@paxy imas da kupis za 600$ gotov "extruder za filament" ... ja pravio sa madjarom ovim mojim i napravili smo i radilo je zadovoljavajuce ali je milion problema tu bilo koji su meni licno napravili misljenje da mi je jeftinije da kupim gotov.... osnovna fora je sto ne mozes da koristis vise od 20% stare plastike u procesu inace filament bude uzasnog kvaliteta, cak i sa 20% vrlo je loseg kvaliteta, plastika nije bas u fazonu da se pretopljava vise puta
elem, imao sam dugotrajnu pricu sa vik-om (covek koji je izmislio PLA filament) i fora je da od malih do najvecih masina za extruziju komplikacija/cena je direktno vezana za absolutnu gresku, dakle tebi je absolutna greska od 0.1mm komplikovana X abitno da li je filament 5mm, 3mm ili 1.75mm te je zato 1.75 skuplji posto je 0.1mm mnogo manja relativna / procentualna greska nego 0.1mm na 1.75mm filamentu ..
sve u svemu nije bas za zezanje ako hoces neki kvalitet... ja sam u pricu sa 3d printom usao pre mnogo godina zato sto mi je trebala usluga, nije me zanimalo 3d stampanje kao takvo vec mi je trebao izlaz, trebalo mi je da mogu svaki dan da nesto otstampam, ali sam onda silom prilika morao da budzim da to sve proradi, pa su me adrian i ekipa uvukli u core tim reprapa jer im se svidelo sta sam ja to sve unapredio u celom procesu .. i evo i dan danas nemam printer da kliknem print i dobijem sta hocu vec i dalje budzim 3756tu verziju printera jer to i dalje nije to .. ista prica ce ti biti ako sad krenes da pravis extruder... dodas vodeno hladjenje, pa dodas susenje, pa dodas merenje precnika, pa dodas merenje vlage, pa bolje namotavanje, pa preciznije pa... pa ... pa ... i umesto da stampas ti ces trositi pare da napravis bolji extruder .. mislim ako ti je zanimljivo udri al ako ti treba da bi pravio filament za sebe - ne isplati se.
@bogojevic, samo da dovatim malo vremena, evo jutros izasao u 6am sad sam usao u kucu, 13h, jeo sam zadnji put juce popodne (i krenucu da glodjem nogu od stola ako ovaj sa picom ne za zvoni za koji minut) ... bas je frka...
fora je sto necu opet da stampam milioniti put neke od onih "calib" objekata muka mi je od njih, pa gledam da printnem nesto korisno ... a i trenutno mi radi samo jedan printer i radi 24/7 tako da kad zavrsim ovaj set printa videcu da pustim nesto kroz neke od ovih postojecih .. fora je da narpavim nesto korisno a da mogu da vidim kako se ponasa vzv warpinga, layer adhesion-a i sl...
inace ja sam sa nasim plasticarima u prici vec skoro 10 godina (bogami i vise) i meni su radi HDPE i PP i ja sam odlicne rezultate imao sa PP i HDPE .. eno onaj mendel u haklabu je skoro ceo od polipropilena... a polipropilen je em dzaba u odnosu na ove ostale stvari, em je to mnogo ozbiljan materijal za razne primene, mnogo ozbiljniji u inzenjeriji od abs-a i ove ostale boranije .. jedini problem je warping (koji je 100000000000000000x gori nego na abs-u)
e sad sto se senzora tice, sta ce ti senzor za 60$ ?!?!?!? ja sam pravio od obicnog linearnog 440 tacaka senzora greska ispod 0.04mm i senzor je nesto 2$ samo dodas mcu i vozi misko?!
stigla pica, nastavljam posle
[ bogdan.kecman @ 19.09.2015. 14:18 ] @
Najzad sam stigao da se bar malo igram sa ovim novim filamentima. Prvi koji sam uzeo da probam je LAYFOMM posto mi je trebala neka "gumena" kapica i neko "gumeno kuciste" i moram priznati da sam odusevljen finalnim rezulatom ali da put do njega nije bio preterano jednostavan...
Dakle LAYFOMM kada se printne bude tvrd kao abs ali kada se onda ostavi u vodi 24h postane porozan i mekan kao sundjer (tj zavisno dal je 40 ili 60 bude kao guma ili kao sundjer) ... elem, prvi test sam pravio "kapicu za usb flash key" koja sam hteo da bude gumena. Ovaj LAYFOMM koji sam uzeo iz kesice ne pise dal je 40 ili 60 ali sam konto da je isti djavo za test. Moram priznati da sam tek na nekom 6tom printu uspeo da dobijem koliko toliko zadovoljavajuci izlaz... da krenemo sa problemima
1 (potencijalni problem). sam filament (1.75mm) je meksi nego klasican abs/pla tako da je potrebno da imate dobar grip na extruderu da bi ga lepo uhvatio i provukao kroz isti, nisam probao ali po mojoj proceni bowden extruder nema sanse da extrudira LAYFOMM
2 (ne specijalan problem). warping, print podloga.. - layfomm se lepo lepi na kapton, lepo se lepi na vitroplast, generalno - ponasa se sto se toga tice kao ABS, sto se warpinga tice za velicine koje sam probao nije problem, deluje da mu je warping na slicnom nivou kao abs
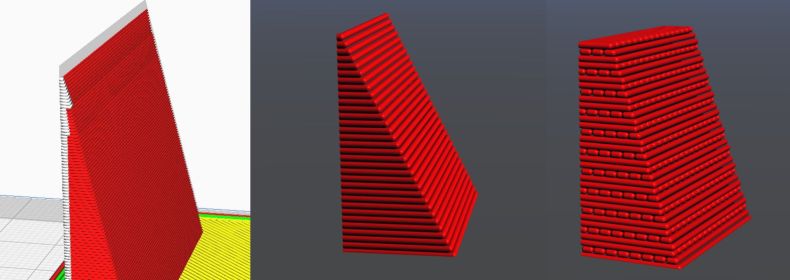
3 (ozbiljan problem na koji mora da se racuna). zatezanje na coskovima, za razliku od PLA koji se uopste ne zateze i ABS koji se zateze minimalno layfomm se tegli ko blesav, tegli se slicno kao PP i HDPE. Uraditi "ostar cosak" sa njim je izmedju tesko i nemoguce, filament je na izlasku iz dizne tegljiv i ostaje tegljiv jos neko vreme (cak i kada se skroz ohladi filament je delimicno tegljiv, dakle dok je vruc ponasao se kao gumica) zbog toga kad imate uglove on pravi radius, ako pravite mali pravougaonik dobicete krug/elipsu... Ovaj problem se najcesce resava softwerski tako sto se prave kratke pauze na samom cosku, i tako sto se dizajniraju objekti koji nemaju ti ostre uglove, stampa se sporije etc etc..
4 (standardni problem). temp stampanja je prilicno "uzak" i filament je vrlo higroskopan, treba naci sweet spot i terati max +-2C i to je to .. zbog specificnosti samog filamenta swelling, baloncici i slicno su ozbiljan problem (kao kod pla npr), filament je vrlo higroskopan tako da baloncici pare pri izlasku iz extrudera mogu da upropaste izgled toga sto printate. pored toga sto se printa "na tacnoj" temperaturi bitno je da je filament suv. proizvodjac smatra da je potrebno nov filament ispeci malo u rerni da se osusi pre prvog koristenja
5 (ozbiljan problem). heat buildup. layfomm ima heat buildup problem slicno kao PLA (cini mi se gore nego PLA).. to se ako radite nesto vece povrsine ne primeti ali ako stampate nesto male povrsine dobicete blob od plastike ... resenje ... za vece povrsine, isto kao sa PLA, morate da imate ventis koji duva u print i koji omogucava da ne dodje do heat buildup-a (ohladi print na vreme) i koji takodje "smrzne" filament na izlazu sto takodje pomaze kod [3] vezano za zatezanje coskova .. takodje ako su povrsine bas male neophodne su pauze posle svakog layer-a (ili standardna fora koju koristimo - stavite na isti print bed da se stampa nekoliko istih pa taman dok on stampa "onaj drugi" prvi se ladne ..)
to je sto se problema tice, nista specijalno rekao bih... znacajno jednostavniji materijal za stampu od PP/HDPE, komplikovaniji od ABS ali nista strasno. ako imate kontrolisanu i kalibrisanu masinu necete imati znacajan problem dokle god pripazite malo na osnovnih 5 problema.
e sad sto se finala tice, zavisno od toga sta ste stampali 24h moze da ne bude dovoljno da se sav pva iz filamenta rastvori u vodi, za neke objekte ce trebati i po par dana .. npr ova "kapica za usb" je postala gumena posle nekih 15h u vodi, mada nisam siguran dal je to kraj ili moze jos mekse da bude, a opet ove neke greske i blobovi su tvrdi ko kamen i posle 24h i tek tamo posle 40tak sati su krenuli da meksaju .. dakle treba vreme da voda prodre i rastvori sav pva tako da onih 24h je za tanke zidove i suplje materijale .. kontam da za neke vece solide to ide i do 10 dana ladno .. sto ne bi trebalo da je problem gledajuci sta se dobije.
vezano za dimenzije, namerno sam pravio "tight fit", znaci recimo otvor za usb je tacno po dimenzijama usb konektora, printano tu ne moze da se gurne konektor (ima jedno pola mm problem ako ne i vise) ali namerno nisam hteo da "prosirujem" otvor dok ne prodje rastvaranje u vodi... i posle tih nekih 15h usb ulazi 1/1 :D
[ Paxy @ 21.09.2015. 10:16 ] @
Hvala na vrlo korisnim informacijama.
Preradio sam svoj Kossel dodajuci mu jos jedan ekstruder. Na oba su E3D glave, gde je jedan sa PTFE (namenjen samo za PLA) a drugi full metal E3Dv6 (za druge materijale, PLA na njemu zaglavljuje, ali ABS radi odlicno). Resenje efektora za Kossel800 sa dva ekstrudera sam postavio na Thingiverse (http://www.thingiverse.com/thing:916819).
Do sada sam koristio oba ekstrudera u dve situacije:
- kombinovanje dva materijala (obicno PLA kao osnova modela, ABS druge boje za dvobojnu stampu) (http://botart.paxy.in.rs/dvobojna-stampa/)
- sekundarni ekstruder za support (PLA model, ABS support)
Zelja mi je da probam stampu sa razlicitim materijalima. Porucio sam uzorke od po 100g za PVA i Nylon.
Izgleda da je prilicno tesko doci do uzoraka razlicitih materijala.
Da li neko mozda zna kako se lakse moze doci do uzoraka materijala ?
[ bogdan.kecman @ 21.09.2015. 10:56 ] @
uzorke skoro niko vise ne salje... meni su slali uzorke sa novog zelanda
(znam Vik-a jos od prvih dana reprap-a) i iz nemacke (Kai-a znam tamo
negde od pre 7-8 godina kad je on usao u reprap pricu sa bfb printerom)
.. i niko vise, a nije da nisam trazio .. a ni ova dvoica ne salju ..
tako da os uzorke, kupis najmanje pakovanje koje imaju i to je to :(
elem, te dve glave su ti obe 1.75? gde se fizicki nalazis?
[ samuki @ 27.09.2015. 14:34 ] @
koje programe ,software, koristite za crtanje zeljnih elemenata u zadanoj velicini ?
[ bogdan.kecman @ 27.09.2015. 14:48 ] @
1. openscad http://www.openscad.org/ (free, open source, uber
jednostavan za rad, extremno fleksibilan, kuca se kod, nije za dizajnere
- ali za mehanicke elemente ultra mega giga do jaja)
2. SolidWorks (vrlo nije open source, kosta ko bubreg, al radi hebacki
dobro)
3. art of illusion http://www.artofillusion.org/ (free, open source, 3d
modeling and animation tool - vrlo zgodan za modeling ljudima koji su
orijentisani ka 3d modelingu kroz max i slicne tupave programe,
neophodno je gurnuti mu nekoliko plagina da bi radio sve sto treba,
zgodan zato sto daje mogucnost skriptinga te je onda moguce napraviti
vrlo ozbiljne modele sa njim, ja sam npr pisao skript za njega koji
pravi herringbone zupcanike)
4. heekscad https://github.com/Heeks/heekscad (free, open source, ja
pokusavam da ga koristim, pokusavam i pokusavam al .. ne ide mi)
5. freeCAD http://sourceforge.net/projects/free-cad/ (free, open source,
ja pokusavam da ga koristim, pokusavam i pokusavam al .. ne ide mi)
ima jos dosta alata koji su korisni i koje ljudi koriste (cesto se
koristi google sketchup, blender, autocad inventor / 123, brl cad, ...
tu su takodje i librecad, catia, varicad, solid edge i stotine drugih)
samo ja licno baratam sa ovih 5, tj radim sa prva 3 a ove 4 i 5
povremeno probam da koristim
[ samuki @ 27.09.2015. 15:49 ] @
Hvala.
[ bogdan.kecman @ 27.09.2015. 16:12 ] @
btw zgodno ti je da odes na thingiverse pa tamo vidis sta ljudi prave
kojim alatom ... recimo neke popularne grupe:
Znam raditi u 3d max studio, ako se iz njega moze izvuci G code? i u paintu :) :) :)
probao sam Slicer ,KAY, Replicator ali ne ide.
[ Paxy @ 27.09.2015. 17:48 ] @
Slicer-e koristis ako zelis 3d model (u OBJ ili STL formatu) pripremiti za 3D stampu (G-code instrukcije).
Ako zelis za gravuru postoji drugi softver koji vektor ili raster moze pretvoriti u G-code instrukcije.
[ bogdan.kecman @ 27.09.2015. 18:05 ] @
3dmax-om mozes da kreiras STL (univerzalno svi sliceri koriste STL kao
ulaz). Ako ne ume max da pravi direkt STL vec obj ili nesto slicno mozes
da instaliras meshlab on ume da konvertuje i opravlja .. takodje netfabb
je odlican za opravku stl fajlova ..
za STL u gcode imas gzilion slajsera, ja koristim bajati skeinforge i
komercijalni netfabb pro engine ali imas ih brdo, popularni su slic3r,
cura, reprapori_slicer, kisslicer...
U zadnje vreme sam se zainteresovao za kupovinu 3d stampaca. Prelistavajuci po netu i trazeci informacije s obzirom da je za mene ovo nepoznata oblast dosao sam do ove teme koju sam procitao celu.
Vidim da ima dosta veoma iskusnih clanova pa bih zamolio za par saveta.
Ukratko uzeo bih 3d stampac ili pravio (tu vec vidim da nije bas jednostavno i da ima mnogo detalja pa ne znam koliko je pametno prvi put praviti), cifra koju zelim da potrosim je 300 - 500 eur (znaci veoma skromno).
Zanima me da li je za ovaj novac moguce kupiti/napraviti korektan 3d stampac?
Ono sto mi je zapalo za oko kad je u pitanju kupovina je recimo :
Pa bih voleo ako ima raspolozenih da cujem vase misljenje odnosno savete na kontu ova dva linka ?
Kad je u pitanju pravljenje:
Sto se tice pravljenja na raspolaganju imam manje vise sve sto je potrebno za mehanicki i vizuelni (manje bitan) deo. Sto se tice kompjuterskog projektovanja samog printera tj modelovanja delova nije problem, cnc za obradu mehanickih delova, termoformiranje plastike za estetiku, ..., ali muci me koja elektronika, koji steperi, koji extruder, sta gde treba da bude, koji softver i sta je vec sve potrebno i kako uklopiti sve i odabrati najoptimalniju konfiguraciju da sve funkcionise. Za ovo bi mi trebao savet i pomoc iskusnih poznavaoca ove oblasti kojih na ovom forumu koliko vidim ima dosta.
Sta bi mi vi preporucili kupovinu ili pravljenje ? Ako je kupovina opcija da li je i koji od navedena dva linka bolji tj da li uopste valjaju, da li ima u tom rangu cena nesto bolje, ... svaki savet je dobrodosao? Ako je pravljenje opcija da li ima raspolozenih za pomoc savetima oko realizacije?
Hvala unapred ...
[ bogdan.kecman @ 24.12.2015. 01:28 ] @
oba ta printera su "ok"
oba ta sellera na aliexpresu su "ok"
ali to ti je preskupa kombinacija, salju ti tnt-om, odrace te ovde za spediciju i carinu i pdv izace te mnogo vise nego sto hoces da potrosis ... bolje vidi sa ovim svercerima koji donose iz nemacke da ti dopeljaju neku masinu iz evrope, vidi sa vladom (rcsrbija) da ti dopelja iz eu preko rumunije i slicno .. dakle pogledaj neke jeftine masine u evropi pa dopeljaj neku jer to sa alija su kineske kopije koje rade ali
- extruderi su uzasno losi
- shipping je poskup (vidis da ti shipping na obe masine skuplji od masine)
- salju kuririma sto znaci da ovde bez 50eur nije spedicija (bice verovatno 100) pa na onda ukupnu cenu masina + postarina + spedicija placas jos 10% carinu + 20% pdv
[ marko_skmco @ 24.12.2015. 16:38 ] @
Koliko sam shvatio masine iz jurope su bolje od ovih kineskih?
Neki predlog gde da gledam, neki site, neki modeli koji su se pokazali ok, ...? Sta je bitno da gledam od parametara?
Da li nekako mogu da dobijem kontakt od g. Vlade?
Zanima me jos jedna stvar. Vidim da sto se tice preciznosti stampe manje vise sve su min oko 0,1 po Z osi. Sta to znaci u praksi da li se vide prelazi izmedju slojeva ili ne?
Takodje kad je brzina u pitanju svima manje vise pise od 40 - 100 mm/s ovo verovatno zavisi od ostalih parametara kao i kod cnc-a sve mora da se optimizuje dzaba poteras masinu 5 m ako stavis glodalo 2 mm i napadas aluminijum to je onda suludo, tako i ovde pretpostavljam da dzaba 100 mm/s ako extruder ne moze da izbaci toliko plastike, ili .... sta je vec bitno kod 3d printa nisam bas upucen u ovu oblast.
Zanima me recimo da uzmemo primer jedan upaljac klasican koji ce biti skroz pun u najboljem kvalitetu koliko bi bilo vreme rada (orjentaciono) na nekoj od ovih low cost masina za predmet tih gabarita?
Koliko sam shvatio bolje je da kupim gotovu, od pravljenja treba odustati jel da?
marko_skmco: Koliko sam shvatio masine iz jurope su bolje od ovih kineskih?
jok. problem sa kinom je postarina, imas 4 motora, grejace, hladnjake trte mrte .. tesko je za shipping, to te najvise kolje
kinezi imaju svoje brand name masine (npr UP! plus 2 je odlican printer, doduse kosta 1200eur ali odlican kineski printer, mnogo bolji od vecine evropskih reprap printera), problem kod kineza su "kopije" na primer uzmes i3 (koji je sam po sebi "onako" printer) koji su kinezi isklonirali, prodaju kao i3 ali sa low quality extruderom i slicno .. dakle kod kineza sa alija "ne znas sta kupujes", pise i3 a to je neki klon za koji ne postoji support, ne postoji dokumentacija, lici na i3 ali ako uzmes uputstvo od i3, upgrade parts za i3 - ne pasuje sve .. to je problem .. ima kineza koji su skroz ok - ceo kineski projekat, lepo dokumentovan etc.. samo to nije za 200$ vec malo jace (500-600$ + opet skup shipping)
Citat:
marko_skmco
Neki predlog gde da gledam, neki site, neki modeli koji su se pokazali ok, ...? Sta je bitno da gledam od parametara?
pa prvo vidis "odakle mozes da nabavis" sa tim ko ti kupuje i donosi, i onda gledas sta ima u prodaji https://www.reprapsource.com/ ti je nemacka imali su ok cene ali nesto koliko vidim J. je prestao da valja printere i samo valja repromaterijal https://nodna.de/3D-Printers-Accessories su imali ok cene i neki ok izbor, sad vidim malo manji izbor ali da se probrati
ubedljivo najbolja evropska masina (i realno, po meni, najbolji repstrap printer) https://ultimaker.com/ erik mu je i majku i oca stvarno je odlican printer, nema podrsku za 2 nozle ali bas bas odlicno radi
takodje mozes i3 direktno od jozefa da uzmes http://shop.prusa3d.com/en/3d-...nal-prusa-i3-kit-with-lcd.html
inace za soma mozes da udjes u uprinc i kupis sve odma http://www.mikroprinc.com/proi...r/index.php?keyword=3d+printer
malo jaka cena za klirit al sta je tu je, sa kliritom mora se pazi oce da se iskrcka i ispuca od vibracija, vrlo los materijal za pravljenje printera ali svi ga koristimo posto se relativno lako obradjuje :(
Citat:
marko_skmco
Zanima me jos jedna stvar. Vidim da sto se tice preciznosti stampe manje vise sve su min oko 0,1 po Z osi. Sta to znaci u praksi da li se vide prelazi izmedju slojeva ili ne?
rade moji printeri i 0.02, teoretski i manje (sve ispod 0.05 realno nema smisla), ali uvek se vide prelazi izmedju slojeva no to nije nikakav problem, postoje razne tehnike za uklanjanje istih, ako npr radis sa ABS mozes da stavis svoj objekat u aktivnu sredinu, npr napravis obican aceton vapor bath gde cisto stavis objekat da bude okruzen isparenjima acetona, zavisnosti od objekta par sekundi do par desetina sekundi i dobijes potpuno smooth finish bez ikakvih prelaza i oziljaka .. pa postoje posebne hemije kojima mozes da radis finish za abs print da dobijes razlicit finish efekat ... npr https://blog.erikdebruijn.nl/smooth-i-am-yes/ (ovo je erikov blog, on je napravio ultimaker) isti objekat iz printera i posle tretiranja specijalnom tecnoscu
Citat:
marko_skmco
Takodje kad je brzina u pitanju svima manje vise pise
3d print na ovaj nacin je spor, uzasno spor proces ako hoces iole ok izlaz tako da nemoj da obracas paznju na brzinu
takodje za preciznost, prica se o teoretskoj preciznosti (tipa koji mikrosteping * koliko je ugao stepa * koliki prenos izmedju motora i nosaca glave) a ne o realnoj preciznosti ...moja prva masina je imala tu "preciznost" 0.0001mm za XY i 0.00002mm za Z :D .. ali je to smesno, tebi se ceo printer uvija pre 0.01mm samo od razlike u temperaturi izmedju jednog i drugog kraja, pri pomeranju ti se sve zivo uvija i krivi tako da svi ti pritneri u rangu ispod 5k eur imaju preko 0.1mm gresku tako da je sama preciznost ispod toga nebitna
Citat:
marko_skmco
Zanima me recimo da uzmemo primer jedan upaljac klasican koji ce biti skroz pun u najboljem kvalitetu koliko bi bilo vreme rada (orjentaciono) na nekoj od ovih low cost masina za predmet tih gabarita?
2h u nekoj bas gadnoj varijanti, ali u istoj toj gadnoj varijanti ces za 3h otprintati 5 komada, problem je sa hladjenjem, za male povrsine ako napadnes samo tu malu povrsinu zbog akumulacije toplote imas razne probleme, stavis 5 upaljaca da se printaju istovremeno tako da ti layer time bude duzi i dobijes mnogo krace vreme printa po upaljacu
Citat:
marko_skmco
Koliko sam shvatio bolje je da kupim gotovu, od pravljenja treba odustati jel da?
to je vrlo diskutabilno pitanje i nemoguce je na njega odgovoriti sa da/ne
- ako te zanima tehnologija, mnogo ces vise nauciti ako pravis sam
- ako samo hoces izlaz i bole te uvo kako radi, mnogo ces jeftinije i ranije doci do toga sa gotovom masinom
- ako volis da prckas, bolje da pravis sam
- ako su u sumi...
ovo mi lici na replicator2 ali nisam 100% siguran, replicator2 za te pare skroz dobra ponuda, mislim ja ih ne volim uopste makerbot je prodao guzu i otisao u neke uzasno pogresne, po meni, vode, ali za te pare to je skroz ok masina - ako je to replicator2, ne vidim ima samo jedna slika, ali vrlo lici
ja ga licno nisam koristio ali deluje vrlo dobro (ja volim tu arhitekturu kako on radi) mislim da je to odlicna cena na kp za taj printer
[ bogdan.kecman @ 24.12.2015. 17:16 ] @
inace, po meni, za ljude koji pocinju sa 3d printingom i ne znaju puno o njemu, a zanima ih samo izlaz i ne zele da se bave tehnologijom 3d stampe, ubedljivo najbolji prvi printer (printer sa kojim bi poceli da rade) je
UP mini: http://www.pp3dp.com/index.php...=37&vmcchk=1&Itemid=37
[ marko_skmco @ 24.12.2015. 18:14 ] @
da ne citiram svaki pasus ovako cu:
- Sto se tice kineza shvatio sam. Iako su mi za onaj wanhao dali cenu od 440$ sa shipingom opet su troskovi u nasoj banditskoj drzavi neprihvatljivi. Kinezi ostaju u kini okrecemo se ka EU.
- Sto se tice linkova pregledao sam sve i uglavnom su to cene 1000 + eur i plus dostava sto je meni malo mlogo za ovu spravicu. Kad je klirit u pitanju ne volim ni na slici da ga vidim. Inace se bavim termoformiranjem plastike i kad imam zahtev klirit digne mi se kosa na glavi, sreca pa je u danasnje vreme pricutan polikarbonat pa mogu da izbegnem klirit. Slazem se da je dobar zbog laserskog secenja, ali ne znam ja nekako nisam za tu varijantu izrade konstrukcije od njega jer ga znam u dusu. Mozda gresim ali ...
- Za aceton sam vec gledao, veoma dobar trik samo me brine koliko se narusava preciznost odnosno geometrija komada. Za figure to i nije bitno, ali za neke delove mozda i jeste.
- Sto se tice brzine sve sam shvatio.
- Kad je pravljenje u pitanju nije mi cilj samo kliknem i gotovo, jer koliko sam pratio forum i ovu temu to povlaci i druge stvari - skuplji materijal, skuplji uredjaj, neka druga ogranicenja ...
Sto se tice prckanja i rada nikakav problem od detinjstva tacnije od 5 godine sam u proizvodnji tako da tu sam na svom terenu. Mislim da je pravljenje mozda bolja varijanta jer za iste novce uz svoj rad i vreme mozda se dobija bolji uredjaj. Ispravite me ako gresim. Uvek sam pristalica pravljenja u svojoj proizvodnji imam masine koje smo mi pravili i koje bolje rade od fabrickih ( tacnije bolje su prilagodjene nasim potrebama i uslovima u srbiji, struja, napon, materijal,..) ali tu sam na poznatom terenu i nije problem kad imas 40 god iskustva i tacno znas sta radis.
Kad su 3D printeri u pitanju tu sam na nepoznatom terenu i bas nista ne znam. Takodje malo mi predstavlja problem losiji engleski a na nasem domacinskom na ovu temu nema bas mnogo materijala zato sam i naveo da bi mi trebala pomoc u vidu saveta iskusnih i upucivanja u problematiku i kasnijeg pustanja u rad.
Slazem se da cu na ovaj nacin vise nauciti sto mi je u interesu jer zelim da znam kako nesto radi tj kako radi masina na kojoj radim jer onda ja zadajem zadatke njoj a ne obrnuto.
[ bogdan.kecman @ 24.12.2015. 18:32 ] @
Citat:
marko_skmco: Kinezi ostaju u kini okrecemo se ka EU.
onaj sa KP kinez ti je skroz ok, odlican koncept, dual extruder, plywood konstrukcija (laser cut), to je skroz ok i stablna konstrukcija, ne verujem da su kinezi tu nesto strasno zasra123 da ne valja .. za te pare je skroz ok
Citat:
marko_skmco:
- Sto se tice linkova pregledao sam sve i uglavnom su to cene 1000 + eur
to je neka cena u evropi, jbg da si u usa bila bi skroz druga prica (moze da se zavrsi za 300eur) .. mada ja nisam sad bas previse u toku mozda ima po evropi jos radnji koje valjaju, zato rekoh cimni vladu (imas kontakt u pm) pa ga pitaj on je toga dosta uvozio u zadnjih par godina (cak je i meni jednog kineza uvezao)
Citat:
marko_skmco:
Kad je klirit u pitanju ne volim ni na slici da ga vidim. Inace se bavim termoformiranjem plastike i kad imam zahtev klirit digne mi se kosa na glavi, sreca pa je u danasnje vreme pricutan polikarbonat pa mogu da izbegnem klirit. Slazem se da je dobar zbog laserskog secenja, ali ne znam ja nekako nisam za tu varijantu izrade konstrukcije od njega jer ga znam u dusu. Mozda gresim ali ...
ocima ne mogu da ga vidim :D
Citat:
marko_skmco:
- Za aceton sam vec gledao, veoma dobar trik samo me brine koliko se narusava preciznost odnosno geometrija komada. Za figure to i nije bitno, ali za neke delove mozda i jeste.
pa sad, zavisi koliko dugo drzis u "kupatilu" i sta ti je cilj .. ja npr konstrukcione elemente ne parim uopste, bole me uvo kakav je finish, eventualno mogu da prodjem sa vodenom smirglom da dovedem "mating sufraces" u meru i to je to .. a opet za figuricu bole me uvo :D .. pitanje samo za figuricu dal ima neke fine detalje ili nema, ne mozes da sacuvas najfinije detalje i da imas skroz gladak model, ili ce aceton da pojede i te detalje ili ... sa trece strane za male komade koji mora da budu strukturno cvrsti ja imam foru da ih potopim skroz u aceton na neko vreme pa da ih pustim par dana da se osuse, budu i po 20-30puta jaci nego bez tog tretmana, naravno tu nema nikakvih detalja :D
Citat:
marko_skmco:
Sto se tice prckanja i rada nikakav problem od detinjstva tacnije od 5 godine sam u proizvodnji tako da tu sam na svom terenu. Mislim da je pravljenje mozda bolja varijanta jer za iste novce uz svoj rad i vreme mozda se dobija bolji uredjaj. Ispravite me ako gresim. Uvek sam pristalica pravljenja u svojoj proizvodnji imam masine koje smo mi pravili i koje bolje rade od fabrickih ( tacnije bolje su prilagodjene nasim potrebama i uslovima u srbiji, struja, napon, materijal,..) ali tu sam na poznatom terenu i nije problem kad imas 40 god iskustva i tacno znas sta radis.
zavisi koji deo pravljenja ti nije problem ... meni je recimo najveci problem prostor, nemam gde .. ako imas radionicu i alat i znanje ... moze da bude i dosta jeftinije ... tesko da ces ici na najjeftiniju najlosiju varijantu u samogradnji ali u samogradnji mozes da napravis masinu koja kosta strukturno reda velicina 5k eura za ispod 1k .. jos ako umes da varis :D .. ako ti je elektronika problem to se lako kupi, motori takodje .. ja recimo sve masine koje pravim projektujem da rade sa nema23 motorima, mnogo su veci i jaci i ima ih "skoro dzabe" u srbiji polovnih .. lakse mi je i znacajno jeftinije da stavim 6 polovnih nema23 nego 3 nova nema17
Citat:
marko_skmco:
Kad su 3D printeri u pitanju tu sam na nepoznatom terenu i bas nista ne znam. Takodje malo mi predstavlja problem losiji engleski a na nasem domacinskom na ovu temu nema bas mnogo materijala zato sam i naveo da bi mi trebala pomoc u vidu saveta iskusnih i upucivanja u problematiku i kasnijeg pustanja u rad.
nepoznavanje engleskog je veliki problem :(
sto se tice samogradnje, mozemo da otvorimo posebnu temu, ako si u bgd-u mozemo da sednemo 2h negde to je najbrza varijanta, papir olovka i pivo i ...
generalno treba da vidis sta umes i mozes mehanicki da izvedes, koji su ti limiti za prostor i alat i slicno ... ja sam recimo proslu masinu bacio iako sam ulozio cudo para u nju, "genije" dizajnirao masinu od 16mm mdf-a koja je na kraju bila teska preko 100kg i nije mogla da prodje kroz vrata, a napravio sam je tako da se "ne rastavlja" jer je bilo jeftinije, brze, strukturno jace etc... tako da je onda "Rastavljena" sas cekic i kantirana.. ako umes da varis, imas opremu, moze od prohroma da se napravi mnogo dobar i precizan ram na koji se onda nakaci sve ostalo .. nema tu velike filozofije ima 4-5 razlicitih jeftinih koncepata i to je to ..
[ SaleB81 @ 02.08.2016. 03:18 ] @
@bogdan.kecman:
Malo starija je tema, a pitanje nije vezano za Reprap, ali jeste za 3D stapace.
U vreme kada smo se upoznali za mene definitivno nije bilo vreme za 3D stampac, ali obzirom da sam u medjuvremenu dao jos jedno dva-tri stampaca raznoraznim metalostrugarima za razne uglavnom plasticne delove, mislim da je doslo krajnje vreme za jedan stampac.
Ne bih ga pravio, uzeo bih nesto open source kupovno, pa bih ga modovao po potrebi. Renren3D mi je privukao paznju pre nekog vremena, ali mi se taj Kossel pravac ne svidja iako ga ljudi hvale, prosto one "antenice" deluju kao da ce se pre ili kasnije raspasti, Renren ima samokalibraciju, ali opet to je kinez, ne znam da li bih smeo da im verujem na rec, pogotovu sto nisam uspeo da nadjem neki cenjene review nigde.
Sinoc naletim na domacu firmu koja uvozi i prodaje Wanhao Duplicator i3 V2 (cena 480e), provrtim par klipova, testova, review-a na youtube-u i par drugih sajtova. Kapiram da njegova celicna sasija nije ni priblizno toliko stabilna koliko bih pozeleo, ali postoje nacini da se to povoljno ukruti. Mada s druge strane primecujem da vecina onih koji su pravili neke izmene se nisu opterecivali sto ne postoji dovoljno kruta veza izmedju baze i portala z ose (gantry), pa je pitanje da li nedostatak krutosti uopste pravi znacajne probleme.
Kad na Wanhao iz kine i njegovu tezinu, dodam dhl il ups i carinu, 480e ne deluje mnogo. Jos ako daju garanciju super. Primecujem da ni materijal vise nije veliki problem, Mikroprinc ima nesto sto lici na kinu po ceni koja mi deluje povoljna.
Pre nego sto bilo sta odlucim, zanima me tvoje misljenje o Wanhao i3.
Pozdrav,
Sale
[ bogdan.kecman @ 04.08.2016. 03:07 ] @
Citat:
SaleB81:
U vreme kada smo se upoznali za mene definitivno nije bilo vreme za 3D stampac, ali obzirom da sam u medjuvremenu dao jos jedno dva-tri stampaca raznoraznim metalostrugarima za razne uglavnom plasticne delove, mislim da je doslo krajnje vreme za jedan stampac.
ja napravih desetine istih, preko deset poklonio i evo jos uvek placam metalostrugarima + imam glodalicu + imam cnc glodalicu + imam 2 struga .. kontam kada bi se docepao lasera za seckanje a3 formata da bi smanjo potrebu za placanjem majstora ali opet nikako mi se ne isplati da dam 3keur, nece se isplati nikad, jeftinije dam pare majstorima :( posebno ovim papanima koji kupe te printere i prave cenu reza po onome sto im kinez kaze da ce cev da izdrzi :(
Citat:
SaleB81:
Ne bih ga pravio, uzeo bih nesto open source kupovno, pa bih ga modovao po potrebi. Renren3D mi je privukao paznju pre nekog vremena, ali mi se taj Kossel pravac ne svidja iako ga ljudi
delta je super zanimljiv koncept, do jaja je dobar a brze robote da pomere nesto iz tacke a u tacku b ali za printanje, posebno ako oces malo kvalitetniji print malo bolji extruder - zaboravi, delta je prosto pogresna tehnologija ma koliko ljudi pricali suprotno
Citat:
SaleB81:
Sinoc naletim na domacu firmu koja uvozi i prodaje Wanhao Duplicator i3 V2 (cena 480e), provrtim par klipova, testova, review-a na youtube-u i par drugih sajtova. Kapiram da njegova celicna sasija nije ni priblizno toliko stabilna koliko bih pozeleo, ali postoje nacini da se to povoljno ukruti. Mada s druge strane primecujem da vecina onih koji su pravili neke izmene se nisu opterecivali sto ne postoji dovoljno kruta veza izmedju baze i portala z ose (gantry), pa je pitanje da li nedostatak krutosti uopste pravi znacajne probleme.
nije kruta, nema ni potrebe da bude, mnogo su male sile kod 3d printera, neki jako poznati i popularni printeri su extra "flimzi" ... jozef prusa je napravio revoluciju u reprapu kad je uzeo mendel-a sells-ovog i osakatio tako da se masina drzi na "nicemu" i pokazao da masina i dalje printa .. amsina se ljulja, ne drzi ni na cemu a printa super .. prosto, jedina sila koju treba da savladas je inercija toga sto pomeras .. a to su realno smesne sile, nije kao kod milling-a gde moras da malo "zapnes"
Citat:
SaleB81:
Kad na Wanhao iz kine i njegovu tezinu, dodam dhl il ups i carinu, 480e ne deluje mnogo. Jos ako daju garanciju super. Primecujem da ni materijal vise nije veliki problem, Mikroprinc ima nesto sto lici na kinu po ceni koja mi deluje povoljna.
materijal je generalno i dalje problem, ja kupujem sa hobi kinga preko vlade rcsrbija tako mi je najjednostavnije, skoci mi secer svaki put kad me zovu sa carine da im objasnjavm sta je ta plasticna zica i za sta se koristi i prosto vise ne mogu, imao sam par puta scenu gde je malo falilo da idem u zatvor, da mi nije bilo zene da me odvuce lose bi se zavrsilo
Citat:
SaleB81:
Pre nego sto bilo sta odlucim, zanima me tvoje misljenje o Wanhao i3.
nisam ga probao tako da ne mogu da ti dam odgovor osim sa slika i videa koje si i sam video. meni se taj koncept ne svidja, ali daje ok rezultate, dal je dobro uradjen, dal firma daje ok podrsku, dal se extruder lako menja, dal lako mozes da butnes neki drugi extruder, neki drugi hotend, dal elektronika valja za .!. dal .. nemam pojma, sa slika ne bi mogo da kazem a pritom to su kinezi, 3 identicne masine, na jednoj lemljeno nogom, na drugoj sve savrseno, na trecoj fals delovi .. tako da i da sam je video ne znaci ...
moj savet je da ides na "evropske masine proizvedene u kini" vidi npr sta valja reprapdiscount, to su ti evropljani koji imaju u kini proizvodnju, ali kontrolu rade belci, masine su extra, hexagon je jedan od najboljih hot endova na marketu .... stize iz kine uber brzo i dosta jeftino .. ne znam oni su imali pristojan printer (isti koncept samo laksi i full open) nemam pojma dal imaju jos nesto se desava sa tom firmom trenutno ..
gledam bas ovih dana neke nove u evropi koji treba da se "pojave svaki dan", mislim da bas kai radi sad na nekoj varijanti tako videcemo za nedelju dve, ako se ne zuris sacekaj :)
[ SaleB81 @ 04.08.2016. 05:51 ] @
Ne zurim uopste. Nego sucajno naleteh na ovu temu, pa pogledao sta ima kod kineza, pa nasao domacu firmu i primamljivu cenu, nego i oni imaju samo jos jedan komad po toj ceni.
Gledao sam u medjuvremenu malo forume, klipove, elektronika je Melzi. Desavaju se nedovrsenosti u zavrsnoj obradi, klasika, tipa vodjica nije zasrafljena, limit switch neispravan ili nedostaje, neki sraf nije dotegnut ili nedostaje. Najveci nedostatak pripisuju previse tankoj radnoj povrsini koja se uvija, a resavaju tablom borosilikatnog stakla na povrsini. Par modova koje cesto spominju su, ukrucenja pojedinih pozicija vezicama, promena spanera za kaiseve, all metal hot end i sl. Nisam naisao na znacajan broj zalbi po pitanju elektronike, a zanimljivo, nisam naisao ni na veliki broj ljudi koji se zale na gubitak sinhronizacije medju z motorima. Jedina stvar koja mi je odbojna kod Pruse su dupli z motori. Navodno mogu svi ti ekstruderi da pasuju. Ljudi preporucuju kao minimalnu promenu micro swis all metal hot end, alternativno moze i hexagon i E3D da pasuje bez vecih problema.
Gledao sam bas nocas neke izvestaje sa nedavnog sajma u Erfurtu, jedna tehnologija mi je privukla paznju. Daylight curing resin je u pitanju, ali 40gbp/kg i masinica cela ispod 900e. Meni to konkretno nije znaimljivo, mislim da moram prvo neko vreme da se nerviram sa ekstruderima da bi to posle znao da cenim, ali negde na prethodnim stranam sam procitao da tebe takvi uredjaji zanimaju, link je Photocentric 3D.
Moja neka ideja je bila da uzmem Wanhao, poigram se sa njim, naucim nesto, iznerviram se nekoliko puta, pa da uzmem item24 profile, napravim sasiju i odstampam sve sto mi treba od delova sa Wanhao-m, pa Wanhao da prosledim sledecem vlasniku, a sebi zadrzim taj drugi primerak koji nastane. Ali, sad kad pomenu da Prusi ne treba krutost onda je pitanje da li uopste ima potrebe za konstrukcionim profilima.
Sta bi mi od elektronike preporucio ako bih se odlucio za samogradnju?
Citam poslednjih cetiri sata sta ima od tih upravljackih modula i svakom nesto nedostaje. Najvise paznje su mi privukli Azteeg X5 mini, Smoothieboard ili RAMPS kao visestruko oprobano resenje, ali ne znam dovoljno o svemu tome da bih moga da procenim.
[ bogdan.kecman @ 04.08.2016. 11:52 ] @
Citat:
SaleB81:
Jedina stvar koja mi je odbojna kod Pruse su dupli z motori.
pokazalo se kao bolje resenje od 2 brezona vezana kaisem .. i jeftinije .. ne volim ni ja al ..
elem, sva Z vretena kod svih tih masina su uzas kvalitet.. da bi spustili cenu razni up-ovi, cube-ovi i ekipa i za Z koriste kais i imaju na mnogo losije sklopljenim masinama mnogo veci kvalitet stampe, the Z sipke su ogroman problem... erik je napravio bum na trzistu kada je na ultimaker stavio profi vreteno za Z umesto da budzi razne "arrest xy wobble" dodatke .. meni sa slike deluje da ta masina ima isti problem sa brezonima al opet, sa slike, bez da je ja direktno probam to je sve nagadjanje ... no to sa 2 motora sljaka ma koliko ni ja ne volim
Citat:
SaleB81:
Gledao sam bas nocas neke izvestaje sa nedavnog sajma u Erfurtu, jedna tehnologija mi je privukla paznju. Daylight curing resin je u pitanju, ali 40gbp/kg i masinica cela ispod 900e. Meni to konkretno nije znaimljivo, mislim da moram prvo neko vreme da se nerviram sa ekstruderima da bi to posle znao da cenim, ali negde na prethodnim stranam sam procitao da tebe takvi uredjaji zanimaju, link je Photocentric 3D.
u medjuvremenu sam dobio nekog iskustva, sto rece jedam moj kolega, dok to operes presedne ti sve sto si radio, use123res ceo stan dok pripremis jedan print
pojavila se sad smola koja je malo jeftinija od one prve, izasli su neki ludi hemicari sa raznim smolama .. no pokazalo se da to nije za mene :(
Citat:
SaleB81:
Moja neka ideja je bila da uzmem Wanhao, poigram se sa njim, naucim nesto, iznerviram se nekoliko puta, pa da uzmem item24 profile, napravim sasiju i odstampam sve sto mi treba od delova sa Wanhao-m, pa Wanhao da prosledim sledecem vlasniku, a sebi zadrzim taj drugi primerak koji nastane. Ali, sad kad pomenu da Prusi ne treba krutost onda je pitanje da li uopste ima potrebe za konstrukcionim profilima.
:D tako sam ja krenuo sa rapmanom i dosao do 10+ napravljenih printera i nijednim kojim sam zadovoljan i umesto da ih koristim za ono za sta sam ih originalno zamislio ja upadoh u pricu oko razvoja istih ...
Citat:
SaleB81:
Sta bi mi od elektronike preporucio ako bih se odlucio za samogradnju?
uh, vidi, meni sve bazirano na arduinu ide na ganglije, ja sam terao pic32 tamo pre 9 godina kad su oni terali 866p .... danas, sta znam, smoothieboard je do jaja mozes da ga napravis relativno jeftino imas lpc onu plocku da uzmes za 10tak evra ostalo nabudzis sam ... takodje replicape radi lepo, ja sam bas mislio sad kad zavrsim ovu moju masinu (pravim finalno jednu za sebe i to je valjda to necu pravim nove posle nje, valjda) da uradim neki komparativni test tih nekih modernih elektronika ..
Citat:
SaleB81:
Citam poslednjih cetiri sata sta ima od tih upravljackih modula i svakom nesto nedostaje. Najvise paznje su mi privukli Azteeg X5 mini, Smoothieboard ili RAMPS kao visestruko oprobano resenje, ali ne znam dovoljno o svemu tome da bih moga da procenim.
smoothie radi extra
ramps je goooooooooooo123
Azteeg X5 nisam probao ali koliko ja znam on tera smotieware tako da ti je svejedno .. ako ces sam da pravis bitaj ti je firmware pcb ces lako sam da osmislis nema tu neke velike pameti
znaci na to dodaj replicape kao kombo sa beaglebone black ..
Može li pomoć za početnika?
Imam problem sa Wanhao duplikatorom koji mi već na visini od 2-3 mm počinje da kači extruderom po modelu. Par dana sam petljao ReplikatoromG ali bez nekog uspeha. Radio sam preko SD kartice. Nemam više ideju kako dalje.
[ bogdan.kecman @ 18.07.2017. 21:51 ] @
smanji extrude multiplier
[ žutokljunac @ 02.08.2017. 10:39 ] @
Bogdane, kakav je Soidscape SZ Pro? Da li nesto znas o njemu? Kakva je razlika izmedju rezolucije po sloju i kvaliteta povrsine? Koliko sam shvatio, preciznost je 0.006mm ( 6 mikrona), da li postoji veca i da li je to po sloju ili povrsini. Mozda sam malo glup, ali nije mi bas sve jasno. Znam da printa prvo po x,y osi, pa tek onda po z.
[ bogdan.kecman @ 02.08.2017. 12:15 ] @
kada pricamo o FDM (fused deposition modeling) printerima koji stampaju
plastiku onda:
6 mikrona je "teoretska" preciznost koju mozes da zaboravis... masine
ispod 3000eur ne mogu da tuku ispod 0.1mm po Z osi i to je realno vise
nego dovoljno
sto se XY tice standardna preciznost koju reklamiraju je 1/32
mikrosteping sa 2mm pitch 16 zuba GT2 i motorom od 200pr to izadje oko 5
mikrona za X i Y ali opet, to je smejurija .. tu nemas realno ni
160mikrona prave rezolucije posto mikrostepping sluzi za "smooth start"
a ne za preciznost .. tako da dobijas banding i slicne probleme zbog
mikrostepinga... takodje masine ispod 3-5keur "disu" 10 mikrona tamo
vamo kad ih ruzno pogledas... tako da te teoretske reklamirane
preciznosti nemoj preterano da gledas... ono sto je bitno je koliko je
"stiff" sam frame i koliko je kvalitetan extruder..
e sad sto se solidscape-a tice, ja sam probao njihove wax stampace (to
mena veze sa ovom pricom sa plastikom) i to radi jako lepo po meni samo
je meni beskorisno, znam neke zlatare koji su to probali i bili su vrlo
nezadovoljni - nisam ulazio u detalje, kao sto rekoh meni vosak
beskoristan..
sad ne znam sta je SZ PRO? ima solidscape pro, i to je kao "3Z™Model,
3Z™Support" i slicno mozda si odatle pokupio SZ, to je isto vosak, tj.
koristi se neki materijal slican vosku koji izgori za lost material
modle, ima taj neki "clean burnout for 100% casting" no ja stvarno nemam
nikakvog iskustva sa njim ... znam da sa voskom moze mnogo precizno da
se radi (mnogo preciznije nego FDM) tako da tu 6mikrona ima nekog
smisla, problemi tu su sto glave kratko traju, mora cesto se menjaju,
skupo je, musavo je, smaranje je etc etc ... to pricaju zlatari posto
oni jedini imaju korist od takvih masina.. ja ne bi dublje nesto
analizirao probao sam 10 modela ukupno za 1 dan testiranja..
[ žutokljunac @ 02.08.2017. 23:09 ] @
Izvini, moja greška, u pravu si 3Z Pro, i u pitanju je vosak. Ne razumem se u 3D printere, i sudim samo na osnovu cene, koja je, koliko sam video, $45,650 USD, ali to je cena iz 2012. kada je izbačen na tržište, ne znam, koliko danas košta. http://www.3ders.org/articles/...tomated-3z-pro-3d-printer.html
Ne kupujem ga, već firma koja se bavi time ima taj štampač. Takođe me zanima, koliko okvirno košta 3D modelovanje na osnovu mojih slika. Znam da zavisi od mnogo faktora, ali npr. kada se radi o 100 modela, da li znaš, koliko se naplaćuje.
[ bogdan.kecman @ 03.08.2017. 02:45 ] @
kao sto rekoh ne bi preterano komentarisao o printerima koji rade vosak
posto se ne razumem preterano (tj. razumem se dovoljno i imam dovoljno
iskustva sa njima da znam da me ne interesuju i da nemam dovoljno znanja
da nekom palamudim o njima).
mogu ti kasti da je kod voska 6mikrona moguca fizicka rezolucija (tako
da ako pise da je toliko verovatno je toliko), da su glave potrosna roba
i da kostaju puno i pored toga, da znam zlatare koji su jako
nezadovoljni tim printerima iako je prica da su mnogo dobri... zasto su
nezadovoljni - nemam pojma, mora nadjes zlatara koji to koristi pa da ti
kaze, ako te uopste zanima.. mene nije pa nisam ulazio u detalje :D
cena za vosak stampace ne moze se poredi sa FDM, SLA, Resin... jer je
druga tehnologija skroz (imas glavu ko na pljuckavcu koja pljuje
kapljice voska sloj po sloj i tako stampa objekat od voska), ta glava je
nesto sto ne mozes bas sam da napravis..
za modelovanje, ne znam, ja sebi modelujem sam sta mi treba, a imas
online na fiverr-u ljudi modeluju i za 5eur tako da realno zavisi od
toga sta zelis da ti izmodeluju.. generalno ako ne umes da modelujes sam
posedovanje 3d printera je prilicno gubljenje para i vremena, ako ces da
platis nekog da ti modeluje onda mozes da platis i servis da ti
isprinta, poenta da imas "printer pored sebe" je da mozes da imas brze
iteracije u modelovanju, cim ti imas externog modelara taj ciklus je vec
usporen da ti posedovanje printera ne znaci mnogo
[ žutokljunac @ 03.08.2017. 11:59 ] @
Hvala na odgovoru Bogdane! Pretpostavljam da se zlatari bune jer oni rade modele od voska ali u litografiji, a ovaj printer radi na skroz drugacijoj tehnologiji. Kod printanja voska je problem u temperaturi, jer stalno mora da bude 40 i neki stepen, a to je kod ove tehnologije nemoguce, jer ne moze termodavac da konst. drzi temperaturu, pa dodje do promene temp, a vosak je osetljiv, i onda mogu da nastanu greske. Litografija valjda radi po principu lasera, tako da laserski zrak menja strukturu atoma, dakle nema tog zagrejavanja, pa je onda preciznost mnogo veca. Tako sam ja shvatio, jer sam pre radio modele ali ne u vosku vec u rezinu, pa onda lijem u livnici u metalu, pa pecem gumu i dobijam master putem otiska.
[ bogdan.kecman @ 03.08.2017. 13:11 ] @
rezin je potpuno druga prica sa potpuno drugim problemima, tu
problematiku vec solidno poznajem... najveci problem sa resin printerima
je "prljavstina", cela ta prica sa resinom je uzasno prljava, dok se
model opere, ocisti, finalni rezultat je odlican ali puno posla zahteva
i dedicated prostoriju ... bio je i problem sto su sve te smole bile
uzasno skupe, sada je cena mnogo pristupacnija...
printanje u smoli moze dlp-om moze laserom razlika u brzini i
preciznosti, tehnoloski sve isto .. uvek ide layer po layer, nema
grejanja ni sa laserom ni sa dlp-om kada je smola u pitanju, uv svetlo
polimerizuje smolu i to je to, kod voska mora grejanje, ceo env. u kom
se radi je 10-20C ispod temperature topljenja voska, greje se vosak u
glavi, strcka sloj po sloj .. nema mnogo dodirnih tacaka sa resin
stampom ... mislim, svaka 3d stampa radi sloj po sloj pa su po tome kao
slicni ali realno potpuno je razlicita tehnologija ... i sla radi sloj
po sloj .. to je za zlatare jos najbolja opcija al tu su cene jos nezgodnije
[ vladd @ 03.08.2017. 21:14 ] @
Bogdane, imas li neku ad hok preporuku za ram? Od nabavljivih materijala, da ne razgledam spec profile.
[ bogdan.kecman @ 03.08.2017. 21:28 ] @
zavisi od alata koji posedujes, velicine i od koncepta koji te zanima
... generalno ako imas pristup nekom cnc-u ili jacem laseru moze od
kompozita (alubond i slicno) da se napravi odlican ram, u samogradnji
idealno ako imas one konstrukcione profile (ima ih sad prodaju se po
srbiji) jedan od najboljih na tu temu je d-bot (ili c-bot) https://www.thingiverse.com/thing:1001065 ... najjeftinije i najlakse je
od obicne osb ploce (ili malo skuplje od mdf-a) napravis ovaj i3 koncept
( nesto tipa https://www.youtube.com/watch?v=J6_z0YMhYdM mozes da
pogledas celu seriju od 6 videa kako pravi jeftin klon)
inace "najbolji" frejm... ja i dalje pokusavam da nadjem sta je najbolji
ali generalno ja ih pravim od aluminijuma mada sad imam neku 10tu ideju,
moze da se desi da je mnogo dobra (mozda i ne videcemo, malo sam zabo
posto nemam vremena) .. sve ima svoje + i -
[ vladd @ 04.08.2017. 12:32 ] @
Mislio sam na aluminijum, bez specijalnih profila, vec tabla, ali mi komplikuje helikoil izradu. Vise mi treba xy stocic nego z osa.
Prokron je opciaj 2, ali se bece u radionici na obadu..
[ bogdan.kecman @ 04.08.2017. 12:50 ] @
radio sam ja od 5mm alu tabli ali sa tablama se isplati samo gurati
varijantu da je Z sto koji ide gore dole, XY ide odozgo na celu
konstrukciju sa samo nekoliko nosaca .. (ja sam koristio 12mm sipke 2 za
X i 2 za Y sa 12mm linearnim lezajevima - jeftinija varijanta i skuplja
varijanta sa HIWIN kolicima, 2 sine za Y i jedna sina za X osu .. to je
vise nego dovoljno za print i dovoljno je za light milling tipa pcb ili
neki light milling drveta, i vise nego ok za busenje mada realno i za
busenje i za pcb ima bolje/jeftinije resenje jer ti treba kratak Z) ...
tako da sve zavisi sta ti je krajnji cilj ... sa alu tablama opet mora
nosis negde na waterjet, rucna obrada je uzasno naporna, ako ces rucno
onda samo mdf/osb
[ kreculj @ 14.08.2017. 11:14 ] @
Pozdrav društvo,
sada sam pronašao ovu temu u forumu posle dužeg vremena pauze :)
Imam Wanhao Duplicator i3 v2.1 i sa njim trenutno imam loše iskustvo, mislim print kao print je sasvim OK, ali ostalo dok se nepočne printati su samo problemi.
Da počnem redom:
1. sredina grejne ploče ima stomak na sredini prema dole (ne velik ali ima od prvog dana)
2. nikada ali nikada mi nije filament krenuo kako treba jer preskoči prvih 2-3cm (nebitno što iz ugla krene kako treba)
3. modeli se odlepljuju
... ovako sam rešavao probleme, pa ako neko zna bolje rešenje neka mi pomogne.
1. postavim da podlogu uradi deblju da bi se iznivelisao posle par prolaza sam (iz ULTIMATE programa)
2. to još uvek nisam rešio, hvatam početak pincetom :) i lepim ga sam ali mi se taj deo obavezno podigne ( ne utiče svaki put na model) jer drugi prolaz nema gde da zalepi
3. povećam sam temperaturu BAD-a i onda posle postepeno smanjujem (u dosta slučajeva radi kako treba)
Za ostalo nemam nikakve primedbe.
Razmišljam da probam sa TESA trakom ili sa lepkom za papir ali skoro svi pišu da je to za ABS ali nigde nisam našao podatak da to radi sa i PLA.
Hvala Vam ako neko odgovori :)
PS
NIVELISAN po uputstvu sa papirom a i sa češljom određene debljine da proverim.
[ Paxy @ 14.08.2017. 11:25 ] @
Naravno, preporucujem da zamenis heatbed ako mozes.
Ako ne, Intesa - lak za kosu resava sve probleme odlepljivanja. Ako ti je bed previse udubljen, obavezno stampaj sa raft-om.
Uvek rucno ekstrudiraj par santimetra pre pocetka stampe, to ti je dobro i zbog konstantne gustine otopljenog filamenta.
[ SaleB81 @ 14.08.2017. 13:50 ] @
@kreculj:
Imam vec godinu dana Malyan M150 koji je prilicno slican tom tvom stampacu, tj dele iste mane. Od prvog dana na njemu imam staklenu plocu (ca. 200x200, obicno prozorsko staklo) na tri mesta zakaceno spajalicama.
Na staklo ide Intesa Styling i uglavnom nema problema. Kad postavis staklo treba z prekidac da podingnes za debljinu stakla, mislim da wanhao ima predvidjene rupe za tu situaciju, ako nema mozes da izbisis nove, odstampas nosac ili zalepis nesto na povrsinu iznad prekidaca sto ce kreirati ofset od tih nekih tri ili cetiri milimetra.
i dalje mene nervira mehanizam kako je resena nivelacija podloge, onaj tanki lim sto se lagano uvija dok se nuluje podloga, ali to jos nisam resio. Ja sam s ovim mojim imao problema sa pojedinim zicama koje su gubile kontakt u konektorima, najcesce u konektoru ekstruder motora, pa ne provodi dovoljno struje, pa cakce, pa ne izbacuje filament, ali bi Wanhao na tom polju trebao biti bolji od Malyan-a. Sad imam neku plastiku koja bas nesto i nece da se lepi za podlogu, pa pravim pauzu i cekam da se stabilizuje vlaznost vazduha. Nekoliko puta za ovih godinu dana, na svakih 4-5kg plastike sam morao da rasklopim topli deo i da zamenim teflonsku cevcicu, jednom sa promenio diznu.
Dve stvari mu zameram koje ne mogu kod ovog dizajna da se rese lako, prva je sto se vremenom zakosi platforma pa moraju da se nivelisu z osovine motora i druga zbog velike tezine glave javljaju se smetnje kod vecih visina predmeta, slojevi su offsetovani u odnosu na prethodne po x i y osama. Na Thingioversu postoji projekat predvidjen bas za wanhao, sa stampanim coskovima i ojacanjima u vidu ukosenih navojnih sipki, kazu ljudi da to dosta pomaze oko navedenog problema. Posto je Malyan razlicit bas na pozicijama gde se nosaci postavljaju ja sam trebao da dizajniram sam te coskove, ali me je na kraju mrzelo kad su pocele da me nerviraju neke druge karakteristike stampaca.
[ kreculj @ 14.08.2017. 14:29 ] @
Citat:
Paxy:
Naravno, preporucujem da zamenis heatbed ako mozes.
Ako ne, Intesa - lak za kosu resava sve probleme odlepljivanja. Ako ti je bed previse udubljen, obavezno stampaj sa raft-om.
Uvek rucno ekstrudiraj par santimetra pre pocetka stampe, to ti je dobro i zbog konstantne gustine otopljenog filamenta.
Hvala puno, probam danas sa Intesa lakom za kosu i javljam šta sam uradio.
Još jednom hvala.
UPRAVO :
Intesa lak uradio svoje sa PLA
uspeo iz prve da se zalepi na podlogu.... videćemo do kraja ... imate PIVO !!!
[Ovu poruku je menjao kreculj dana 14.08.2017. u 19:34 GMT+1]
[ bogdan.kecman @ 14.08.2017. 20:11 ] @
1. osnovni problem na svim tim kinezima je Y-carriage koji je UZASAN, na
wanhau najgori od svih, na m150 malo bolji ali generalno UZAS. najbolji
upgrade koji mozes da uradis na tom stampacu je da mu zamenis y-carriage
i ODLICAN imas od ukrainca napravljen od alubonda, radi 1/1
moz biras os 3 ili 4 lezaja verziju i mozes da uzmes i malo veci nego
sto je original
takodje od njih mozes da uzmes i bolji heatbed koji mnogo bolje radi od
originalnog krsa
e sad, u 9 od 10 wanhao/malyan/monoprice i ostalih klonova to sto ti
mislis da je stomak na heatbed-u NIJE stomak na heatbed-u vec su ti
krive X sipke pa ti to sto su X sipke spustene u sredini detektuje kao
stomak na sredini bed-a! proveri bed lenjirom, staklom.. videces da je i
tebi verovatno problem sa X sipkama a ne sa bed-om
2. mk10 extruder je g0v1234 nevidjeno .. mozes da ga upgradeujes na full
metal microswiss koji je nesto bolji ali generalno sve je to jeftin
koncept koji ima mnogo mana ... workaround je da koristis brim tako da
dok krene da stampa objekat prajmujes nozlu dovoljno da krene lepo da radi
takodje hladjenje srednjeg dela (throat) je jako lose uradjeno, ako
pogledas moj adapter za "brzu izmenu extrudera" na wanhao i klonovima
videces da je mk10 spakovan u malo drugaciji paket tako da se mnogo
bolje hladi, u toj varijanti mk10 radi mnogo stabilnije nego sa
originalnim hladnjakom https://www.thingiverse.com/thing:2039960
3. koji materijal, koja temperatura, koja podloga? original podloga na
wanhau je ok za pla i to je to, a i za pla je ok "neko kratko vreme" i
posle toga mrka kapa .. uzmes "obicno 4mm staklo" kod bilo kog
stakloresca, odlepis ono sra123 od podloge zalepljeno za heatbed, stavis
staklo, uvatis ga sa 4 buldog klipa, strcnes malo laka za kosu i
voooooooooozi misko.. samo jos da podesis dobar temp za bed
tesa traka RADI za PLA ali to je POTPUNO NEPOTREBNO ... PLA se lepi na
obicnu krep traku, na onu plavu jos bolje (plava je uv otporna ali je
skuplja) ... obicno staklo i lak za kosu su za pla mila majka, prvi sloj
treba da stamps "mnogo sporije" (10-20% originalne brzine) i bed treba
da bude topliji (60tak C) a onda od drugog layer-a pa na dalje spustis
temp bed-a na min koji ti drzi ok pla (40tak C)
sto se nivelisanja tice
1. wanhao y carriage je takvo g0.nenilo da sta god da mu uradis bed ne
moze da bude skroz levelovan. prvo levelovanje sa 4 tacke je retardirano
i potpomaze warpovanje i Y carriage-a i samog hot-beda ... idealno
resenje, preskocis na tehnologika y-carriage i montiras moj sistem za
bed leveling u 3 tacke https://www.thingiverse.com/thing:2019837
pokazao se jako dobar, ja sam ga monitirao na 6kom m150 i na 5kom
wanhao, jaran nemac ga je stavio na svojih 10kom m150, jos mi se javilo
3-4 coveka koji to drze na wanhao i monoprice masinama i svi su
presrecni .. mozes i da adaptiras lako (svi sorsovi dostupni) ili
napravis svoje, nije neka filozofija, cela fora je da predjes na 3 tacke
umesto na 4, cak i da samo skines i bacis jedan sraf iz jednog coska je
dovoljno dobro, samo mora imas rigidan bed i rigidan nosac
dakle nivelisanje dok ne resis te probleme ne racunaj da mozes da uradis
2. kazes da imas bulge u sredini, proveri sa metalnim lenjirom da li je
stvarno bed kriv ili imas dip u sredini X sipki, mnogo se cesto desava
da usled "guranja extrudera na dole rukom tokom nevalidne manipulacije
istim" sipke budu iskrivljene, takodje, sve na tim masinama je ultra
jeftino tako da sipke nekad dodju same krive, posle par dana setanja
levo desne sipke se izrotiraju i orijentisu tako da imaju dip na dole..
zamena sipki je uglavnom jedino resenje koje ja znam, ja sam menjao npr
skoro svuda za alu sipke za igus (ne savetujem taj upgrade, preskup je a
ne dobija se skoro nista)
kada montiras staklo, treba da pomeris Z limit switch, imas na tim
printerima obicno jos jedan par rupa ali meni se to pokazalo kao mega
smor tako da sam ja napravio moj Z limit switch drzac koji radi meni 1/1
.. e sad ovaj je za M150, imas slican za wanhao, isti princip (ja sam
taj modifikovo da bi radio za m150)
inace ono sto su ozbiljni problemi kod tih stampaca
1. ZICE ne valjaju ni za .!. .. koriste se ALU zice jeftino pobakrene,
realno treba preziciti celu masinu zice su UZASNE, pucaju, kontakti su
los ..
2. KONEKTORI su UZAS UZAS UZAS nestabilni prave uzasne probleme
3. melzi plocka je dizajnirana od strane nekih pajsera pa onda klonirana
od strane polupismenih kineza, strava i uzas koliko problema sa tim
plocama, najbolje zameniti celu plocu, obican ramps je bolji za red
velicine :( ... minimum sto mora da se uradi je da se doda externi fet
drajver za heated bed inace se rizikuje ozbiljan
pozar!!!!!!!!!!!!!!!!!!! a realno valja dodati i fet za grejac extrudera
.. dva externa feta resavaju mnogo problema (ukljucujuci nepravilno
citanje temperature)
4. y-carriage je uzas, *mora* se promeni odma
sve ostalo "moz prodje", posebno ako radite samo PLA i ne zanima vas
abs, petg, pp, hdpe, pel, pva, hips, pei...
[ kreculj @ 14.08.2017. 21:37 ] @
Pozdrav,
kao prvo hvala na savetima i već sam skinuo dodatke za nivelaciju, mogu se pohvaliti da sam upravo zavrsio štampu nekog držača telefona veličine 3x7x5 cm i odradio sve kako treba,... ništa se nije nigde odlepilo, poslušao sam savete o brzini i lepljenju i sada idemo dalje,.... kupio sam sinu za rodjendan ovaj štampač i odmah se razočarao ali posle ovog danas idemoooooo,....
A probaću i sa novim nivelacijama i sa staklom i sa svim što sam pročitao ovde pa šta najbolje bude tako će ostati.
Sada štampam PLA sa 200C i 60C podloga,... štampao sam pre sa 190C i 50C ali mislim da ovako ide najbolje,... potreban mi je savet kada se štampa nešto ima polukrug da li se ivice krive zbog prevelike temperature ili to tako mora :)
[ SaleB81 @ 14.08.2017. 21:45 ] @
@kecman:
nisam video ovo z braces resenje. Video sam Azza varijantu koja mi se svidela ali me je mrzelo da prepravljam. Nisam znao za Tehnologiku, to cu da narucim, to mi bas treba, tad ce imati smisla i tvoje resenje za leveling. A ovo ostalo ne znam da li ima smisla ulagati u ovaj stampac.
Sve vise razmisljam da uzmem da napravim nesto svoje, tj da iskopiram nesto sto je neko pravio i da se resim bed-a koji se pomera po x/y.
[ SaleB81 @ 14.08.2017. 22:01 ] @
@kreculj:
vezano za temerature, primetices da svaki put kad promenis plastiku (proizvodjac/boja) idealna temeratura ce varirati. sve je to tu negde izmedju 185-205 za ekstruder, 45-60 za podlogu, takodje zavisno od kvaliteta plastike postoji mogucnost da ce kompenzacija protoka (flow) morati malo da se promeni +/-2-5%. Negde sam jednom procitao da temperatura ekstrudera traba da bude najniza pri kojoj se ostvaruje dobra tecljivost plastike koja se koristi (da bi se sto vise smanjilo nagomilavanje toplote i grejanje hladnog dela ekstrudera.
Za krivljenje ivica mislim da nisam razumeo pitanje. Viseci delovi mogu da se iskrive (na dole) ako se ne ohlade dovoljno brzo ili ako su pod nagibom preko 40 stepeni bez support-a, ali polukrug u ravni ne znam zasto bi se krivio (na gore) osim ako se odlepljuje od podloge.
[ bogdan.kecman @ 15.08.2017. 06:39 ] @
@sale, ja sam za ovih 10 godina napravio preko 30 svojih ... ovaj m150
sam uzeo da vidim dal vredi da se uzme jeftino kinesko g* i da se uloazi
malo para da se dobije nesto kvalitetnije, realno - ne isplati se, *sve*
na tim printerima treba se menja jbg...
e sad, da dodas 2 externa fet-a ti je, ako umes sam parsto dinara, ako
ne umes sam - ~10$ za 2 mosfet board-a (na primer):
i to je bas "must", znaci to mora se doda inace taj stampac oce se
samozapali
tehnologika je super resenje + otstampas moje nosace + uradis z-braces
.. to je sve minimalno para a donosi mega velika poboljsanja ...
sve ostalo - ne isplativo :(
sto se pravljenja novog tice, XY bed je neisplativ ako hoces da radis
bilo sta ozbiljnije od PLA zato sto dobijes prevelik footprint masine, a
ako oces da se bavis ozbiljnijim materijalima mora razmisljas o
"enclosed" masini i tu XY trosi previse prostora (treba ti kutija sa 4x
vecom bazom nego sto ti je printbed.. zato ja uglavnom pravim koncept
gde sto ide gore dole a glava se seta u xy, tu ti je najmanji footprint
masine i enclosure nije preveliki problem .. druga varijanta ti je da
pravis deltu..
[ bogdan.kecman @ 15.08.2017. 06:46 ] @
za pla na wanhao i ekipu MORA da se promeni hladnjak ... znaci stok part
cooling fan duck je smejurija ... bez kvalitetnog part cooling fan-a
bilo kakav bridge, overhang i slicno na pla nece bude ok ... ovi svi
part cooling fan duct-ovi ocekuju da se stavi blower posto klasicni
aksijalni fenovi (kao taj original) nemaju dovoljan pritisak potreban za
valjano hladjenje, znaci mora se kupi radial fan, ima ih na bleju za par
dolara a moguce i da ih neko lokalno prodaje
Za krivljenje ivica mislim da nisam razumeo pitanje. Viseci delovi mogu da se iskrive (na dole) ako se ne ohlade dovoljno brzo ili ako su pod nagibom preko 40 stepeni bez support-a, ali polukrug u ravni ne znam zasto bi se krivio (na gore) osim ako se odlepljuje od podloge.
Ma ne to nisam dobro objasnio moraću da slikam da bi pokazao kada se radi nekakav objekat koji ima suport a ide u ppolukrug hoce da se ivica podize na gore kao da se ne ohladi przo pa onda sledeći sloj kada predje malo ga gurne dole i onda taj deo bude dosta neravan (biće slika čim budem štampao nešto)
A ipak je ploča imala neko zakrivljenje, proverio sam i vodjice i ploču i na kraju sam skinuo ploču i "pokazao joj ko je gazda" i vrati na silu koliko toliko u ravan i sada je skoro i neprimetno.
Važno da radi ono sa lakom za kosu a za dalje ću videti, samo da izprintam ono za nivelaciju i vidim kako će biti sa tim.
Pozdrav
[ bogdan.kecman @ 15.08.2017. 10:56 ] @
to je normalno ponasanje :D desava se generalno zbog "viska plastike
deponovane na cosak"
e sad zasto se to desava cak i ako si dobro kalibrisao masinu i ne
deponujes visak plastike, ako stampas sa "tanjom linijom" nego sto je
neki "safe extrusion width" onda ti "razvlacis" plastiku i tako pravis
tu "tanju" liniju. kada "zavrnes iza coska" plastika se "povuce" i
dobijes manji radijus nego sto bi trebao da bude, samim tim plastika
bude manje razvucena i dobijes vise plastike u cosku nego sto treba da
bude (jer ti se cosak povukao na unutra) i taj visak plastike pravi
problem i "ide na gore" ... isti problem imas i ako stampas previse
vruce i imas lose hladjenje. ako koristis stock fan duct onda je jasno
da imas uzasno hladjenje :(
resenja
- koristi "safe" extrusion width (safe vrednost dobijes tako sto
extrudujes 4-5cm plastike na suvo, i onda izmeris mikrometrom precnik
tog extrudata, to ti je min safe vrednost, obrati paznju da ti obicam
digitalni subler NE RADI za to, mora koristis mikrometar koji je 3 reda
velicine precizniji)
- smanji brzinu stampanja
- pojacaj hladjenje
[ kreculj @ 16.08.2017. 07:32 ] @
Ok, hvala
Probam pa javim :)
PS
Drugari uvek sam u dilemi koji program da koristim za GCode...
Uradim objekat u nekom 3d programu (AutoCad, BricsCad,...) onda u Repetier Host i sa njim pravim GCODE ili štampam direktno preko USB kabla
e sada pitanje da li je dovoljan CURA koji je došao sa printerom i upgrade na najnoviju verziju ili ima nešto dosta lakše.
Probao sam još par programa ali mi ovaj (Repetier Host) nekako leži jer mogu manualno na računaru da menjam temperature i brzine a ne na printeru, pa me interesuje šta Vi koristite za GCode i po Vašem mišljenu šta je najbolje za WANHAO i3
I da li je super lepak dovoljan da zalepi otpale delove PLA ako se nešto slučajno polomi ili postoji i tu neka caka sa otpadom, acetonom ili šta već.
Hvala.
[Ovu poruku je menjao kreculj dana 16.08.2017. u 10:39 GMT+1]
Nisi dobio odgovor jer si dopunio poruku. Vecina nas cita poruke u mailu, a izmene na vec jednom pristiglu poruku ne dolaze i onda je prica o softveru promakla. Malo sam slab na temu softvera, ali ono sto znam napisacu, ja za crtanje koristim SolidWorks jer njega najbolje poznajem, u sustini sve sto moze da exportuje stl fajl je dobar izbor. Lepa stvar kod stl-a je sto mozes nekome da ga posaljes da bi ga odstamapao, a tom nekom ce biti uglavnom dosta tesko od tog stl fajla da napravi ponovo 3d editabilni fajl koji ce moci da izmeni za svoje potrebe. Izuzetak iz price o velikom broju 3d programa je OpenSCAD koji je besplatan tj. legalan, a ima pristup crtanju slican onom koji se koristi u programskim jezicima, tj. pises proceduru, a on sam iscrtava ono sto si mu napisao. Mnogo mi se svidja taj pristup, video sam da dosta ljudi na thingivers-u koristi OpenSCAD i daje fajlove za svoje projekte u njegovom formatu, pri cemu recimo za prilagodljive elemente imas promenljive i samo menjas vrednost promenljie. Rekoh mnogo mi se svidja, ipak nisam jos imao vremena da sednem da naucim kako se u njemu radi. Jos jedna lepa stvar OpenSCAD radi i pod linuxom, ja sam i dalje primarno vezan za Windows, ali kad se to promeni OpenSCAD mislim da ce biti jako dobar izbor.
Vezano za drugu etapu izrade, prvo sam poceo sa Curom koja je dosla uz stampac, kasnije sam presao na Slic3r koji je imao mnogo vise opcija, s kojima sam moga da se igram i istrazujem. Onda sam naisao na problemsku strukturu s kojim Slic3r nije mogao da izadje na kraj. Ne secam se sta bese, ali postoje dokumentovane neke situacije u kojima Slic3r baguje i naleteo sam bas na jednu od tih. Iznervirao se, prelistao net, probao par opcija, odustao skinuo tada najnoviju verziju Cure (2.3.1) s kojom sam bio mnogo vise zadovoljan nego sa bilo kojim drugim softverom koji sam probao. Vidim sad da je aktuelna verzija 2.6.2 i da ce uskoro izaci 2.7, pa ti toplo preporucujem da probas Curu. U novijim Curama imas mnogo vise parametara koje mozes da podesis ako zelis, za razliku od one koja je dosla sa stampacem; ako me pamcenje ne vara ona verzija je bila dosta ogoljena.
Nikad nisam koristio Repetier, tako da ne znam kako se poredi Cura sa Repetior-om, ali bitno je da koji god softver da koristis da znas u njemu da se snadjes i da imas drugi pri ruci, ako nesto baguje u izradi da mozes da probas iz drugog softvera pre nego sto okrivis stamac i pocnes da ga rasturas trazeci kvar. Uvek sam koristio karticu, nikad direktno, prosto nekako mi je bilo zgodnije, ali imam nameru da iselim stamac iz spavace sobe i tad ce dobiti sopstveni Raspberry Pi i Octoprint i tad ce preko Octoprint web servera primati zadatke, a do tad ostaje kartica u mom slucaju.
[ Living Light @ 24.08.2017. 03:22 ] @
Sale,
"Nisi dobio odgovor jer si dopunio poruku. Vecina nas cita poruke u mailu, a izmene na vec jednom pristiglu poruku ne dolaze "
Blago Tebi !
..ja do te "Faze" (bez Nule) jos nisam dosao,
Jedva i ovo malo "savladjivam" :-)
Kad ces u PA na "Pive za Živce",
da mi "nateras/podesis telefon, da i meni stize to na Mail ?
Bilo bi lepo...
Veliki pOz
[ Living Light @ 24.08.2017. 03:29 ] @
Ja tesko,
A kako se Vi borite sa ovakvim "Bilbordima" ?
---------------------------------------------------
-Treba ti peceno pile,.....u kutiji od cipela,
-Po' kile "paradajsa",
-i Vekna Leba,
....da sve ovo prezivis...
[ SaleB81 @ 24.08.2017. 03:44 ] @
@Living Light:
U vrhu svake teme imas taster Email pracenje (klik za sliku) koji kada aktiviras, svaka nova poruka u se prosledjuje na mail registrovan na forumu s tvojim nalogom. Negde u podsavanjima naloga imas ociju da li zelis da ti posalje pojedinacne poruke za svaku pristiglu prouku ili zelis da ti jedno dnevno salje u istom mailu sve nove poruke za taj dan.
[ Living Light @ 24.08.2017. 03:56 ] @
Sale,
Ja sam stariji covek, sa lemilicom, koja nema "vruc Kraj" , vec očaj,
Tu smo na 14 Km jedan od drugog,
Navrati u PA i pomozi čići, ali tako da Ti da podesiš telefon.
Ja cu da se potrudim, da imas "Dojam" (osecaj) da nisi dosao Za-Djabe !
Kad budes imao vremena, i kad te "Devojcica" pusti
Ako to uradis,
ja cu da se potrudim, da imas osecaj ....da nisi u prazno "Bacio Popodne".
pOz
PS: Naravno, dodjite zajedno, Ti i Lepsa polovina.
Svako Dobro !
[ bogdan.kecman @ 24.08.2017. 10:26 ] @
ne bi video da kolega sale nije bacio svoje pisanije, dakle, mani funkcionalne ispravke poruke to se ne vidi na mailu, ok da cacnes slovnu gresku i slicno al dodas pitanje, to se preskoci :(
Citat:
kreculj:
Drugari uvek sam u dilemi koji program da koristim za GCode...
mislis za generisanje g-code ili za preview g-code ili za play g-code?
za generisanje koristis slajser, ok komercijalnih "dostupnih smrtnicima" najbolji je simplify3d, kosta $150 i ima vise mogucnosti od svih ostalih, ima generalno svoje mane, razvoj je vrlo spor, developeri su kre1234 ali sve u svemu i dalje nema bolje a da ne kosta bubreg ili da nije vezano za samo jednu vrstu printera
njega mozes da koristis i za preview i za play
free, closed source, dva komada koja su sumanuto dobra
- jednostavan sa malo opcija a radi - kisslicer http://www.kisslicer.com/
craftware ti je moj savet posto je jedan od najboljih slajsera a free je, jedini je free slicer koji omogucava manuelno postavljanje supporta
onda imas cura i slic3r, to su ti dva najjaca opensource kandidata i generalno su to dva tabora, ko voli slic3r obicno ne voli curu i obrnuto .. (ja licno preferiram slic3r, mada je cura skroz ok)
sve ostalo je generalno pajserizam ... svi ostali su toliko daleko
sto se preview-a g-code-a tice po meni craftware ubedljivo najjaci preview, znaci ako hoces da ispitas nesto proveris etc.. craftware je no1
sto se play-a tice.. sa pc-a prontrface ti je no1 resenje, repetier host je "ok" ali prontr (printrun, pronsole, printcore..) je neki standard vec duze vreme http://www.pronterface.com/
e sad, posto je print sa pc-a generalno nesiguran, pc ako "stucne" imaces probleme tipa blobova i slicno zato sto moras da imas fin stream date a na dozi seriski port nije bas prioritet, idealno je da ili printas sa SD kartice direkt na printeru (onda ti je nebitan interface na pc-u, prebacis na sd karticu i pustis) ili da imas dedicated makinu sa koje pustas na printer, tu ti je oktoprint keva i jedino najbolje resenje ... neki rpi ili orangepi i vozi misko to radi 1/1
da li da prelazis sa stare cure na novu .. a vidi, novija ima neke nove fore (npr ironing), radi brze, ima ispravljenih bagova .. tako da verovatno zelis da odradis upgrade.. e sad za razliku od te verzije sa wanhao sajta treba da podesis sve za svoj printer from scratch.. pogledaj npr https://www.youtube.com/watch?v=DDXo2GBmbtU
Citat:
kreculj:
Uradim objekat u nekom 3d programu (AutoCad, BricsCad,...)
acad je uzas za modeling, brics nisam probao ..
ono sto ti je danas "moderno" je
fusion360 (free, prilicno mocan)
onshape (free za modele koji nisu private, prave ga likovi koji su pravili solidworks, mnogo mocan, ja ga koristim non stop)
thinkercad
ono sto je takodje dobro resenje je creo, creo je ozbiljan alat (tipa solidworks, katia..) ali je free za studente tako da se prijavis kao student i imas ga fraj! ne moras se drndas sa krekovima sa acad, solidworks i slicno
Citat:
kreculj:
onda u Repetier Host i sa njim pravim GCODE ili štampam direktno preko USB kabla
stampanje preko usb kabla je uzasno nesigurno ako ti je host neki windoze koji bi jos mozda hteo da koristis dok se stampa
ili budzni neki rpi/opi sa octoprintom (onda mozes i kroz telegram da kontrolises stampac, mnogo dobra fora) ili preko usb-a samo prebaci g-code na karticu stampaca i stampaj sa njegove kartice posto kroz usb ... za123 ce te kad ti najvise bude trebalo
Citat:
kreculj:
I da li je super lepak dovoljan da zalepi otpale delove PLA ako se nešto slučajno polomi ili postoji i tu neka caka sa otpadom, acetonom ili šta već.
aceton se koristi za ABS, za PLA postoje razredjivaci mada nisam video kod nas da se prodaju (Methylene Chloride rastvara PLA i moze da se koristi za lepljenje PLA), specijalni lepak za PLA je IPS Weld-on 3 (i on je baziran na metilen hloridu) ... u svakom slucaju cianoakrilati rade do jaja za lepljenje pla tako da je super lepak vise nego zadovoljavajuce resenje ... PLA otpad je generalno neupotrebljiv (za razliku od ABS otpada), ono sto mozes da radis je da ga skupljas pa da ga topis u kalup .. dakle napravis od gipsa ili gume neki kalup za nesto sto ti treba, zagrejes i istopis pla u nekom tiganju (ja imam spec. tiganj samo za to, neki stari unisteni teflonski) i onda ga naspes u kalup...
[ SaleB81 @ 24.08.2017. 18:45 ] @
Citat:
specijalni lepak za PLA je IPS Weld-on 3 (i on je baziran na metilen hloridu
Da li znas da li i gde kod nas moze da se nadje Weld-on, posto ja sa cijanoakrilatima nisam imao mnogo lepo iskustvo?
Drzi kad je estetsko lepljenje, ali kad je strukturno ne pomaze mnogo, a probao sam i gel i liquid varijante Loctite-a i Akfix-a, ali nisam odusevljen rezultatima. Uzeo sam neki Wurth Klebfix (isto cianoakrilat), ali njega jos nisam imao jos prilike da probam. Tako da ako ima negde da se nadje Weld-on probao bih njega.
[ bogdan.kecman @ 24.08.2017. 20:02 ] @
@sale, nemas za PLA realno "strukturno" lepilo da uvati kako treba, cak
ni weld on 3 nije idealan iako radi hemiski var. gde da ga nadjes u
srbiji... dobra fora, ne znam prijatelju meni je u ovoj zemlji postao
ogroman problem da kupim bilo sta sto nije za siroke narodne mase, sve
ostalo mora kupujem preko, za lepkove je problem sto kad se navade
carinici krenu da izvoljevaju i traze dozvole cuda m00da, a vrlo cesto i
ovi ameri/evropljani nece salju posto je hemija u pitanju i sve u svemu
mrka kapa... no obzirom da PLA svejedno nema "strukturnu jacinu" ni sam
za sebe ja se nisam preterano cimao oko njega, to je materijal sa vrlo
limitiranom upotrebom.
cianoakrilati drze pla dobro, i nista ti ga bolje nece uvatiti weldon3
realno... problem ti je sama struktura printa, gde pukne i sta lepak
uopste drzi .. realno bi sa metilen hloridom mogao da ojacas ceo deo,
mozda, kao sto acetonom moze abs, ali nemam iskustva sa tim, za razliku
od acetona ovo je hemija koja se ne prodaje tako lako i na svakom cosku
... to je otrovni organski razredjivac ( https://en.wikipedia.org/wiki/Dichloromethane ) ja nisam hemicar i
gledam da se klonim takvih tekucina koje nose sa sobom razne te hazard
oznake :D
sad, ako si imao losa iskustva sa super lepkom, probaj drugu marku super
lepka, kod nas se prodaje svasta pod "super lepak", matoro, propalo,
loseg kvaliteta.. probaj drugu marku i drugi model :D .. takodje imas
onaj smrdljivi kineski AB lepak (a i b komponenta, akrilni) to isto vata
ko nenormalno, jace je od samog pla :D
@robert, malo dete + trudna zena + uzasno puno posla, telefoni su mi
ugaseni svi non stop .. znaci od voice komunikacije samnom, osim uzivo u
kaficu kad odem da se iskuliram, nema nista, samo kuckanje kroz instant
messangere (privatne poruke na forumu, mail, skype poruke, telegram
poruke, viber poruke... to sve mogu sa desktopa bez da probudim bilo koga)
[ mnn @ 18.05.2020. 09:18 ] @
Da ne otvaram novu temu.
Šta bi bila preporuka za nabavku drugog štampača? Za sada imam Wanhao DS4 koji mi je neko vreme skupljao prašinu ali sam ga aktivirao u zadnje vreme i radim za sebe za elektroniku koju sklapam.
Za sada mi radi ABS zadovoljavajuće. To mu je gornja granica i ništa sa većim temperaturama ne može.
Znači nešto što bi mi i u budućnosti trebalo da radi sa nekim " toplijim " filamentom. Gledam u Voxellab-u Creality ender 5 pro, Wanhao D6 plus i Prusa i3 MK3S. Da pravim ja svoj nemam vremena. Jedna od opcija je i kupnja " pravljenog " ili kit za sklapanje Prusa i3 MK3S.
mnn:
Šta bi bila preporuka za nabavku drugog štampača?
sta oces sa njim da radis? i dalje je u srednje visoj klasi najbolji odnos cena/kvalitet prusa i3 mk3, a u nizoj klasi je po meni ender5+pro najbolji odnos cena kvalitet
baziranu na cemu?
ako se baziras na marlinu nemoj da gubis vreme
ako pravis from scratch tek nemoj da gubis vreme
imas trenutno 3 projekta koji se isplate
1. reprapfirmware (koristi arm32 od microchipa SAM...) i trenutno je najbolji i najkompletniji firmware za 3d stampace, podrziva kondicioni g-code, real time mogu da se menjaju svi parametri etc etc... bukvalno najbolje sto imas danas u ponudi
2. smoothieware, fali mu brdo stvari ali je mega stabilan i precizan i ubedljivo najbolji source out there
3. klipper, bleeding edge, beta, ali najbolji sa samogradnju i budzenje elektronike
sve ostalo realno zaboravi
Citat:
mnn:
Za sada mi radi ABS zadovoljavajuće. To mu je gornja granica i ništa sa većim temperaturama ne može.
to znaci mozes da radis TPU, PLA, PETG, ABS, HIPS ... sta te drugo zanima? PC i PA zahtevaju heated chamber na 70C sto je ozbiljan tehnicki poduhvat jer moras vodeno da hladis sve i motore i hotend + moras da dovedes spoljni vazduh za part cooling fan, PEEK i PEAK zahtevaju 100+ C chamber i specificne glave ... ti materijali kostaju do soma evra kilo tako da ne verujem da te preterano zanimaju ... nista od toga nema veze sa elektronikom, treba ti bolji hotend (na primer mosquito) i TC ili PT100 ili sliceengineering ntc koji ide do 500C, treba ti njihova boron nitrid pasta ... treba ti nano glue (koji isto kosta ko otrov, i pitaj me kako ces tu hemiju da uvezes u srbiju) .. tako da ne vidim sta ti je problem sa "gornjom granicom" ?
Citat:
mnn:
Znači nešto što bi mi i u budućnosti trebalo da radi sa nekim " toplijim " filamentom. Gledam u Voxellab-u Creality ender 5 pro, Wanhao D6 plus i Prusa i3 MK3S. Da pravim ja svoj nemam vremena. Jedna od opcija je i kupnja " pravljenog " ili kit za sklapanje Prusa i3 MK3S.
opet je pitanje sta oces
- topliji filament? koji, zasto? nijeda od printera u sub 1000eur klasi ne moze da radi te toplije filamente ok, nije problem hotend, ti i u obican e3dv6 ili microswiss gurnes jaci grejac i teras ga na 450C (evo ja teram par komada) problem je sto je warping kod tih materijala "f.me sideways and ask me if I'm happy" .. znaci treba ti nano lepak i heated chamber, i to ne "zatvoren chamber koji se greje od bed-a kao za ABS" vec ono 70-150C heated chamber gde se topi izolacija na zicama, motori ne rade, heatbreak ne moze da se ohladi ispod Tg plastike etc etc .. obican PC kida staklo u 50C heated chamber, znaci pustis kocku 6x6 cm i na drugom trecem cm visine cujes prasak, pogledas staklo se slomilo na 5-6 delova, i to ono 6mm staklo, ne ovo 4mm tanano
- koja ti velicina treba, jedno je ako oces po metra x po metra drugo je ako ti 20x20 cm radi posao
prusa ti je od srednje klase najbolji odnos cena kvalitet, ogroman community, lepo radi... ender5pro ti je najbolji printer po meni u nizoj klasi, wanhao je uzas i treba izbegavati ...
"nemas vremena da pravis svoj" .. vidi, ako ce da budzis ove printere BRZE ces napraviti svoj!!!! uzmi u obzir da **svi** kineski printeri imaju za pocetak krte aluminijumske zice samo presvucene bakrom, znaci bilo sta ako ces da radis mora prezicis celu masinu, svi dolaze sa .!. mk8/mk9/mk10 kineskim extruderima koje ono kad ti stigne masina kantiras i kupujes novo, kaisevi su im isto njesra znaci kupujes gates, ovi roleri rade ok par meseci pa se portose, pa ti lakse kupis linearne sine nego menjas tockice... svi teraju preistorisku 8bitnu elektroniku sa manjkom resursa ... znaci na kraju dana kupio si profile aluminijumske i to je to ... kupis alu profile na KP za manje pare jbg i sastavis sam, covek ti sve isece na meru... ako kupujes, kupujes da koristis tako kako je sa nekim "sitnim" upgradeima (dodas bolje dugme, ovde ojacanje, tamo guide za filament...) ali neka ozbiljna prepravka se ne isplati od originalnog printera ti ostane samo frame a taj frame te limitira, bolje onda osmislis sam i napravis od pocetka svoj frame
[ mnn @ 18.05.2020. 10:18 ] @
Prvo, Bogdane drago mi je da si tu. Nije te bilo dugo vremena.
Drugo, hvala ti na iscrpnom odgovoru.
Oko temperature bio sam neprecizan. Treba mi nešto da može da radi do 260-270 C. Veličina bi bila do 300x300x200. Za ovu prusu me strah da mi xy 250 x 210 nekad ne be bila mala.
Šta bi radio? Razni profili, nosači, zupčanici, kućišta ili sklopovi...
[ bogdan.kecman @ 18.05.2020. 11:14 ] @
Citat:
mnn: Prvo, Bogdane drago mi je da si tu. Nije te bilo dugo vremena.
tu sam ja nego sam zaboden nekim renoviranjem pa nemam slobodnog vremena da "pitam gluposti" a niko nije pisao po forumu nista sto je moj fah tako da nisam imao sta da doprinesem
Citat:
mnn:
Oko temperature bio sam neprecizan. Treba mi nešto da može da radi do 260-270 C.
mora budes jos precizniji - ZASTO!?! sta ces da stampas 260-270C ?
to mozes na svom trenutnom stampacu bez ikakvih problema sa par desetina evra upgrade-a max.
- 40W grejac bez problema dize na 300C
- PT100 ili neki kvalitetniji NTC koji trpi do 300C, ako nemas imam ja original 204-GT koji ide do 350C dacu ti
- prepravis limite u firmware-u da te pusti da ides na te temperature
Citat:
mnn:
Veličina bi bila do 300x300x200. Za ovu prusu me strah da mi xy 250 x 210 nekad ne be bila mala.
Šta bi radio? Razni profili, nosači, zupčanici, kućišta ili sklopovi...
vidi ovako
30cm duzina mozes da zaboravis osim PETG i PLA u varijanti bez skupog zatvorenog vruceg sistema. postoje fore kako mozes da otstampas te velicine sa obicnim enclosure-om ali to je samo "prividno" zato sto taj deo koji otstampas ima ugradjen stres koji ce kad tad da se vidi, na primer uradis kutiju od ABS-a, veliku, stavis na policu, i posle 3 meseca kutija se raspadne na 3 dela, explodira i skoci sa police!!!! (Desavalo mi se mnogo puta) ... ili samo naprsne i rascveta se .. manje kutije do 15x15cm moze ali ti je za elektroniku mnogo bolje da koristis HIPS nego ABS ili ASA ako kutija mora napolje. Inace u 99.999% slucajeva PETG i PLA rade posao za kutije a to stampas ssve sa ispod 250C.
profili? profile kupis sto bi ih stampao? rajan metali, imas profile kakve oces od aluminijuma, metali online, kupujem prodajem ... suvise je skupo da stampas bilo kakve profile
zupcanici, vidi matori, ja radim sa nozlama .2mm i to ti je neki max da mozes da uradis zupcanik koji ima smisla i to je keetah lastina realno, a komplikacije stampe sa .2mm su mega ultra turbo, jeftinije kupis gotov zupcanik / izrezes na cnc-u (sam ili negde za pare), stampanje zupcanika na 3d printeru ... nije to ta tehnologija .. a kucista, sta fali PLA-u ? za kucista je super, ili ako neces PLA onda PETG ?
velicina beda je ozbiljna zajebancija, sta je fora, ako ides na ove prusa like stampace de se bed seta po Y 300x300 je tesko parce koje mora se mrda tamo amo, to znaci ringing, to znaci milion problema, to znaci sporo ... taj prusa 250x210 ili 225x225 format je otprilike max koji ima smisla za takav stampac, sve preko toga krece da bude mega dr...nje ... i sad em sporo radis i male delove zbog tezine beda em koja ti je poenta velikog beda kada ti treba mesec dana da ga otstampas tolikog i onda za te velicine mora ides na darwin like stampace (kao sto je ender5) gde bed ide gore dole, tu vec nije problem sto se bed pomera sporo ali ti XY pokret radi brzo i mozes da "popunis" bed .. ali sada da bi ustedeli tu imas bowden varijantu i glava je ultra light ali stampas kroz trubu, zbog trube mozes da zaboravis na gumu ali PLA radi do jaja .. konverzija na direct drive je ok ali jbg kosta .. kosta .. kosta ..
[ mnn @ 18.05.2020. 14:48 ] @
Uh, slab sam ja materijalima.
Sad si mi ulio i nesigurnost u sistem u kom se bed preće po nekoj osi x ili y. Može li to biti problematično kod uzanih i visokih predmeta. Sada radim jedan nosač sa ABS -om koji je 15x15x145 i ispada ravan. Naravno uradio sam ih već tridesetak. Da li bi tu bio problem kod "ljuljanja" podloge po jednoj osi?
Probao sam danas još jednom ABS+ na 243 C i nakon nekog vremena zaglavi filament, pretpostavljam da mu je niska temperatura. Mogu li ja poterati moj wanhao na recimo 250 na 24 časa? Naravno da bude bezbedno. Probao sam tu temperaturu za "odgušenje" nozle?
[ dr0id @ 18.05.2020. 15:05 ] @
Ja sam stampao ABS slicnih dimenzija na fabrickom Ender 3 na 230/80 bez ikakvih problema (osim prvog sloja tj. bed leveling-a, ali to je druga prica, reseno automatski). Kad sam kupovao gledao neke testove Ender 3 vs 5, nikakve tu razlike nije bilo u kvalitetu stampe i pored razlike u konstrukciji.
mnn:
Sad si mi ulio i nesigurnost u sistem u kom se bed preće po nekoj osi x ili y. Može li to biti problematično kod uzanih i visokih predmeta.
ne. problem gde se bed seta po Y osi je u tome sto je bed tezak.
kada imas promenu brzine kretanja moras da imas jako nisko ubrzanje/usporenje (acceleration) i jako male brzine kroz ugao brzine (jerk) inace imas artefakte po printu (ghosting) zbog toga sto cela stvar vibrira, i to je u "najboljem sluacaju", u najgorem slucaju se sve raspadne i razleti :D. ma koliko stavis jak motor za Y on kada naglo menja brzinu (ili u najgorem slucaju i smer) kretanja cele kontrapcije ceo sistem se napregne, kaisevi malo rastegnu, aluminijum malo savije i onda to vibrira malo dok se ne vrati u normalu i to se vidi kao ghosting problem. Da bi izbegao ghosting moras da imas ubrzanje/usporenje i prolaz kroz uglove jako jako spore sto u prevodu znaci sporo stampanje ... ti mozes u slajseru da namestis 100mm/sec brzinu stampe ali zbog limita sporog ubrzanja i malog jerk-a tebi brzina najcesce ne prelazi 10mm/sec
Citat:
mnn:
Sada radim jedan nosač sa ABS -om koji je 15x15x145 i ispada ravan. Naravno uradio sam ih već tridesetak. Da li bi tu bio problem kod "ljuljanja" podloge po jednoj osi?
ne, nema veze ljuljanje po jednoj osi. sta ti je koja dimenzija? ako ga radis 1.5x1.5cm u XY i 145 po visini to uspeva zato sto je osnova mala, tu mozes da imas problem da za mesec dana on uzme i "pukne" na par mesta po spoju slojeva ali za tako mali presek najverovatnije nece.
problem je ako uzmes i bacis to na bed i stampas tih 14.5cm po X ili Y onda bi ti se digli krajevi, cak i ako bi uspeo nekako da ih zagrejes deo bi se iskrivio posle nekog vremena .. "warping" ne pravi problem po visini ali pravi problem u XY ravni zato sto se zbog neravnomernog hladjenja svaki sledeci sloj kasnije skuplja i vuce coskove na gore-unutra, sile koje se javljaju na cokovima su u hiljadama njutna
Citat:
mnn:
Probao sam danas još jednom ABS+ na 243 C i nakon nekog vremena zaglavi filament, pretpostavljam da mu je niska temperatura.
abs+ se lepo stampa na 240, tako da nije to problem, problem ti je tu retrakcija, verovatno imas preveliku retrakciju i zato ti se blokira filament u heatbreak-u. smanji retrakciju i proveri da li ti se heatbreak dovoljno dobro hladi
Citat:
mnn:
Mogu li ja poterati moj wanhao na recimo 250 na 24 časa? Naravno da bude bezbedno. Probao sam tu temperaturu za "odgušenje" nozle?
ne znam sta je DS4 :(
D4S ima beds koji ide gore dole, ti spominjes bed koji ide napred nazad (levo desno) to nije D4S, nemam ideju sta je DS4 ... I3 wanhao ima bed koji ide napred nazad
poznajuci ostale wanhao modele, ako mu nisi menjao hotend, nemoj. wanhao normalno dolazi sa MK8/MK9/MK10 hotendom koji je ptfe lined. PTFE (teflon) kada se zagreje preko 245 stepeni krece da isparava neke neurotoksine tako da je cak i tih 243 na granici. sto se samog hotenda tice radice on ok na 250C, malo ce da nagori PTFE liner koji se relativno lako zameni ali ce atmosfera gde se stampa biti otrovna.
upgrade hotenda je kod svih tih kineza uvek znacajni pomak napred. Ako je to 4S on dolazi sa MK10 i imas direkt upgrade na full metal za njega od microswiss-a https://store.micro-swiss.com/collections/wanhao-duplicator-4s-1 (americka firma, pazi izgleda im je neko hakno sajt moj antivirus poludeo kad sam otisao tamo)
takodje njihov cnc narezan extruder plate i lever su mega do jaja upgrade u odnosu na onaj originalni plasticni uzas ...
ono sto moze da se uradi isto je da se zameni cela ta kontrapcija necim boljim, tipa da se stavi hemera ili tako nesto
za pocetak
1. smanji retrakciju da se ne bi blokirao
2. dodaj nesto za ciscenje filamenta, filament se elektrise jako i skuplja prasincinu na sebe, imas u voxxel-u eSUN box za filament iz koga vuces filament direkt u stampac, on susi filament cuva od prasine etc .. izmedju toga i stampaca turis da ti filament rpolazi kroz sundjer neki, ja uzmem kinder jaje, probusim gore dole gurnem unutra obican zuti sundjer (isecem) za sudove i pustim filament da prolazi kroz jaje tako da ga sundjer unutra stiska sa svih strana, sundjer posle kilo filamenta bude pun prasincine ... ta prasincina kada udje u nozlu ugljenise se i zapusi istu. znaci mora fidujes cist filament u extruder nikako prasnjav
dalje
* da li to sto stampas mora bude ABS?
1. PLA i PETG su laksi za stampu (mnogo)
2. i PLA i PETG mogu se stampaju na ispod 240C (normalno petg se stampao na 260 ali moderni petg se stampa na 240)
3. PLA je bio razgradiv
4. PLA i PETG ne warpuju skoro uopste, mozes da stampas plocu 20x20cm i nece se dici coskovi na obicnom 60-90C bedu
problemi sa PLA i PETG
- PLA je krt
- PLA pocinje gubi mehanicke karakteristike na 60C na 70C postaje mekan, na 80C gubi formu, ali do 60C je jaci od ABS-a i PETG-a
- PETG voli da se lepi sam za sebe tako da support petg+petg support se dosta tesko skida
- PETG ne voli overhang kao PLA, tu je negde kao ABS/HIPS/ASA
- PETG ne voli bridging - tu je negde kao ABS/HIPS/ASA
tako da razmisli da li ti je ABS neophodan, PLA je mnoooogo laksi za stampu, jeftiniji, cvrsci ...
[ bogdan.kecman @ 18.05.2020. 15:43 ] @
Citat:
dr0id: gledao neke testove Ender 3 vs 5, nikakve tu razlike nije bilo u kvalitetu stampe i pored razlike u konstrukciji.
razlika je oooooogromna u kvalitetu stampe, i "out of the box" i "after the upgrade" 5 je znacajno bolji 5pro jos bolji ako pricamo o stampanju na malo vecoj brzini, kada stampas sporo dodje na isto ... e sad kad gledas review brdo njih su pajseri koji nemaju pojma sta mere i onda oni kazu "ja sam u oba slajsera stavio 70mm/sec" a to sto je na ender5 acceleration 2000 a na ender3 300, sto je jerk na ender 5 200 a na ender 3 50 pa isti taj print sa 70mm/sec na ender3 traje 4 sata a ne ender5 traje 2.5h... sto ce reci ender3 tih 70mm/sec nije postigao tokom printa.. i slicno ... creality koristi razne trikove tu ali realno i original creality board i silent creality board su go..no al jbg za te pare...
[ dr0id @ 18.05.2020. 15:50 ] @
Onda sam se zeznuo, bas je tako bilo po review-ima, isti model sa istim podesavanjima i kao nema razlike. Mada sam razmisljao da radim komplet upgrade, probam klipper i sl. ali nista od toga, stavio Marlin i auto level, odstampao sta treba, smorio se podesavajuci i cekajuci (i slusajuci skripanje) i prosledio ortaku da on vadi oci...
Mada sad gledam, fino to deluje (ne znam za kvalitet/trajnost)
[ mnn @ 18.05.2020. 17:12 ] @
Citat:
bogdan.kecman
pitaj sta te zanima :D
Pa da pitam.
Sada koristim Wanhao duplicator 4S. Jedino kako treba uspevam da ga poteram sa njegovim Replicatorom G.
Citat:
abs+ se lepo stampa na 240, tako da nije to problem, problem ti je tu retrakcija
Ša je retrakcija?
Citat:
dodaj nesto za ciscenje filamenta
Ovo sam ignorisao do sad, a ovi u Voxellabu obavezno navedu da je obavezna upotreba. Sad ću da pogledam kako da to izvedem. Dobro ti je to ovo sa kinder jajetom, ali to se trenutno ne koristi kod mene. Naćemo ga nekako.
Citat:
da li to sto stampas mora bude ABS?
Sad vidim da ne znam da li mi je neophodan? Mislio sam da je čvršći od PLA, ovo oko biorazgradivosti me je bunilo, ali to se valjda odnosi na desetine godina?
Zanima me guma. Probao sam malo TPE ali nije dobro. Zamislio sam da sa njim obložim rubove kutija ili bokove.
[Ovu poruku je menjao mnn dana 18.05.2020. u 18:24 GMT+1]
[ Predrag Supurovic @ 18.05.2020. 19:45 ] @
Kad ste kod čistača filamenta, videh na nekolik mesta da preporučuju da se u čistač kapne malo ulja. Malo sam podozriv prema ulju na filamentu. Da li je neko probao?
[ SaleB81 @ 19.05.2020. 01:11 ] @
Retrakcija je suprotan smer kretanja motora ekstrudera, povlaci plastiku nazad, koristi se da se izbegnu naslage viska plastike na spolasnjim povrsinama onoga sto se stampa. Recimo retrakocijom podesavas da li ce doci do niti izmedju odstampanih delova. Kod fleksibilnih materijala retrakcija je iskljucena. Kod retrakcije podesavas brzinu, udaljenost vracanja i udaljenost u ravni preko koje retrakcija pocinje da se koristi. Ja sam na mom trenutnom stampacu zadovoljan kako on radi sa PLA; ABS sam malo koristio probe radi, jer mi njegove koristi ne znace, a mane me nerviraju; TPE nisam uopste. PLA je na sobnoj temperaturi savrseno krut i jeftin za stampu, ali i krt. ABS je zilav i elasticniji od PLA, a prednost mu je sto moze acetonom da se ulepsa i izravnja povrsina posle stampe, a mana izdizanje coskova zbog neravnomernog hladjenja. Mnogi strani testeri i komentatori izdizu ABS znacajno iznad PLA, ja te prednosti nisam uspeo da ustanovim. Takodje znacajna prednost PLA u mom slucaju je sto ABS moze proizvoditi toksicna isparenja tokom stampe, a posto stampam u stanu u prostoru u kom boravim ta razlika mi je znacajna.
Ja sam cvrsto odlucio da moj sledeci stampac mora imati podlogu koja se krece samo po Z. Izuztno mi se svidja Ender5 (da sad kupujem prvi stampac uzeo bih njega), ali dok bih na njega dodao sve sto mi kod njega smeta, za te pare mogu i sam da ga napravim. Te ideje trenutno malo remete ova usporenja u medjunarodnom postanskom saobracaju. Meni recimo visina nikad nije bila znacajna, ali mi je povrsina 185x185 vise puta bila mala. Ja bih recimo pravio 250x250 ili 300x300 sa visinom 200 sto komercijalno nije dostupno. Mnogo je lakse i jeftinije dodati visine na istu bazu, nego povecavati bazu, a izbeci njeno naginjanje i uvijanje. Dugo mi je paznju privlacio CoreXY pristup, ali ono sto su uradili na Ender5 je mnogo jednostavnije i teze je pogresiti u samogradnji.
Za tvoju primenu mislim da neces imati mana sa PLA, ako se ono sto pakujes u kuciste ne greje iznad 70 stepeni i ne stoji leti na suncu.
[ bogdan.kecman @ 19.05.2020. 01:13 ] @
Citat:
mnn:
Sada koristim Wanhao duplicator 4S. Jedino kako treba uspevam da ga poteram sa njegovim Replicatorom G.
to je makina u limenoj kutiji gde bed ide gore dole? cisto da znamo da pricamo o istoj masini.
nije to losa masina. glavna mana tih masina je elektronika. ta elektronika je go .!.
realno ja bi prvo upgradeovo to na duet2ethernet pa tek onda radio bilo sta drugo
sledeci upgrade bi bio najverovatnije hemera hotend+extruder
Citat:
mnn:
Ša je retrakcija?
kada radis pomeraj od tacke A do tacke B i pri tom radis extruziju ono sto se desava u realnom zivotu je da ti plastika koja izlazi iz nozle "kasni" za pomerajem. posto plastika nije nestisljiva u pocetku se pravi pritisak u samoj glavi ali plastika ne izlazi, taj pritisak onda postoji do tacke B i u tacki B kada ti ocekujes da prestanes da extrudujes ono zbog pritiska curi i dalje i ti sada ako se mrdnes do tacke C da bi tamo nastavio extruziju on curi sve vreme i ostavlja za sobom trag od plastike. to je u 3d stampi takozvani "stringing". da bi to resio ti na kraju pokreta u tacki B uradis retrakciju, tj. povuces malo filamenta nazad i time prvo oslobodis pritisak u glavi + napravis malo vakuuma i povuces i ono sto je ostalo u vrhu nozle nazad u heating chamber kako ne bi iscurelo. to je najjednostavniji nacin za resavanje tog problema, nije mnogo dobar ali jeftino radi posao. sta je sad tu problem, kada ti uradis retrakciju deo zagrejanog filamenta ode nazad u heat break i kada nastavis da stampas kada gurnes filament nazad on hoce tu da se "nabudzi" (swelling) i da se stisne o stranice cevke u kojoj se nalazi i nece da ide dalje (blok). zbog toga se ide sa limitiranom retrakcijom (do 1mm kod direct drive ili do 6mm kod bowden extrudera) ali cak i limitirana retrakcija ne radi posao ako je cesta jer cimanje filamenta gore dole dovede do istog problema. inace problem sa pritiskom se mnogo bolje resava sa pressure advance ili linear advance algoritmima, ni oni ne resavaju problem skroz ali ga resavaju mnogo bolje nego cista retrakcija, tako da je kombo minimalne retrakcije + neki pressure/linear advance (razliciti firmware-i zovu razlicito i iimplementiraju razlicito algoritam) daje mnogo bolji kvalitet stampe - bolje coskove, manje stringinga..
Citat:
mnn:
Citat:
dodaj nesto za ciscenje filamenta
Ovo sam ignorisao do sad, a ovi u Voxellabu obavezno navedu da je obavezna upotreba. Sad ću da pogledam kako da to izvedem. Dobro ti je to ovo sa kinder jajetom, ali to se trenutno ne koristi kod mene. Naćemo ga nekako.
ili uzmes iseces parce sundjera, presavijes preko filamenta, ustines stipaljkom i eto ga, samo zakacis na nesto tako da sundjer slucajno ne udje u extruder i kraj price .. znaci mnooogo bitno da ukines prasinu koja ide ka extruderu
Citat:
mnn:
Sad vidim da ne znam da li mi je neophodan? Mislio sam da je čvršći od PLA, ovo oko biorazgradivosti me je bunilo, ali to se valjda odnosi na desetine godina?
ne, nisu u pitanju "desetine godina" u pitanju je kratko vreme ali posebni uslovi. PLA je razgradiv u kompostu odredjene kiselosti na temperaturi preko 60C
ako ces deo da koristis na temperaturama ispod 60C PLA je idealan materijal, nije otrovan, razgradiv je, cvrst je. tezi je i cvrsci od ABS-a. Cak stavise PLA je jedan od najcvrscih materijala koje mozes naci medju termoplastikama.
Citat:
mnn:
Zanima me guma. Probao sam malo TPE ali nije dobro. Zamislio sam da sa njim obložim rubove kutija ili bokove.
guma je super ali je smor za stampu, fina mekana guma zahteva hemeru ili flexion ili slicno nesto .. realno hemera je tu najbolje resenje ovih dana
ima cvrscih guma koje se lako stampaju ali nisu bas korisne ... sa druge strane pisao sam o layfomm i slicnim lay* filamentima ja ovde na forumu, layfomm otstampas, bacus u vodu 24h izvadis iz vode i on je ko sundjer, vrhunski mekano, porozno, a ima i layfelt i raznih drugih lay* filamenata koji se stampaju normalno, mogu sa bowdenom, a kad provedu dan dva u vodi postanu dosta drugaciji (Kai mixuje tu razne tipove plastika sa PVA i PVA drzi to cvrsto, kada gurnes u vodu PVA se rastvori i ostanu samo ostale plastike a umesto PVA ostane rupa :D i materijal promeni svojstvo)
[ bogdan.kecman @ 19.05.2020. 01:14 ] @
Citat:
Predrag Supurovic:
Kad ste kod čistača filamenta, videh na nekolik mesta da preporučuju da se u čistač kapne malo ulja. Malo sam podozriv prema ulju na filamentu. Da li je neko probao?
Da li ti je poznat neki izvor linearnih vodjica kod nas povoljniji od Mehatrona iz Kragujevca?
Ja sam se gotovo odlucio za SGR/SGB tip vodjica, jer sve mane kineskih kuglicnih sistema koje su ljdi navodili se odnose na kvalitet kanala za kuglice i samih kuglica, a ovde posto nema kuglica nego su lezajevi, ocekujem da nece biti problema, sa krajnjom opcijom da se zamene lezajevi u kolicima ako bas bude neophodno.
[ bogdan.kecman @ 19.05.2020. 02:09 ] @
Citat:
SaleB81:
Da li ti je poznat neki izvor linearnih vodjica
imam uzasna iskustva sa svom linearnom tehnikom sorsovanom u srbiji. najmanje problema sam imao sa lagertonom, i to samo za opremu gde mi onaj momak iz lagertona kaze "ovo imamo kinesku varijantu i imamo SKF ili .. " i onda uzmes SKF ili .. i to je stvarno vrh original radi 1/1 .. kosta ali radi .. e sad nikad meni ne trebaju neke tone toga tako da dal je 3000din ili 6000din nije neka razlika realno ako radi posao
kineske sine nisu lose ako ih "prepravis" tj, kupis nemacke ili americke kuglice, uzmes kineske sine, izvadis kuglice, operes sve lepo u alkoholu, stavis americke kuglice i podmazes, radi vrhunski dobro, oni jedino sa kuglicama imaju problem. sto se kanala tice nema tu nekih problema, mozda za milling gde imas velike sile kanali nisu okaljeni kako treba ali za nase potrebe to radi 1/1 samo mora se zamene kuglice kvalitetnim nemacki, svedskim, americkim... kinezi imaju problem sa pravljenjem kuglica od uvek, tek od pre 5-6 meseci imaju tehnologiju da prave npr kuglice za hemisku olovku, do pre 5-6 meseci su bili najveci proizvodjac hemiskih olovaka ali su kuglice te sto idu u vrh kupovali negde iz evrope... tako da i de kuglice u vodjicama ne valjaju, ostalo je skroz ok.
inace original hiwin nije skup kada imas mogucnost da ga doneses iz nemacke.
ako nemas heated chamber mozes da razmislis o kliznim vodjicama od drylin-a, vrhunski rade posao za 3d stampu, sta je rad, nisu tek tako "glatke" kao kuglicne ALI ta nesavrsenost savrseno popije vibracije, ja sam jedan wanhao duplicator i3 prebudzio na drylin i ghosting se dezintegrisao :D .. taj otpor koji imas zbog plastika-plastika ili plastika-aluminijum trenja unisti vibracije... jedino je bitno uzeti pravilne uredjaje posto ljudi uzmu recimo za sipke drylin/igus lezajeve a ne uzmu pravilne alu sipke nego koriste stare celicne, takodje imas 3 vrste lezajeva, ono sto ljudi uglavnom uzmu pa im ne valja su lezajevi koji su planirani da budu "ugurani" u alu blok precizno obradjen sa jako preciznom rupom koja ce da ga "stisne" i onda oni stiskaju plastikom, nije to to, za 3d print ili kupis gotov blok ili uzmes koji su vec gurnuti u alu cevku i slicno .. mada njihove sine su meni vrh .. na primer https://drylin-linear-guides-e...s.tools/design/n?l=en&c=US drylin N verzija, aluminijumski rail i drylin klizac .. mada su i T i W skroz do jaja ... da ne pricam o gotovim vrhunskim paketima: https://www.igus.com/info/belt-driven-linear-actuator ili https://www.igus.com/info/drive-technology-linear-modules ... sve u svemu to ne kosta previse ako mozes da doneses iz evrope, ja sam recimo ovo sto sam ugradjivao u i3 platio skoro 3x koliko kosta u nemackoj od lokalnog distributera da ne pricam da je igus poklanjao te stvari ljudima da probaju .. ono 5-6 klizaca i te fore njima nije nista a mene izadju ovde 500eur kad se svi ugrade :( ... tako da je velika razlika dal imas nekog da ti donese iz nemacke ili mora kupujes regularno u srbiji od "reselera"
Citat:
SaleB81:
Ja sam se gotovo odlucio za SGR/SGB tip vodjica, jer sve mane kineskih kuglicnih sistema koje su ljdi navodili se odnose na kvalitet kanala za kuglice i samih kuglica, a ovde posto nema kuglica nego su lezajevi, ocekujem da nece biti problema, sa krajnjom opcijom da se zamene lezajevi u kolicima ako bas bude neophodno.
isti je problem kuglice u lezajevima su uzas, nisu okrugle, pucaju, krune se... treba naci lezajeve koji imaju taj usek u sebi koji odgovara sini, nije tako jednostavno, bolje odma trazi resenje koje radi a ne koje ces da budzis ...
mada pazi ovo, ja sam narucio 10tak sina sa aliexpresa, znaci kina kina kina, MBN12H .. znaci 12mm sina klasicna hiwin kopija kineska, malecna .. od 10tak (tj mozda 20tak tacnije al nebitan broj) osim jednih kolica sve sine+kolica su bile 1/1 tako kako su stigle, nisu zahtevale nikakvo sredjivanje, budzenje etc.. luft nista, klizi idealno sve bukvalno 1/1 ... 1 kolica nisu valjala imala su lufta i kocila su, otvorio, oprao, nasao jednu slomljenu kuglicu i falilo je jedno 10tak kuglica, iz kesice koju sam dobio uz te sine sa rezervnim kuglicama uzo dodatne kuglice napunuo do kraja spojio podmazao i ta kolica rade 1/1 .. sve to vec preko godina dana radi 24/7 bez ikakvih problema ... tako da, ma koliko sam sa HGW20/25/30 imao uzasnih problema sa kineskim kolicima pre par godina (resio tako sto sam kupio kolica nova u lagertonu) ove MBN sine+kolica iz kine su se pokazale vrhunski dobre a kostaju neku potpunu sicu... sad je malo problem, nece biti neko vreme jeftinog slanja iz kine nasa posta je pojela g. sa onim strajkom al ..
elem, igus drylin je dodatno do jaja posto su sine od aluminijuma pa su i mnogo lakse od ovih celicnih, takodje, igus ima sine koje su vec na konstrukcionom profilu tako da mozes pravis masinu direkt od njih :) https://www.igus.com/product/737
dusu dalo za karteziski model za X sinu koja nosi glavu a krece se po Y osi
[ bogdan.kecman @ 19.05.2020. 02:14 ] @
Citat:
Predrag Supurovic:
Da li je neko probao?
ti si nov u ovome pa evo jedan jako koristan link koji objasnjava jos neke nelogicnosti koje veliki broj pocetnika svati pogresno, kontam da ovi ostali seniori ovo vec sve znaju nego se potsetih na link kad sam ti trazio ovo za oiler :D pa evo ga
Jbg, stradao klizni ležaj ili više njih. Prvo povremeno krckanje a zatim zaglavljivanje. Rastavim i konstatujem da su stavili one kraće LM8 klizne čaure koje ne mogu naći ( LM8SUU dužine 17 mm ). Poručio iz Kine ali ko zna kad će to da stigne. Zna li neko ko bi mogao da drži tako šta?
Kad ih probam pojedinačno, oni klize po šipci ali mi se čini da imaju lufta pa valjda zbog toga zaglavljuju. Da li bi pomoglo da ih namažem sa masti da proguraju dok mi stignu novi iz Kine?
[ bogdan.kecman @ 25.05.2020. 19:31 ] @
imas u lagertonu
[ mnn @ 25.05.2020. 19:49 ] @
Njih nisam zvao. Ovo iz kataloga mi je sve predugačko. Dužine 25 kojih imam i ja . Meni treba dužina 17 mm.
Probaću ih sutra zvati.
[ SaleB81 @ 25.05.2020. 19:53 ] @
@bogdan.kecman:
Iz nekog razloga nisam dobio mail od sajta, pa sam tek sad procitao tvoj odgovor.
Vezano za Igus, ja vec godinama koristim tvoja kucista i u njima Igus RJ4JP i nema zveckanja, niti buke, nista ne glavi. Kako spomenem negde na stranim sajtovima Igus, njih bije prica da nisu pogodni za nagle promene smera, da je potrebna mnogo veca snaga motora, za njih nego za kuglicne sisteme, da gube korake, da je Nema17 slab itd. Meni se recimo izuzetno svidja Igus sistem baziran na ovoj sini:
Cena je vise nego prihvatljiva za zapadni proizvod. Ako bih se odlucio za njihove klizace, onda bih odabrao i neku od navojnih za Z i zaokruzio pricu.
@mnn:
ja sam pre neku godinu za moj stampac narucio kineske Igus klizne, odstampao bogdanova kucista sa thingiversa i spasao se buke. Ako si zaniteresovan, morao bih da pogledam koliko ih jos imam, a morao bih da znam i koliko tebi treba.
[ mnn @ 25.05.2020. 20:05 ] @
Citat:
SaleB81
ja sam pre neku godinu za moj stampac narucio kineske Igus klizne, odstampao bogdanova kucista sa thingiversa i spasao se buke. Ako si zaniteresovan, morao bih da pogledam koliko ih jos imam, a morao bih da znam i koliko tebi treba.
Naravno da sam zainteresovan.
Treba mi za jednu osu. Sad gledam kako bi to mogao ubaciti pošto je to limeno kućište i sve je skučeno
[ bogdan.kecman @ 25.05.2020. 20:12 ] @
N sina je do jaja :)
"na stranim sajtovima" ima 99.9% ljudi koji pojma sa pojmom nemaju, na
zalost :(
inace igus linearci mnogo bolje rade na eloskiranim alu sinama nego na
celicnim ali rade ok i na celiku, ja sam uzeo za M150 original od igusa,
kostalo me skuplje 8 linearaca i 4 sine nego ceo m150 :( al sta je tu je
.. i da, kada se gurne u kuciste to radi 1/1
osnovna 2 problema sa igusom
1. ako ne uzmes alu sine, treba mu jedno 10-20 radnih sati da "legne
kako treba" na celicnu i onda radi ko zmaj
2. ako ti nisu sine paralelne ili ti nije dobar carriage onda ce da
"binduje" tj da zapinje, jer je mnogo bolji fit nego sa kineskim
kuglicnim linearnim koje imaju po 1mm lufta tako da ako to spojis
nepazljivo naravno da nece da radi
sto se tice toga da im treba veca sila za promenu pravca, to je
budalastina, treba im veca sila nego za kuglicne to je sigurno, ali
nista nije potrebna veca sila za promenu pravca, cak stavise, treba
manja sila za promenu pravca jer dobar deo inercije popije sam igus
koji tezi da stane .. ali svakako igus trazi veci tork motora nego
kuglicni, e sad ovi sto guraju pateticne motore sa pateticnom strujom i
drajverima gde ne mozes nista da menjas, jbg, oni svakako ne mogu da
ocekuju neki kvalitet
[ Predrag Supurovic @ 25.05.2020. 21:00 ] @
Citat:
bogdan.kecman:
imas u lagertonu
Auu, kako im je grozan sajt.
[ bogdan.kecman @ 25.05.2020. 21:19 ] @
pazi 1. umeju da odgovore na mail 2. imaju cudo korisnih stvari na lageru
jedini problem sa njima je sto nece seku na meru, sve ostalo ja sam
prezadovoljan, saradnja vec 10 godina i nikad problem nisam imao
Ja sam se preporodio kad nisam morao vise da slusam zvecanje kuglica. Znam, citao sam ja dosta toga u Igus brosurama. Da su prilagodjeni za aluminijum, da treba voditi racuna da na dve paralelne ose ovek idu na jednoj potpuno fiksna kolica, a na drugoj kolica sa luftom u jednoj od osa da bi mogli sami da kompenzuju sitne greske u paralenosti. Opisali su oni i nacin i redosled stezanja i svasta nesto, ali pitanje je da li to ljudi citaju. To je ono dokle ja mogu da razumem, e kad krene prica o silama i momentima i formulama na osnovu cijih rezulatata korisnik moze da proceni da li je konkretan element pogodan za njegovu primenu ili ne, tu se vec gubim. Ja racunam prosto, ako se ovaj M150 sa aluminijumskim ozicenjem ne buni, zasto bi se bunio bilo koji stampac bolji od njega.
Planiram nesto (mozda sam i pisao ranije, ne secam se) u kosturu od 30x30 profila, korisne povrsine 300x300 verovatno, kartezijski, sa podlogom pokretnom samo po Z. Stigla mi je jesenas SKR 1.3v 32bit elektronika, s 3.5 touch ekranom i (mislim) tmc2208 drajverima. Grejac je ostao da treba da se naruci kad se odlucim o tacnoj velicini. Motori su se izgubili u tranzitu, imam dva samo od po 2.5A. Nesto traka ili remenica sto glatkih sto nazubljenih imam i kaiseve isto imam, ali sam i tu planirao Gates da uzimam, svakako za vreme mogu i ovi da posluze. Imam nekoliko varijanti E3D V6 clone, jedan je full metal, ostali su s manjim ili vecim komadom teflona. I ostali su linearci da se naruce. Sad razmisljam dok se ova situacija ne ispegla da narucim od Igusa sta god mogu i da spakujem s delovima koje imam, eventualno kod nas da uzmem motore, pa kasnije da menjam sta treba kad se situacija promeni.
Podloge sam uzimao u obzir razne, ali na kraju ce najverovatnije biti samo staklo. Ja sam ovde koristio lak na staklu uspesno, ali sam primetio da print jako dobro drzi za samo staklo bez iceg, kada je potpuno cisto. I onda sam razmisljao da se manem PEI i drugih savremenih opcija koje stare i menjaju se kad se istrose i da napravim nekoliko staklica koje cu da menjam po potrebi. Podloga ce biti aluminijum (5mm mislim da je dosta) u 20x20 okviru sa dva ili tri navojna vretena, mislim da je tri bolje, koja su u dnu povezana na jedan motor. To resenje mi deluje kao najprakticnije, eliminise uvijanje i naginjanje, a i dalje koristi samo jedan motor.
Sad samo jos treba sve to nacrtati.
[ bogdan.kecman @ 25.05.2020. 22:21 ] @
Citat:
SaleB81:
Ja sam se preporodio kad nisam morao vise da slusam zvecanje kuglica.
sta znam, meni je tolika buka u radnoj sobi da je potpuno nebitno :( ali meni je kvalitet znacajan, mnogo bolje radi + sam ja morao svejedno da menjam te linearne lezajeve jer je na jednom mom bilo pun k. zardjalih kuglica :(
SaleB81:
Ja racunam prosto, ako se ovaj M150 sa aluminijumskim ozicenjem ne buni, zasto bi se bunio bilo koji stampac bolji od njega.
ja sam sve zice zamenio, majku oca #%$^_&%_#$%&^#$^_) kinesku i aluminijumskim i gvozdenim zicama... evo sad jednu staru masinu treba isto da prezicim celu (6 godina stara) posto negde gubi kontakt za ntc od extrudera i negde gubi kontakt za 19V grejaca za bed i prsne print u pola posla kad to izgubi kontakt i sad mora celu masinu prezicim a sve sitno a ja em corav em debeli prsti :( em guzva, verovatno cu samo otkacim celu masinu pa cu opravljam kad se preselim
Citat:
SaleB81:
Planiram nesto (mozda sam i pisao ranije, ne secam se) u kosturu od 30x30 profila,
to zato sto metalionline imaju 3030 ? ili ?
ja nikako nisam ljubitelj 3030 profila, nekako su mi najgori, ili 4040/4545 ili 2020 ili idealno kombo 2020/2040/4040 + su 3030 najskuplji po kilogramu koje sam do sada vidjao
SaleB81:
. Stigla mi je jesenas SKR 1.3v 32bit elektronika, s 3.5 touch ekranom i (mislim) tmc2208 drajverima.
ta skr elektronika je uzas potpuni :(
ako je teras sa smoothieware (koji je do jaja firmware) ima bagova koliko oces (na normalnoj elektronici nema)
ako je teras sa marlin2 (koji je g..no neopisivo) tu se bagovi ne vide posto marlin ne ume da koristi 32bitni mcu uopste vec ga vidi kao "malo brzi 8bitni sa malo vise memorije" onda radi ali fuj marlin
ispruzi se za duet2ethernet (ili duet2wifi) + paneldue + duex5 i da vidis sta je uzivancija :D
Citat:
SaleB81:
Grejac je ostao da treba da se naruci kad se odlucim o tacnoj velicini.
vidi ima raznih kineza ne samo kenovo koji rade grejace i moze se dogovori za mnogo nizu cenu nego za kenovo cisto da znas
Citat:
SaleB81:
Motori su se izgubili u tranzitu, imam dva samo od po 2.5A.
imas motore ovde kod nas da kupis skroz korektne za ok cenu + jeftini kinezi su beskorisni za mikrosteping + ako ides na corexy mozes da montiras i nema23 motore (manje para, veci tork za istu struju) posto su svi staticni :D ... racunaj samo ako pravis jubilee treba ti 3 motora za Z
Citat:
SaleB81:
Nesto traka ili remenica sto glatkih sto nazubljenih imam i kaiseve isto imam, ali sam i tu planirao Gates da uzimam, svakako za vreme mogu i ovi da posluze.
ebay - japanski prodavac (salje iz japana), mozes da nadjes gates original za dosta nize pare nego da ga narucujes iz nemacke ili usa
razlika gates vs kinez - d0000000pe i oko
Citat:
SaleB81:
Imam nekoliko varijanti E3D V6 clone, jedan je full metal, ostali su s manjim ili vecim komadom teflona.
ako vec pravis celu masinu sacekaj da je zavrsis pa odluci koji extruder i hotend ali danas
- najbolji ceo koncept deluje da je hemera
- najbolji hotend mosquito (original, klon nije ni za .!. zali boze 60eur)
- najbolji extruder bmg (klonovi su do jaja)
tako da mislim da ti je hemera tu najbolje resenje bez zezanja sa klonovima
Citat:
SaleB81:
I ostali su linearci da se naruce. Sad razmisljam dok se ova situacija ne ispegla da narucim od Igusa sta god mogu i da spakujem s delovima koje imam, eventualno kod nas da uzmem motore, pa kasnije da menjam sta treba kad se situacija promeni.
gledaj ako mozes igus da narucujes nekako da preskocis lokalne derace
Citat:
SaleB81:
Podloge sam uzimao u obzir razne, ali na kraju ce najverovatnije biti samo staklo.
najbolja podloga na univerzumu je printbite, ja ga imam na svim printerima i nenad$#@%biv je ... bolje nema
staklo je prvo sledece
Citat:
SaleB81:
Ja sam ovde koristio lak na staklu uspesno, ali sam primetio da print jako dobro drzi za samo staklo bez iceg, kada je potpuno cisto.
da, i onda otstampas nesto sto ima podlogu 20x20cm i probaj da ga skines sa stakla :D nema teorije da ne slomis staklo, cak stavis oce da se "razlepi" staklo da skines svoj objekat i sa njim gornji sloj stakla.. PVA lepak se stavlja na staklo da bi lakse skinuo print, ne da bi se bolje zalepio :)
Citat:
SaleB81:
I onda sam razmisljao da se manem PEI i drugih savremenih opcija koje stare i menjaju se kad se istrose i da napravim nekoliko staklica koje cu da menjam po potrebi. Podloga ce biti aluminijum (5mm mislim da je dosta) u 20x20 okviru sa dva ili tri navojna vretena, mislim da je tri bolje, koja su u dnu povezana na jedan motor. To resenje mi deluje kao najprakticnije, eliminise uvijanje i naginjanje, a i dalje koristi samo jedan motor.
pogledaj jubilee planove, 3 ose sa 3 motora, true bed leveling sa 3 nezavisna motora, toolchanger .. kad vec pravis jbg .. to ti je duet fora :D https://www.youtube.com/watch?v=ItAonH9IVy0
[ Predrag Supurovic @ 26.05.2020. 00:12 ] @
Citat:
bogdan.kecman:
imaju cudo korisnih stvari na lageru
Šta vredi kad je sajt takav da ne možeš da pregledaš šta im, a i ako nađeš, ne znaš kako da poručiš osim da pišeš imejl izgleda. Web shop je neverovatno loš. Još nisem video nešto onako. Ima samo pretraga u koju moraš da ukucaš oznaku proizvoda (koju moraš da znaš napamet) i ne smeš da promašiš ni znak razmaka, crtu, čak ni veliko slovo.
[ bogdan.kecman @ 26.05.2020. 00:25 ] @
ma sajt je potpuno beskoristan :( i ja bi voleo da im je sajt bolji, ali
jbg ... kapiram ih ja, imaju "dovoljno posla ovako", da nemaju posla
uveli bi oni bolji sajt, uveli bi secenje na meru, uveli bi svasta
nesto, al za sada ne moraju..
ali meni je ok da je sajt los ako odgovaraju na mail, eno metali imaju
ok sajt ali ne znaju da odgovore na mail jbg .. za lagerton ja se na
sajtu informisem otprilike o cemu se radi onda sinem mail "ocu pravim
X", treba mi otprilike Y, sta mi savetujete da imate na lageru, onda
obicno dobijem imamo Y ali bolje ti je Z imamo Z od sveda i imamo od
kineza, cena A i cena B a mozes da pogledas i ovo to isti imamo kinesko
ali je jako kvalitetno i cena C
ti odlucis, promenis 2-3 maila i narucis
naravno brze to ide telefonom ali nesto sumnjam da bi mi se neko javio u
2 nocu da prica o lagerima :D
[ SaleB81 @ 26.05.2020. 00:29 ] @
Jubilee deluje impresivno, ali mnogo mi je to para u ovom trenutku. Elektronika moze da se zameni, ekstruder takodje, linearni sistem moram da platim u startu, jer je on jedna od osnovnih komponenti urejdjaja. Kad budem imao uredjaj koji radi onda ce mi biti mnogo lakse da dam 500e za jos par sitnica kao sto su originalan ekstruder i najboja elektronika. U startu radice i ova varijanta mnogo boje nego trenutno resenje.
Zasto 30x30? 20x20 mi deluje previse slab, a 40x40 nepotrebno masivan, pa sam tako dosao do 30x30. Ali, to moze i 40x40 da bude ako ima prednosti u pogledu krutosti masine. 40x40 bi se lepo uklopio sa Igus N 40mm sinom.
Inicijalno sam ja planirao CoreXY i poceo da skupljam delove za njega, ali gledajuci veliki broj ljudi koji su imali problem da zadrze idlere i pod oterecenjem u osi, malo sam se uplasio tog resenje i tad mi je delovalo privlacnije i jednostavnije da bude jedan motor po osi.
M150 je 215x215, 300x300 je iz te perspektive mnogo veci. Ne, ozbiljno, visine mi nikad nije nedostajalo, ali se desavalo da mi fali 5-6cm dijagonale.
Kad sam birao elektroniku, planirao sam Marlin, pa nisam ni uzimao u obzir kako se slaze smoothiem.
Po nekoj prici nekog iz Igus-a sa jedne FB grupe (mada to nije bilo tako skoro), ako postoji cena u lokalnoj valuti (sto za nas sad postoji) Igus narucenu robu salje distributeru, a on prosedjuje klijentu po cenama sa sajta +pdv +lokalna dostava; ali to nisam testirao. Ako mi potvrde da to tako stvarno moze, narucicu, ako ne, mislim da mogu da organizujem i da neko naruci sebi pa donese.
To za PVA nisam znao. Mogu ja da uzmem i printbite. Nije problem platiti proveren proizvod,
[ bogdan.kecman @ 26.05.2020. 00:35 ] @
vidi meni se marlin iskreno gadi posle svih ovih godina, tu plocu
najbolje da iskoristis tako sto je spojis na RPI i na RPI teras KLIPPER
a plocu koristis kao "stepepr generator" i izbegnos g. od marlina ..
4040 je po meni mnogo bolje od 3030 mada evo uzeo sam e3d motion system
sa toolchangerom i on je radjen sa 3030 i 6030 sta znam .. 4040 mi je
mnogo bolji
printbite stvarno svaka preporuka, nije jeftin, ali kida koliko je dobar
... mada vidi, staklo + hairspray stvarno radi extra za 99% materijala
ako nece da se cimas sa jubile konceptom onda ti je bolje pravi taj I3
koncept kao sto je m150 samo veci, to je najjeftinija varijanta
[ mnn @ 26.05.2020. 07:16 ] @
Citat:
LM8SUU 8*15*17
bogdan.kecman
imas u lagertonu
Nemaju ni oni ovako kratke
[ vucko47 @ 10.12.2020. 16:52 ] @
Aj da uletim i ja u ovu temu . Razmisljam se o kupovini prvog 3d printera i nemam nikakvo iskustvo sa tim sokocalima. Do sada sve sto mi je trebalo sam radio u 3d eksportovao .stl fajlove i slao na stampanje kojekude i kojekome. Printer bi koristio za stampanje kucista za elektroniku, drzaca, nosaca i slicnih gluposti i sitnica sto znaci cisto amaterski i iz hobija. Ono sto me zanima je da li kupovati delove pa sklapati tako nesto ili jednostavno kupiti Ender 3 pro za nekih 230e na kp? Nemam nameru da istresam neki veci novac za nesto sto ce mi vise stajati u cosku nego sto ce nesto korisno da radi. Ovaj Ender 3 pro sam uzeo kao primer jer se pominje gde god da kliknes. Pa sad, ako moze preporuka za nesto u cenovnom rangu do maksimalno 300e bilo da samostalno pravim bilo da gotovo kupujem.
Ako sam omanuo temu otvoricu novu a post moze da se brise.
vucko47:
Aj da uletim i ja u ovu temu :). Razmisljam se o kupovini prvog 3d printera i nemam nikakvo iskustvo sa tim sokocalima. Do sada sve sto mi je trebalo sam radio u 3d eksportovao .stl fajlove i slao na stampanje kojekude i kojekome.
to ti je i dalje najjeftiniji i najbrzi nacin, usluzno stampanje je bedza, ako ti nije neophodno "sad i odma", mnogo ti se vise isplati da sines STL nekom da ti to printne (naravno ne pricam o high end stampi, no takav stampac svakako neces kupiti)
Citat:
vucko47:
Printer bi koristio za stampanje kucista za elektroniku
ja sam pre 12 godina usao u celu pricu zbog kucista za elektroniku i to je jedino za sta gotovo uopste ne koristim 3d printer... 10000000x ti se vise isplati da kupis laser cutter ili neku mini glodalicu nego 3d printer, mnooogo se lakse prave kucista za elektroniku sa tim spravama... 3D stampa je fancy ali
- PLA koji se jedini "ok" i lako stampa na tim jeftinim stampacima nikako nije za elektroniku u iole ozbiljnoj varijanti, ne podnosi temepraturu, ne podnosi udarce...
- ABS, ASA, HIPS- prilicno zapaljiv, u proizvodnji se koristi sa dodatkom fire-retardant dodataka koji kada se dodaju u filament bude 100x tezi za stampu a realno sve vece od 4x4x4cm zahteva "heated chamber" i to realno na jeftinim stampacima ne radi
- PC (polikarbonat), PA (najlon) su vrh za kucista jedino sto to nema teorije da stampac kucista na jeftinom stampacu
- PETG - ovo je donekle upotrebljivo ali ima par ozbiljnih problema - do jaja je lepljiv tako da ako ti negde treba podrska to se uzasno tesko skida, ne obradjuje se lepo i overhanzi su uzasni tako da je ok za "ravne" linije, al takvu kutiju opet brzi i jeftinije napravis na laseru + petg je poskup
o ostalim materijalima tek nema svrhe pricati na sub 2000eur masinama
Citat:
vucko47:
, drzaca, nosaca i slicnih gluposti i sitnica sto znaci cisto amaterski i iz hobija. Ono sto me zanima je da li kupovati delove pa sklapati tako nesto ili jednostavno kupiti Ender 3 pro za nekih 230e na kp? Nemam nameru da istresam neki veci novac za nesto sto ce mi vise stajati u cosku nego sto ce nesto korisno da radi. Ovaj Ender 3 pro sam uzeo kao primer jer se pominje gde god da kliknes. Pa sad, ako moze preporuka za nesto u cenovnom rangu do maksimalno 300e bilo da samostalno pravim bilo da gotovo kupujem.
pa ako nemas iskustva + nemas printer gde ces da printas "delove" koji ti fale najbolje ti je resenje ender3pro ili ender5(pro) ili neki cr10 i vozi misko ali racunaj da su to PLA only masine, sve ostalo na njima radi bas "jedva"
[ vucko47 @ 10.12.2020. 23:22 ] @
Jeste usluzno stampanje jeftino al dok ja posaljem fajlove nekome pa dok se taj neko skani da pogleda onda i uradi pa slanje ili jurenje po gradu... Kad sve to stigne do mene obicno zavrsi negde na stolu i tako stoji dok se nadje vreme za gluposti.
Iskustva nemam u radu sa tim stampacima ali nikakav problem nije da samostalno napravim nesto odnosno jeste problem jer jos uvek ne znam sta mi sve treba i sta moze a sta ne. Delove koji su potrebni za sklapanje a koji se stampaju mogu opet poslati nekome da uradi .
Sada nesto malo gledam po netu sta bi moglo da se pravi i deluje da nije komplikovano al od svega potrebnog imam samo srafove i dva nema17 motora, za pocetak dovoljno . Sve ostalo se da naci sto vani a sto kod nas. Ako se odlucim da krenem od nule, sto mi trenutno deluje kao zanimljivija varijanta, kontam da ce me izaci dosta vise novca nego sto planiram da potrosim a i moze da se oduzi ali mislim da bi dobio upotrebljiviji stampac. Ne znam, moze biti i da gresim.
Nekada ranije mi je padalo na pamet da pravim neki mini cnc al se odustalo od te ideje a o tim laserima nisam razmisljao. Malo cu pogledati sta ima na tu temu. U vezi stampaca mislim da nekom pretragom po internetu a pritom jos ni ne znam sta konkretno da trazim necu daleko dogurati, pa ako imas nekih predloga u vezi pravljenja pisi da vidim na koju stranu sve ovo moze da me odvede. Jasno mi je sta mogu da dobijem za 200e i to je jedan od razloga zasto razmisljam da nesto pravim.
[ bogdan.kecman @ 11.12.2020. 00:51 ] @
Citat:
vucko47:
Sada nesto malo gledam po netu sta bi moglo da se pravi i deluje da nije komplikovano al od svega potrebnog imam samo srafove i dva nema17 motora, za pocetak dovoljno :). Sve ostalo se da naci sto vani a sto kod nas. Ako se odlucim da krenem od nule, sto mi trenutno deluje kao zanimljivija varijanta, kontam da ce me izaci dosta vise novca nego sto planiram da potrosim a i moze da se oduzi ali mislim da bi dobio upotrebljiviji stampac. Ne znam, moze biti i da gresim.
sve zavisi koliko znas i koliko imas iskustva
za pare koliko kosta neki creality nema teorije da napravis sam posto ce te samo taj materijal kostati znacajno vise u srbiji .. samo da kupis profile kod nas za jedan ender izadje vise nego gotov ender :D ...
greske kada nemas iskustva kostaju puno vremena i para..
Citat:
vucko47:
o tim laserima nisam razmisljao. Malo cu pogledati sta ima na tu temu
pa nema ih za "do 300eur" .. ali neku mini glodalicu za te pare vec mozes da uzmes
a mozes da vidis i usluzno secenje laserom, uradis od akrila kuciste da pevas za bedza :D ili od pc-a ili drveta.. mada iskreno ja kad sam pronasao 5mk ja 100% svih mojih kucista narucujem od njega, metal, plastificiran, isecene sve rupe po zahtevu, super kvalitetno, traje sto godina .. nekad sam pravio kucista od pertinaksa, pa od akrila, pa od bakra, pa stampao ... sada kad mi treba kuciste posaljem 5mk crtez i to je to dobijem profi metalnu vrh kutiju dok si reko keks
Citat:
vucko47:
U vezi stampaca mislim da nekom pretragom po internetu a pritom jos ni ne znam sta konkretno da trazim necu daleko dogurati, pa ako imas nekih predloga u vezi pravljenja pisi da vidim na koju stranu sve ovo moze da me odvede. Jasno mi je sta mogu da dobijem za 200e i to je jedan od razloga zasto razmisljam da nesto pravim.
pa vidi, ako uzmes da pravis kostace te isti kvalitet minimum 2x skuplje sa iskustvom i oko 3-5x skuplje bez iskustva ... bolje kupi gotovo, ako oces jeftino gledaj creality, ako oces malo kvalitetnije tu si vec jako brzi blizu soma i tu neki prusa vlada kao najbolji odnos cena kvalitet ... nekog polovnog prusu da nadjes mk2 bi ti bilo idealno, mada to kod nas tesko, da si na zapadu ima ih po bleju puno, ljudi kupe, skontaju posle potrosene prve rolne na glupe figurice i beskorisne zezalice da im to ne treba pa prodaju
bila je neki dan bas dobra jedna polovna masina na kp, dual head, bas bas dobra masina za tipa 400e (nov je bio oko 2700eur) ... al jbg brzo je otisao ..
[ Predrag Supurovic @ 11.12.2020. 01:13 ] @
Ako voliš da praviš i vežbaš i eksperimentišeš i imaš para i vremena za to, onda sve guraj sam.
Ako voliš da praviš i vežbaš al ne bi baš da potrošiš previše vremena i para onda uzmeš neki kit (Ender ili Prusa).
Ako volis da samo ukljucis i odmah pocnes da radis nesto konkretno, onda Prusa sklopljen.
Ja sam se opredelio za ovo poslednje i nisam zažalio.
[ vucko47 @ 11.12.2020. 01:53 ] @
Ko normalan ima slobodnog vremena i para u ovim ludim vremenima Izgleda da mora malo da se prouči tematika pre kupovine ili pravljenja al mislim da će na kraju biti ovaj Ender 3.
Šta konkretno ovde odredjuje sa kojim materijalom može da se štampa a sa kojim ne?
Za limariju i plastificiranje imam i ovde ljude a isto je tako i za obradu na strugovima i ostaloj mašineriji. Jbg, koriste se poznanstva, veze i zasluge.
[ SaleB81 @ 11.12.2020. 02:43 ] @
Ja sam dugo bio u situaciji slicnoj kao ti. Odlucio da pravim, poceo da skupljam delove, dosao onaj trenutak kad su skocile postarine iz Kine, cekao, dosadilo, pre neki dan prelomio i uzeo Ender 5 Pro za 42000 na kp. Jedina znacajna razlika, to nije moj prvi stampac. Zasto E5 Pro, a ne E3? U mom slucaju, kockastoj strukturi verujem vise, lakse je napraviti kuciste oko kocke nego oko forme koju E3 koristi, E5 Pro ima 32bit kontorler (sto samo po sebi nije previse bitno, ali uz 32bit kontroler ima i Trinamic drajvere za motore), Trinamic dajveri su izuzetno tihi (znaci nama kojima stampaci stoje po spavacim sobama i kuhinjama). Mana E5, tzv. bowden je manje precizan u kontroli ekstruzije materijala sto posebno moze smetati za rad sa fleksibilnim materijalima.
Moje misljenje o samogradnjije je da ima smisla ako hoces da ucis i da se igras, ako pare nis problem, ako zelis masinu posebnih karakteristika ili ako ako zelis masinu velikih dimenzija. Kod komercijalnih masina dimenzije u ravni diktiraju cenovni opseg, a u samogradnji najmanju razliku u budzetu imas odabirom drugih dimenzija. Recimo ako hoces radnu povrsinu 300x300 ili vecu, mislim da samogradnja moze da bude i isplativa. Ako si zadovoljan sa 200x200 gotov Prusa Mk3 ili klon ili neki kinez je bolje resenje. Takodje, s kinezom manje gubis ako zakljucis posle par meseci da to ipak nije za tebe.
Dve vrste karakteristika odredjuju sta stampac moze da stampa, prvo je temperatura, a drugo kuciste. Materijali koji znacajno menjaju geometriju (ABS na prvom mestu, delom i PETG), uvijaju se, skupljaju, dok se hlade, traze potpuno zatvoreno kuciste radi odrzavanja konstante temperature u prostoru stampe. Materijali koji koriste temperaturu stampe preko recimo 215-220C koriste tzv all metal hot end nasuprot onima koji imaju teflonsku cevcicu na ulazu u ekstruder, jer teflon pocinje na tim nekim temperaturama da gubi cvrstinu. Sem toga bitna je max temperatura ekstudera koja moze da se podesi u softveru, mada cesto to nije ogranicenje i max temperatura podloge.
Ja se oko svega toga nisam opterecivao, jer za potrebe slicne onima koje si ti naveo, meni PLA sasvim odgovarajuci materijal, pritom je i najjeftiniji materijal.
Dopisujem se pre par nedelja s ovim nasim zvanicinim distributerom za Creality, pitam ja njih, ako su komponente koje predstavljaju razliku izmedju E5 i E5 Pro kod vas u prodavnici 11000 zasta je razlika izmedju ta dva modela 14700. Kaze, pa ako vi kupite delove, mi ugradnju naplacujemo 5400, tako da se vise isplati odmah kupiti Pro, a ako ih sami ugradite gubite garanciju. To je bila poslednja komunikacija sa njima. Ako se eventualno odlucis imas jednog Edvarda iz Subotice na KP, prijatna saradnja, preporuka.
[ bogdan.kecman @ 11.12.2020. 05:52 ] @
> Šta konkretno ovde odredjuje sa kojim materijalom može da se štampa a
sa kojim ne?
Mnogo toga. Sve te jefitne masine su pravljene za PLA. PLA je "low temp"
materijal, stampa se na 160C do 220C, Tg mu je na 60C (znaci na 60C gubi
cvrstinu) i vrlo je "krut" materijal (takodje i krt ali to nije
preterano bitno). Sve to zajedno daje mogucnost extra laganog stampanja
- vrlo nizak Tg znaci da je WARPING minimalan zato sto je "donji sloj"
jos uvek iznad Tg kada na njega dolazi novi sloj plastike te nema
razlike u skupljanju te se ne uvija objekat sam u sebe
- vrlo velika krutost daje mogucnost stampanja sa bowden sistemom jer
nema problema sa elasticnim promenama filamenta unutar ptfe cevke
- vrlo niska temperatura topljenja daje mogucnost rada sa hotendom
niske snage i pravljenim od jeftinih materijala + daje mogucnost
koriscenja teflonskih uvodnika koji smanjuju trenje i daju mogucnost
prolaska filamenta i kada "otekne" od pritiska pri temperaturama preko Tg
teflon na temperaturama preko 235 stepeni celzijusa isparava uzasno
otrovne (neurotoksini) i kancerogene gasove te, iako sam teflonski deo
na hotendu nece crci ako stampas sa njim ABS na 240-270C ako imas neke
ptice u kuci pobices ih, a ljudi, posebno deca, mogu da imaju ozbiljne
posledice. petg zahteva uglavnom 250-270C (ima sada nasiljenih petg
filamenata sa aditivima da spuste temperaturu stampe na 230-235C ali se
time znacajno menja i kvalitet samog materijala), ASA takodje 250-270, a
polikarbonati, najloni i slicno uglavnom gadjaju preko 300 ili 350C ..
tu vec imas problem da se kineski hotend tu raspadne, zapali, nema
dovoljno snage u grejacu da odrzi temperaturu, ima termistor koji ne
moze da meri preko 270C etc etc... sve u svemu nece radi...
dalje, ti kad stampas, to stampas na neku podlogu... oni magneti koji
dolaze uz jeftine kineze su pravljeni za PLA, sve ostalo ce unistiti tu
podlogu, dakle otstampaces "jednom" ... tu sad mozes da ides sa
varijantom da ogulis to njegovo i stavis obicno prozorsko staklo pa
njega malo namazes lepkom za papir ili lakom za kosu pa ... ali sve to
onda donosi svoje dodatne probleme (za pocetak ender5 nece moci da ti
drzi bed sa staklom vec ce da pada dole ko kamen kada se zavrsi
stampa... ima nacina da se resi, recimo zamenis 8x4x2 vreteno sa 8x1x2
vretenom i onda neams vise taj problem, al aj nadji ta vretena sad kod
nas da nisu kriva :( .. i tako dalje i tako dalje i tak odalje ...
pazi, da nisi reko da oces za kutije za elektroniku moj savet bi ti bio
uzmi neki creality koji mozes da priustis i to je to ... ali posto si
reko treba ti za kutije za elektroniku - ima efektivnijih nacina za
kutije za elektroniku
[ SaleB81 @ 11.12.2020. 08:15 ] @
Zavisi sta covek zeli da pravi (kutije za elektroniku). Po meni za bilo sta vece od velicine raspberija praviti kutiju stampanjem nije zgodno. Ali, za neke sitnice tipa custom senzori, arduino, esp, baterija, neki senzor, step-up/down konvertori, ... stampa je savrsen metod izrade kucista. Ili za delove kucista ciji se ostatak pravi upotrebom nekog drugog materijala.
[ bogdan.kecman @ 11.12.2020. 12:54 ] @
@sale, za te male kutije narucis kineske plasticne kutije raznih
velicina za kikiriki i opet rade bolje... ono gde je 3d zgodan je da
stavis precizno otvor za lcd, konektor etc.. sto resis sa malecnom
glodalicom koja onda moze da izreze te otvore na bilo kakvoj kutiiji :)
3d stampa je super korisna, spuco sam preko tonu plastike za ovih 12
godina, ali ono osnovno zasto sam usao u 3d stampu - pravljenje kucista
za elektroniku, za to najmanje radi posao
[ vucko47 @ 11.12.2020. 14:22 ] @
@bogdan.kecman
E bas te male kutije nepravilnih oblika sa gomilom proreza su problem . Sve ostalo sto moze da bude cetvrtasto nije sporno i to je sigurno bolje raditi sa alu ili sa limom pa plastifikacija. Braca kinezi imaju i odlicne alu kutije za sitan novac.
@SaleB81
Koliko skontah vecina ljudi koji kupe neki od Ender 3 menja elektroniku, kupuje staklo i noctua ventilatore a to onda u startu znaci jos ++€ i onda je mozda bolje kupiti Ender 5. Ono sto mene zanima je upravo taj HotEnd ili kako se vec zove. Za sada sam samo skontao da imaju kompletno metalni i ti neki sa teflonom al nemam trenutno vremena da malo bolje to pogledam. Skontao sam i to vezano za zatvoreno kuciste. Za Hot Bed sam razmisljao o 300x300 al mogu da se kladim da i tu ima neka fora. Motori Nema17 jer vec imam dva, napajanje imam kao i zice, konektore i ostali sitnis.
[ bogdan.kecman @ 11.12.2020. 14:51 ] @
@vucko, kad ga vec imas onda mozes da siljis i pravis neke stvari, ali
je u 99% slucajeva nepotrebno, tipa
ali isti ovaj pcb je aca stavio u kutiju od one crno-sive plastike koja
ga je kostala sve sa cnc obradom (isecanje prozora, rupa i graviranje
naziva) tipa 150dinara .. i radi mu isto ko i ovaj moj, stim sto meni
ako se pregreje liio baterija u njemu bice haos jer je ovo abs a on kad
plane gori jako agresivno
> Ender 3 menja elektroniku
kada krenes nema kraja, na jeftinim printerima NISTA ne valja ... nemas
nijedan deo za koji mozes da se uvatis da kazes da je ok i da nema
potrebe da se menja, bukvalno SVE ima smisla promeniti ... od toga da su
zice aluminijumske (i to neki uzasan kvalitet) i samo pobakrene i pucaju
vremenom jer nemaju dovoljnu elasticnost kao bakarne, do toga da su
limovi i konstrukcioni profili "najjeftinije legure" i krive se i
uvijaju ... pazi ceo taj printer kosta 230eur, ja koristim hotend +
extruder koji kostaju vise nego to, imam nozle koje kostaju 100eur ...
kvalitetna oprema jbg kosta .. kupis kvalitetne kaiseve kostaju ko pola
tog printera da zamenis te kineske krseve .. tako da ako ces da ides na
jeftin printer, uzmes jeftin printer i siljis ga takvog kakav je,
eventualno printnes neki sitan upgrade i to je to, sve ostalo se
uglavnom ne isplati ... akooces da siljis, imas vremena i znanja, imas
gde da ukrades ploce, sipke, profile .. pravi sam from scratch nemoj se
cimas sa kinezima
primer, wahnao i2 / malyan m150 - to je ender3 rang printera, malo
bolji, kad platis carinu i pdv i cuda muda izasao preko 400eur ... za 3
meseca "minimalnih upgrade-a" upucano u njega 1300eur (neki euro vise
neke delove sam imao nisam kupovao)
ender 5 - u mesec dana u njega upucano preko 1000eur da se zamene samo
osnovne stvari koje nisu u redu
i uporedis ih sad sa masinama koje u startu kostaju 2000eur koliko su
oni sada izasli i .. nisu bolji, tu su negde ili su losiji a broj sati
upucan u njih ne moze ni da se obracuna vs das 2k i dobijes masinu koja
radi 1/1 .. jbg od gov%$@ana se pita ne pravi .. zato ili uzmes i
koristis tako kako je bez da ulazes dodatne pare u to, i to radi kako
radi, nije idealno ali radi, ili pravi from scratch jer te ta osnova
samo sputava
[ SaleB81 @ 11.12.2020. 15:43 ] @
@vucko47
Kao sto vec spomenuh, ja sam krenuo sa idejom da pravim sam. Uzeo sam elektroniku (stranu ili dve nazad imas bogdanovo objasnjenje upuceno meni, sta ne valja na pojedinim kopijama ili originalno kineskim upravljackim elektronikama), kinesku, jer bi me dobra elektronika kao sto je recimo Duet kostala oko 250e, ovako sam prosao za oko 50e. Uzeo sam kaiseve, remenice, T8 navojnu osovinu, navrtke za navojnu osovinu, ekstruder (E3D-V6 kopiju), dva motora. Ostalo je da odaberem velicinu masine, linearne vodjice i hotbed kad je pocela covid kriza. Cekao sam neko vreme, razmatra Igus linearne sisteme (ima ako se ne varam i o tome na prethodnoj strani), ali s obzirom da u EU nisam usao ove godine i ta opcija je otpala. Na kraju sam se odlucio za Ender5, danas ili sutra treba da ga sklopim, ali mislim da nisam poresio. Delovi koje sam nakupio ce ostati za nei sledeci 3d stampac ili za MPCNC.
Staklo mislim da je bitno. Stampac koji sam ja koristio prethodnih nekoliko godina ima staklo, kao vezno-odvojni sloj koristim lak za kosu i zadovoljan sam. Sva (ili bar vecina) komercijana resenja za podloge za stampu imajju vek trajanja, tj potrosna su roba, a staklo je vecno. Za E5 sam takodje narucio staklo. E5 pro vec dolazi s drugom elektronikom, koja je i dalje kineska, ali tu su misljenja podeljena. Bogdan ima svoje misljenje o elektronici i ne sumnjam da je u pravu, ali navescu ovo, za Melzi plocu koja je u mom starom stampacu se kada je bio aktuelan isto pisalo da je elektronika nzegodna, crkava, pravi probleme, a ja kad god sam imao problem koji me je izludjivao neko vreme ispostavilo se da je neka zica pukla na nekom mestu pregiba.
300x300 je uslovno receno velika povrsina. Vecina resenja koja rade lepo imaju po 2-3 vertikalne vodjice (navojne osovine), jer sa jednom, koliko god da je podloga cvrsta onaj drugi kraj se spusti malo. A kako je u pitanju masina gde je 0.1mm znacajno, to napravi problem. To moze malo da se kompenzuje oprugama koje drze podlogu za stampu ili softverski (noviji softveri imaju mogucnst mapiranja i kompenzovanja malih zakosenja). Tu onda jos dodje, veci grejac, vise para, vise snage, previse jak da bi se direktno upravljao sa izlaza, pa ide izmedju mosfet ili relej kao prekidac za grejac koji se nezavisno napaja, cesto sa 24v napajanja radi smanjenja precnika kablova, ali moduli za sve to postoje vec gotovi, jedino sto sve to kosta.
Hot end, da kao sto sam vec napisao i Bogdan dopunio, za manje temperature moze teflonski uvodnik. Za vece temperature mora metalni i mozda mora i grejac da se zameni (a onda se opet vracamo na pitanje da li izlaz na stampi ima dovoljno snage za novi grejac). U vreme kada sam se ja zaludeo za all metal hot end, firma Microswiss je radila jednu od najboljih opcija. Posto nisam video mogucnost da od mog stampaca napravim savrsenstvo, batalio sam tu opciju i uzeo nekoliko E3D-V6 kopija dok nisam naisao na jednu koja valja. Uvodnici su kopijama najveci problem, u toj metalnoj cevcici je rupa precnika malo veceg od 1.75mm u idealnom slucaju, kkod kineza se desi ili da je grubo obradjena, jajasta, van centra, previse velika, i svaka od tih opcija donosi neki od problema. Ja sam kupovao od raznih kineza te cevcice dok nije stigla jedna koja je grubo obradjna i uglacao je, ni ona nije idealna verovatno, ali radi osetno bolje od one koja je tada dosla uz stampac, sto je bio cilj (igrao smo se, nisam mnogo para bacio i usput sam nesto naucio). Ono sto uglavnom nisam imao je pouzdan stampac. Kod skupljih komercijalnih uredjaja ocekujem da je pouzdanost na visem nivou, ali pouzdanost je cena koju placam da bih dobio stampac za 300e.
Razmisli, stavi na papir, vidi sta ti se isplati, koliko te kosta ako pravis od kvalitetnih delova sam, koliko ako pravis od kineskih delova sam, sta bi upotrebio kvalitetno, sta moze da bude i kinesko. Imas jos jednu opciju, na thingiversu i youtube-u mozes da nadjes dosta projekata sto su ljudi radili sopstveni dizajn i ponudili nacrte siroj populaciji za uredjaj koji nije komercijalni, mozda ti je zgodnije ako pravis prvi uredjaj da pozajmis neciji dizajn, da ga ne pravis sam, a mozda ti je bas interesantno da pravis sam, to sve zavisi od tebe. Ja sam, kad sam uzimao prvi stamac krenuo logikom, ajd da vidimo da li ja imam primenu za njega, necu mnogo da ulazem samo da radi, ako treba da se petlja oko njega nije problem, naucice se nesto. Petljao sam oko njega oko cetiri godine i ponesto naucio. Velicina mi nije bila presudna, presudno mi je bilo da zakljucim da li mi treba i da u tom postupku sto manje izgubim. Tu sam uspeo. Creality je u ovom trenutku boji nego sto je taj tada bio, mislim da je idealan prvi stampac. E3 nije los, ne znam da li i kod njega postoji Pro verzija. Napisao sam zasto sam se odlucio bas za E5 pro. Za 300x300 ima CR-10 mislim da se zove, on je opet jos malo skuplji i od fabricke varijatne verovatno treba jos malo ulaganja da bi se neki problemcic resio (ne znam detalje, nisam istrazivao). Kod E5 je prica da razlika izmedju non-pro i pro vredi 50e, tako da sam se odlucio za Pro, cena je odgovarala.
[ Predrag Supurovic @ 11.12.2020. 16:18 ] @
Kad sam odlu;io da kupim 3d [tampa; imao sam iste dileme i pitao sam ;oveka koji je veoam upu'en, ovde prisutnog Bogdana.
Zaključak je bio da ja lepo kupim Prusa štampač sklopljen i da ne brinem ni o čemu.
I tako je i bilo. Štampač me nije koštao ništa više od same kupovine jer nisam morao ama baš ništa na njemu da menjam. Prvu štampu sam pokrenuo pet minuta nakon vađenja iz kutije i početne kalibrcije i prva štampa je ispala dobro, i tako i naredne. Prvu ozbiljnu popravku zamenom slomljenog plastičnog dela sam uradio istog dana kada mi je stigao štampač, i to neplanirano jer se slom tog dana i desio, uključujući i modeliranje.
Nema zaje8ancije, gubljenaj vremena i slično. Imam vrlo malu količinu škarta, iznenađujuće malo. Očekivao sam da ću na početku imati mnogo grešaka i propalih printova, kad ono sasvim suprotno.
E sad glavna stvar kod 3d štampe: iznenadićeš se koliko vremena treba da se odštampa nešto iole veliko. Ja se uvek čudim kad vidim da neko radi serijsku štampu na 3d štampačima. Ne kapiram kako im se to isplati, ne u parama i materijalu nego u vremenu. Kad štampač radi u prinicpu valja da dežureš kraj njega. Iako se uglavnom ne dešava ništa naopako, ako se desi, može da ispadne mnogo naopako ako nisu tu da brzo reaguješ.
Evo sad je moja žena smislila da pravi neke kastomizovane ukrase za NG, deo ide na štampač a deo ona posle ručno doteruje, boji i ukrašava. Meni je naravno dopalo da puštam na štampu. Lele, koji je to smor :)
S druge strane vrlo je inspirativno kada nešto konstruišeš i modeliraš i na kraju odštampaš i ono sve se kockice slože i stvar radi baš onako kako si hteo. Kad imaš 3D štampač neke stvari se iz korena promene, nešto što ti nikad nije palo na apemt da praviš a još manje da možeš negde da nabaviš, sad ti je nadohvat ruke, samo treba da nacertaš i odštampaš.
Kad je elektronika u pitanju, vrhunac je da možeš da napraviš kuituju s aotvorima koji se savršeno uklapaju sa LED, dugmićima, konektorima na pločici. To je nestvarno kako može lepo sve da legne. Ali se slažem sa Bogdanom da je tu možd abolej korsititi gotove kutije (ili pravljenje drugom tehnologijom) a rupe praviti na CNC. Neka međuvarijanta je da nabavljaš gotove kutije kojima je prednaj i zadnja ploča izmenljiva i onda tu prednju i zadnju ploču štampaš kako ti dogovara.
[ baresi @ 11.12.2020. 18:51 ] @
Ja sam svoju prusu nabavio u kitu, ne toliko zbog novca nego zato što imam vremena i bio mi je neki mali izazov. Sastavljao sam je skoro čitav dan, ali usput sam skužio kako radi, pomaže kad nešto ne ide kako treba, odmah znaš šta može biti problem. Proradila je iz prve i radi evo već četvrtu godinu.
[ vucko47 @ 11.12.2020. 18:54 ] @
Jedan od razloga sto sam upao u temu je bas to sto ovde ima neko ko zna da mi objasni neke stvari. A na osnovu vasih pisanja dosta toga mi je jasnije i verovatno kupujem neki od ovih Ender printera. Sad pogledah cenu na Creality i za Ender3 pro je nekih 165€ plus dostava pa 32% haraca na carini pa jos dhl lopovi na sve to i izadje jos skuplje nego na kp .
Samo da jos jednom napisem da mi nije problem nabavka ili pravljenje kutija i stampac nemam nameru da kupujem samo zbog toga vec i za druge zezalice.
@baresi
Nekako mi se cini da je cvrsca konstrukcija kod endera nego kod prusa printera bar gledano po slikama
[ bogdan.kecman @ 11.12.2020. 18:58 ] @
@pedja, na taj deo sa vremenom sam totalno zaboravio, meni ne pravi
problem ja imam 5+ stampaca pa pustim na jednom i za par dana kad bude
gotovo pokupim u medjuvremenu ako nesto treba pustim na nekom slobodnom
i tako u krug.... na primer ovo maleno kuciste za lcr metar (6x5.5x3cm)
se stampa nekih 8-9 sati :)
[ baresi @ 11.12.2020. 19:02 ] @
Ja sam svoju nabavio čini mi se iz Belgije, imaju neka skladišta u Evropi, tako da nije bilo nikakvih carina. Sve skupa je stalo oko 250 eura.
[ bogdan.kecman @ 11.12.2020. 19:35 ] @
@vucko, "deluje" ali nije.... daleko od toga da je prusa neki vrhunski
kvalitet, samo je zreo proizvod sa sredjenim detaljima dok kinezi jos
uvek ne znaju ni sta je to detalj .. ali velika je razlika, npr ender5
je napravljen od 20x20mm profila ... deluje ok ali onda uporedis taj
profil sa recimo istim takvim 20mm profilom iz nemacke i kineski alu je
meksi i vise se uvija i to drasticno.. za manje brzine i bowden extruder
nije razlika ali cim stavis nesto malo ozbiljnije na glavu i krenes malo
brze ode sve u ...
no u svakom slucaju e5 je nesto bolji od e3 i skroz odlicna sprava za PLA
[ mnn @ 13.12.2020. 19:08 ] @
Šta Bogdan misli o ovmo štampaču? CreatBot F430.
Do njega me odveo direkt drive, platforma koja se kreće po z osi i filament 1,75.
[ bogdan.kecman @ 13.12.2020. 19:54 ] @
nisam ga probao, ne znam nikoga ko ga je probao (osim ove koji su dobili
pare za review)
spec deluje ok, problem je ovaj dual head sistem, kineska fora sa dva
gruba kojima stezes vrat i tako setujes visinu glava, ume da bude
zaj123... ja bi radije mnogo neku IDEX varijantu, mnogo su manje
problematicni... ne volim te kineske extrudere uopste, mnogo problema sa
njima.. dalje motori nemaju externo hladnjenje, hotend - hladni deo se
hladi unutrasnjim vazduhom tako da ovo realno nema sanse da tera ove
high temp o kojima pricaju (pekk, peak ..) a pitanje kako bi radio i sa
najlonom, fora je sto ako ti dignes chamber na 100C to znaci da "hladis"
cold side sa 100C .. i ti motori ce pocrkaju a kamoli extruder.. tako da
su to osnovni problemi koje vidi, ti bi morao da dodje neki sistem sa
vodenim hladjenjem... tako da, za high temp mu ne verujem ovako na suvo,
mozda ima neku foru kako tera to bez vode, mozda neki specijalni motori
sta znam, ko sto rekoh nisam ga probao... ocigledno radi, ne bi ga
prodavali, kako ne znam. ostalo sta znam, nisam video stampac, spec kaze
da je do jaja, popularan je prilicno u smislu ima odlicnu reklamu,
platili su razne reviews ali je closed source i kosta preko 4000eur
(4300-4600eur kako gde).. nisam siguran da je za 4keur najbolje resenje
tu imas i spance i madjare u igri sa ozbiljnim spravama sa mnogo manje
reklame a mnogo boljim inzenjerima
[ mnn @ 13.12.2020. 20:27 ] @
Imaš li neki link? Nabavljivost?
[ bogdan.kecman @ 13.12.2020. 23:32 ] @
rusi i kanadjani ga prodaju tako da sigurno neec reci nista lose o njemu
tim je "nobody" ali se lepo vidi klasican kineski dizajn, jeftini sheetmetal, losi srafovi etc etc ... za te pare ipak spanci ili madjari .. ko zna ako ovako sitne stvari nisu u redi sta tu jos ne valja
zato i kazem, nemam nikog kome verujem ili koga znam licno da ga je testirao
a dobavljivost, sve je lako dobavljivo samo racunaj dhl + carina na 4500eur + dhl pa na sve to jos pdv .. i to ako ce sam da se drndas sa tim, ako ce to neko usluzno da ti dobaci jos dodaj i njihovu zaradu
odlicni printeri, software je dobar, njihov slicer ima najbolji g-code
preview na svetu, kao slicer je "ok" nije padanje u nesvest ali nije los
uopste ima odlicne opcije poput odlicnog rucnog supporta sto ovi open
source sliceri i dalje rade pateticno lose
printeri su odlicni, IDEX su dual head ali IDEX a ne na jednoj glavi dve
nozle, mnogo bolje resenje
sta reci :D Erik je napravio cudo :) ... imaju ovde predstavnika
(3drepublika) koji su se pokazali kao extra momci spremni da utrce i
pomognu u svakom trenutku
ubedljibo najbolji slicer na planeti (ja ga koristim 100% iako imam
placen s3d, ideamaker, j123e milu jaku kako radi :D ... ), printeri su
odlicni, obzirom da imaju deo firme u olandiji dobavka ne mora da ide
preko murike
odlicni printeri, dual je na single glavi ali "pametno napravljen" ne ko
ret. kinezi .. imaju zastupnika ovde (voxxel) koji se takodje pokazao
spreman da utrci, pomogne, ucini .. tako da je nabavka kao i za
ultimaker zovnes telefonom platis odes uzmes :D eventualno odes vidis
kako radi prvo :D
za spance mi stao mozak kako se zove masina :( tako da taj link kad mi
se odblokira mozak
takodje imas neke pokusaje na kupujemprodajem gde neki nasi prave sprave
poput
bili su i neki momci sa juga .. ne bi komentarisao sta i koliko umeju
video sam neke stvari koje mi se nisu svidele ali "mozda je klijent tako
trazio" tako da .. cisto da napomenem da postoje, o kvalitetu ne umem..
obrati paznju takodje da ovi razni sto valjaju linearne vodjice,
lezajeve i slicno valjaju kineski krs iako ih stavljaju u skf kutije i
slicno :( mada umeju da budu jeftiniji od kineza, recimo drugar je skoro
u mehanotronici ili kako se vec zovu kupio isti spindle ko ja (vodeno
hladjenje, 3kw ..) bukvalno isti paket koji sam ja kupio na aliexpresu
sa popustom ... ali + postarina (pre ovih poskupljenja ludih) + carina i
pdv mene izaslo oko 30eur skuplje nego drugara u mehano.. na dobar dan
ja ocu evo kesh .. tako da .. brdo tih kineskih sprava ima kod nas
jeftinije nego na aliju
[ mnn @ 14.12.2020. 05:38 ] @
Ja sam ovaj Creat Bot naveo što se može nabaviti kod nas i što ima ove karakteristike, direct drive, platforma po z osi i filament 1.75. Imaš li neku preporuku za nešto drugo kod nas ili EU?
[ SaleB81 @ 14.12.2020. 07:21 ] @
Posle prvih 24h sa E5:
Ventilator nije mnogo bucan, ali jeste najbucniji deo stampaca. Ne bih zurio u smeru Noctua ventilatora jer ne verujem da ce hotend dugorocno ostati takav kakav je fabricki. O Buildtak podlozi za stampu za sad nemam nijednu rec hvale. Posle 27 neuspesnih i jednog uspesnog pokusaja stampe, prebacio sam staklo sa starog stampaca koje je 20% manje, iako njegovo staklo stize sutra, svaki sledeci pokusaj stampe na staklu sa malo Intensa laka za kosu je prosao uspesno i bez problema. Mozda Buildtak i nije jedini krivac. Ako podloga nije potpuno ravna pri promenama temperautre, Buildtak posto nije krut prenosi te neravnine i ne moze da vrsi svoju funkciju kako je predvidjeno, ali moje iskustvo s njim svakako nije pozitivno.
Imam malih problema sa stringingom. Iako je moj Malyan poslednjih godinu dana bowden, nikad nisam imao problema, cak nisam ni menjao konfiguraciju u slajseru, tako da je ovaj problem novost za mene. Verujem da ce se resiti kad se bolje upoznamo. Zadovoljan sam kvalitetom slaganja slojeva, na stampacu kome se podloga pomera u Y osi nisam mogao da ostvarim tako lepo slozene slojeve Slika na Pastebin.co.
Jedan problem s njim imam, TMC Connection Error pise na ekranu kad se ukljuci. Ne smeta u radu i po obavljenoj stammpi vise i ne prikazuje gresku. Koliko shvatam greska je u konfiguraciji Trinamic drajvera na nivou firmvera. Kontroler nema na sebi bootloader tj. nije povukao sa kartice sveziji firmver koji sam pokusao da mu prebacim (jedini fimver sa njihovog sajta koji je konfigurisan za upotrebu bez BLtouch-a), pa se nisam vise bavio tom temom.
Na temu iz poslednjih nekoliko postova, ja rado ljudima koji hoce masinu koja ce da radi i da ne pravi probleme u radu i da ne zahteva mnogo ucenja, a proizvodi zavidne rezultate, kojima cetvorocifreni rang cena nije odbojan, rado preporucujem holandsku firmu.
Imam i ja pitanje za Bogdana:
Prvenstveno da bih izbegao seljakanje kartice od racunara do stampaca razmisljam u smeru Raspberija, verovatno bih ja tu onda dodao i kamericu u nekom trenutku ili mogucnost da daljinski iskljucim stampac, ali primarno je da izbegnem seljakanje kartice.
Pitanje je OctoPi ili Ponterface ili nesto trece i zasto bas to resenje?
Ja naginjem najvise ka OctoPi. Linux mi nije jaca strana, ne plasim se komandne linije, ali daleko od toga da se osecam komforno ili da dobro poznajem kako linux radi. Vecina problema se svodi na google - copy/paste i nadu da ce problem nestati sam od sebe.
[ SaleB81 @ 14.12.2020. 07:30 ] @
Raise3D E2 mi se svidja na prvi pogled, po dimenzijama pre svega. Cesta je pojava da stampaci koji imaju vecu povrsinu idu i u visinu. Posto meni visina nije toliko znacajna koliko povrsina, on bi bio takodje zanimljiv izbor za mene ako bih kupovao uredjaj u tom cenovnom rangu.
[ bogdan.kecman @ 14.12.2020. 13:03 ] @
@nnn, zavisi koji su ti zahtevi, to je 4500eur stampac imas te iste
zahteve mnogo jeftinije :D i mnogo skuplje, danas je 99% stampaca 1.75,
50% je direct drive, sto se nabavke tice svi salju ... ja sam jos u
decembru 2019 uzeo od e3d-a njihov toolchanger sa svim mogucim dodacima
(na zalost s1234o sam ruke pa nisam jos uspeo da ga sklopim) da malo
experimentisem sa toolchangerima ... (i izasao je znatno ispod 4500eur
sa svim carinama pdv-ovima prevozima etc.)
[ bogdan.kecman @ 14.12.2020. 13:14 ] @
@sale, nisi valjda kupovao posebno staklo ?!?!?! odes kod stakloresca da
ti isece najobicnije 4mm prozorsko staklo i pesma .. noctua je paljevina
za b00da123e ... noctua pravi odlicne 12cm ventise koji su tihi, na ovim
malim geometrija ne pravi nikakvu razliku, tisi su samo ventisi koji
duvaju slabije, tj. slabije hlade... inace to na kinezima nije original
buildtalk vec kopija, mada i ta kopija radi ok za PLA, za sve ostalo -
neupotrebljivo
stampaci koji se mrdaju po Y cesce imaju bolje slaganje slojeva jer
jeftini stampaci kojima bed ide po Z najcesce pate od xy wobble-a ...
problem sa slaganjem je uglavnom dvostruk
1. XY wobble (obicno mnogo izrazeniji kod stampaca gde bed ide gore dole)
2. nepreciznost stepera kod mikrostepinga (izrazeno kod jeftine
elektronike i jeftinih steper motora)
stringing - predji na ideamaker slicer, napravi rucno from scratch
profil i pevaj :)
tmc conn... ne znam koja je elektronika pa ne mogu pomognem...
octoprint vs pronter -> ja sam za octoprint, ja ga koristim na 6
stampaca ovde ... elem, octoprint ima ozbiljan problem sa 8bitnim
marlinom koji ima us123an rs232 buffer i ne moze da ishendla kako treba
stream koji mu dolazi seriskim portom i to se onda odrazava na sporiji
print i na grudvice na krivinama, arcwelder plugin pomaze do nekle ali
realno 8bitni marlin ume da radi valjano sa kartice i to je to ... ako
imas 16bitnu elektroniku onda go for it .. meni je octoprint spojen na
smoothieware masine i tu problem ne postoji, radi lepo i sa duet, ali
duet ima svoj web tako da sam sa dueta skino octoprint (bio tu samo za
probu) ... ako si na 8bitnoj elektronici savetujem klipper, trenutno
najmoderniji i najbrze razvijajuci firmware, podrzava rpi + bilo koju
elektroniku da imas, setovanje se svodi na mnogo copy/paste nista ne
moras da razumes :D (isto i za octoprint, 99% korisnika nema pojma sta
copy/paste-uje, samo c/p sa neta i vozi misko)
[ SaleB81 @ 14.12.2020. 19:40 ] @
@bogdan
Staklo - jesam (kupio staklo), svidelo mi se kako izgleda, a bilo je vec ukljuceno u cenu. Nikad nisam koristio kaljeno staklo. Svakako cu sledeci put kad budem radio nesto od stakla da narucim kod stakloresca 2-3kom, to sam radio i za Malyan. Ja sam cesto kad se zavrsi stampa skidao staklo da se hladi print i stavljao drugo da nastavim sledecu stampu, tako cu i ovde verovatno.
Elektronika - Creality v4.2.2, 32bit je bazirana na STM32F... (trebalo bi da je F103, ali to je podatak s neta, na slici elektronike koju sam napravio dok sam ga sklapao se ne vidi kraj oznake), drajveri bi trebali da budu TMC2208 ili 2209 (ispod hladnjaka su pa se ne vidi. Prica ima neke veze sa tim sto ti drajveri imaju UART i SPI vezu, pa su oni tu nesto poremetili pri konfiguraciji. Postoji na stampi pozicija za header za programiranje, ali rano mi je da se upustam u to sad. Ima jedan sveziji firmver od oktobra, ovaj moj je od aprila, ali nece da se flesuje s kartice, pa cu pricu o upisu bootloadera ostaviti za neki kasniji trenutak.
Za sad sam primetio da nedostaje vesanje na drugoj strani i da to moze da pocne da me nervira u nekom trenutku kada prodje pocetna euforija. Video sam neke support poluge sto su ljudi crtali i stampali, ali mislim da ce on dobiti vesanje i sa kontra strane. Ali, generalno, zadovoljan sam. Plasio sam se da cu prci na nesto sto nije dovoljno bolje od prethodnog, ali ipak zadovoljan sam razlikom.
Skinuo sam Ideamaker cim si pomenuo Raise3D, odnosno cim sam posetio njihov sajt, ali nisam se jos igrao s njim, treba da potrazim neke od parametara po netu pa cu ga probati.
[ bogdan.kecman @ 14.12.2020. 19:46 ] @
kaljeno staklo nije dobro za stampu, nije to staklo kaljeno, uz stampace
ide ili obicno staklo ili borosilikatno staklo, borosilikatno je jos
mekse od obicnog stakla.. i termalno je stabilnije... nema potrebe za
borosilikatnim posto nema tu tempearatura od 300+ stepeni... a mnogo je
mekse od obicnog stakla i hoce da se razlepi kada skidas objekat ako se
prejako zalepi... ono sto oni obicno urade je malo ga ispeskiraju pa
izgleda lepo i eventualno ga ecuju sa onim sarama ali to je sve bacanje
para i vremena, prozorsko ono najjeftinije 4mm kod stakloresca - pesma :D
32f103 blagi uzas ... to je neki marlin 2 nabudzen? ne znam nisam se sa
tim igrao nikad ja od marlina bezim ko djavo od krsta uzasan je
ideamaker - kreni bukvalno da pravis sam profil, citaj iz tog profila
koji si do sada koristio sta te zanima ali pravi profil sam testiraj
tweakuj i dodji do finalnog profila sam, vise naucis radeci to nego da
napravis 3 stampaca sam :D
koji stampac u pitanju ne znam za koje vesanje pricas?
[ SaleB81 @ 14.12.2020. 20:43 ] @
Ender 5 Pro, podloga je oslonjena samo na jednoj strani (cantilever), pa je udaljena strana fleksibilna, malo previse fleksibilna za moj ukus.
Da, Marlin 2.0.8 ako se ne varam.
[ bogdan.kecman @ 14.12.2020. 21:00 ] @
pazi na ender5 (ne pro) koji je vise manje isti klinac se to resava
odlicno sa ovim:
Da, isti su, pro vs non-pro, razlike su 32bit elektronika, metalni ekstuder i capricorn teflonsko crevo.
Skinuo sam taj thing, samo cekam staklo da mogu da ga napravim posto je veci od Malyan stakla. Cable relief je vec juce odstampan.
[ bogdan.kecman @ 14.12.2020. 22:56 ] @
ma da ima pro i ima onaj pro+ ili kako se zove sto ima i sraf sa druge
strane i trunku je veci
pazi ja sam na ovom zamenio sraf, original 8x4x2 je mnogo "brz" tako da
sam stavio 8x1x2 koji je mnogo sporiji ali zato bed ne pada i z je nesto
precizniji .... kao sto vidis na videu na X sam dodao linearnu vodjicu,
tu su novi extruder naravno direct drive i duet2ethernet elektroniku ...
marlin ja zaobilazim, treba videti kako se ta elektronika prebudzi na
klipper to je najjeftinije resenje
[ SaleB81 @ 15.12.2020. 08:40 ] @
Prvo primerci koji su se pojavili su umeli sami da se spuste kad se zavrsi print. Pa su onda u nekom trenutku promenili Z navrtku i sad se to vise ne desava. Ali svakako sitniji korak Z navoja je dobra ideja, njegova brzina nije znacajna, pa moze bar da bude precizan. To cu da uradim u nekom trenutku. Pogledacu i za klipper. Citao sam nesto o njemu u par navrata, ali ga nikad nisam probao.
[ bogdan.kecman @ 15.12.2020. 14:02 ] @
pa prvi je bio sa 8x4x2 - 8mm, 4 starta, 2mm pitch ... tako da ukupno
ima 4x2=8mm lead, mrdne se 8mm matica za jednu revoluciju srafa... ja
sam zamenio sa 8x1x2 ilti 8mm, 1 start, 2mm pitch znaci 2mm lead tj
mrdne se 2mm za jednu revoluciju srafa, 4x "preciznije", 4x sporije,
mora lepo se podmaze da bi islo ok i treba kvalitetan sraf (original je
vrlo kvalitetan) .. ja sam to uradio samo zato da mi ne pada bed, cim
ugasis motor bed padne dole jer je jos tezi nego u originalu (staklo +
printbite + ova dva nosaca ispod beda koji ga ucvrscuju) ... ako ti bed
ne pada nemas potrebe da menjas sraf
jbg i ovakve stvari mogu biti "sponzorisane"
Nego koja je komanda u G kodu za štampač iz 0,0 pozicije na poziciju štampe? Brzo mi prelazi taj put pa mi tu ne lepi filament za podlogu.
[ bogdan.kecman @ 18.12.2020. 20:07 ] @
nije madjar sponzorisan od crealitija ni pruse (jos uvek), samo je jos
uvek dosta neiskusan tek je poceo :D ali polako.. lik je inzenjer i
odlicno to radi
ne postoji "pozicija stampe", imas start kod u sliceru gde posle hominga
biras sta ces da radis pre nego krenes da printas pa tu mozes da dodas
prime liniju ili neki purge ili jednostavno dodaj brim 1 krug da
otstampa oko moela na 1mm udaljenosti, taman ce lepo da prajmuje nozlu
[ SaleB81 @ 19.12.2020. 08:08 ] @
Zanimljiv, nepristrasan video, potpuno se slazem s njim. Njegova dva vidjena upravo predstavljaju razliku izmedju stanovista Predraga i mene. Sta po tebi predstavlja 100% razlike u razlepljivanju slojeva izmedju jednog i drugog stampaca, da li je to bowden vs direct ili manual calibration vs sensor calibration ili neki treci uzrok?
[Ovu poruku je menjao SaleB81 dana 20.12.2020. u 23:03 GMT+1]
[ bogdan.kecman @ 19.12.2020. 23:28 ] @
razlepljivanje izmedju slojeva je, ako uzmemo u obzir da su printeri ispravni, u 90% slucajeva neispravna konfiguracija slajsera i u 10% slucajeva nemogucnost printera da stampa odredjeni materijal ... e sad, "printeri ispravni", kod bowden-a, posebno kod kineza, vrlo cesto postoji underextrusion zbog neispravnih bowden konektora, ljudi to resavaju, ne znajuci istinu, tako sto povecavaju retracion i povecavaju extrusion multiplier da bi dobacili da upotrebljivih vrednosti ali najcesce je neophodno zameniti kaplere na extruderu i hotendu koji drze ptfe crevo
svako ko se malo duze drnda sa ovim zna da "sto hladnije stampas print lepse izgleda" ali na zalost "sto hladnije stampas to ti je losiji layer adhesion" tako da kada preteraju i stampaju ladno i onda im se print raspadne tuze stampac :D ... sa druge strane, ugradjeni stres u objekat koji si stampao moze da izazove layer delamination i 2 meseca posle stampe.... ja sam imao situacije pre 11 godina na mojim pocecima da mi printani objekti u pola noci skacu sa police na pod :D ... ugradjeni stres moze da bude ogroman, sile su neverovatne, pri warpingu cosak podize 40kg teg bez problema!!!! (podize i vise ali niam imao mogucnost da testiram vise)
[ SaleB81 @ 20.12.2020. 17:25 ] @
Ja sam se poslednjih dana bavio tim problemom. Nije mi islo u glavu zasto s Malyan-om preradjenim na bowden nisam imao nikakvih probema, cak nisam morao nista da menjam u konfiguraciji slajsera. Dok ovaj od samog pocetka ima problema sa stringingom. Kad sam nasao retraction koji odgovara, ostecivao je previse filament zbog previse drndanja napred-nazad; onda sam razmisljao sta je u njemu razlicito u odnosu na Malyan i zakljucio dve stvari. Pneumatski konektori imaju lufta u odnosu na moje na Malyan-u i ptfe crevo je mnogo duze i vise uvijeno nego na Malyan-u. Pa cu sad nastaviti da se igram u tom smeru.
[ mnn @ 20.12.2020. 19:58 ] @
Sale, koji su glavni razlozi zbog kojih preferiraš bowden a rekao si i da si vršio i prepravku na njega. Tu je i Bogdan pa da nam i on obrazloži šta preferira. Naravno da i jedno i drugo ima prednosti i mane. Što na ćupriji kupiš na mostu prodaš. Ja planiram nabavku štampača sa direct drive. Jedan od razloga je što planiram da radim i sa elastičnim filamentom, malo sam skeptičan na sistem guranja kroz cev.
[ SaleB81 @ 20.12.2020. 22:01 ] @
Da, mnogi kaze da TPU i bowden ne idu zajedno. Moj Malyan M150 je kopija Wanhao i3. Taj dizajn ne moze da se pohvali krutom sasijom, pa je ideja bila da se smanjim masa pokretnog dela. U jednom trenutku se poklopilo da se zapusila dizna, da nisam imao drugu pri ruci, a imao sam E3D-V6 kopiju i par motorcica, pa sam ga prepakovao, a onda sam shvatio da je tisi i da pri velikim brzinama ima mnogo manje talasa na odstampanim delovima. Posle sam napravio dugorocniji nosac i od tad je on bowden. Meni su tri glavna problema s tim stampacem bila buka, dva Z motora koji posle odredjenog vremena izgube sinhronizaciju i manjak krutosti koji se prenosi na odstampani predmet pri vecim brzinama. Buku sam resio sa Igus kliznim lezajima u kucistima koja je Bogdan stavio na Thingiverse; gubitak sinhronizacije nisam nisam ni pokusavao da resim; a vibracije sam sveo na minimum i olaksao rad sa stampacem sa bowdenom. Posto sam 90% stampao PLA, bowden mi nikad nije pravio problem.
Ne mogu da kazem da preferiram bowden, olaksava neke stvari, recimo kad duze ne stampas a kotur ostane na stampacu ipsravljeni deo hoce da se napuni vlage i postane krt. Pri prvim koracima sledece stampe pukne negde posle motora. Kod direct drajva moras sve da rasturas da bi izvukao parce koje je u hotendu. Kod bodena, odvrnes crevo posle motora, izvuces 3-4cm, odseces, i nastavak "zdravog" filamenta dovedes dotle i problem resen. Prosto s bowdenom sam imao mnogo manje problema i kad sam ih imao, lakse i brze sam ih resavao. Kod directa je sve nabijeno iznad hotenda i kod vecine stvari ne mozes da izbegnes da ne rasturis sve. U konkretnom slucaju to moze biti prosto do toga da je ceo ekstuder lose uradjen na Malyan-u, ali to je jedini direct drive s kojim sam imao iskustva. Sreca pa sam na vreme shvatio da u njega ne vredi previse ulagati.
Ovaj dizajn koji ima Ender-5 mislim da je mnogo manje osetljiv na promenu mase pokretnog dela, pa ce mozda i on u nekom testu postati direct drive. Mada je moguce i da gresim po pitanju osetljivosti na povecanu masu, jer u onom klipu koji je Bogdan linkovao, on je upotrebio direct drive sa sajlom od motora na sasiji tzv. daljinski kontrolisani direct drive; za to verujem da postoji razlog. Razmatram neku opciju e3d-v6 sa direct drive motorom u nekom trenutku za ovaj moj. Ali i njegovu sasiju prvo treba ukrutiti malo, pa onda sve ostalo, tj. prvo ce ici octoprint server ovih dana i dobri pneumatski konektori, sto ce nadam se resiti stringing problem, pa cu dogodine da se bavim ostalim idejama.
[ bogdan.kecman @ 20.12.2020. 23:49 ] @
nema bowden nikakvu prednost, to je nuzno zlo u nekim slucajevima i to
je to, u svim drugim slucajevima samo stednja kinte
[ mnn @ 27.03.2021. 15:06 ] @
Jesenas sam izmestio štampač u prostoriju koja se ne greje. Nekako u to vreme pojavio mi se i problem da neće da mi radi abs tj neće da ga vuče kroz ekstruder. Sa tpu i petg nije bilo problema. Kako je bilo hladnjikavo vreme mislio sam da je to uzrok. Sada je malo otoplilo al problem ostaje sa abs-om. Menjao sam one nazubljene uvlakače posto mi se učinilo da su se zubi zarubili i ništa, menjao ventilator pošto se bio okrzo i čini mi se usporio i ništa. Nisam još menjao dizne, trenutno metalne pa ne znam da li bi mesingane nešto promenile.Problem mi se pojavljuje na oba ekstrudera.
[ dr0id @ 21.04.2021. 13:58 ] @
Sta je ok za neku malo ozbiljniju hobi varijantu (da ne mora previse da se budzi a da stampa sve, PLA, PET, TPU, ABS) - Prusa i3 MK3S+, Ender 5 Pro/Plus, Ender 6 Core-XY ili Creality CR-200B, CR-5 Pro, WANHAO Duplicator 4S Dual, GR 2 ili?
[ Living Light @ 21.04.2021. 14:14 ] @
dr0id:
"da ne mora previse da se budzi a da stampa sve, PLA, PET, TPU, ABS"
Mislim da te stvrai ne mogu zajedno a da je jeftino.
[ dr0id @ 21.04.2021. 17:09 ] @
Nisam ni mislio jeftino, Prusa je 1000e, ovi ostali 700-800e. Moze i preko 1000 ali da radi. A inace moze skoro sve to i na Ender 3 od 200e ali ne dugo i uz cesto smaranje sa kalibracijom
[ SaleB81 @ 21.04.2021. 18:01 ] @
@dr0id:
U kontekstu tvog pitanja, 1000 i preko 1000 je i dalje jeftino. Tesko je uklopiti da ima zatvoreno kuciste (za ABS i delom za PET-G), da ima fabricki ekstruder koji je dobar za TPU, da ima automatsku kalibraciju i da bude jeftin.
Mozda bi bolje moglo da se pomogne ako bi rangirao sta je najbitnije. Predpostavljam da moze da se nadje pouzdan stampac sa zatvorenim kucistem za ispod 1000e kome treba zameniti ekstruder za bolju kompatibilnost s TPU materijalima. Takodje nije tesko odabrati ni stampac koji je jeftin kojji odlicno radi sa svim ostalim materijalima osim TPU, a treba mu samo kuciste, koje cak mislim da moze da se kupi kao dodatna oprema, to bi bila Prusa. Radi ono sto pise da radi, i to radi jako pouzdano i lepo out-of-the-box, a kasnije moze da se modifikuje po potrebi da neke stvari radi bolje. Ali jako je tesko da jedan uredjaj u fabrickom stanju zadovolji tvoje trenutne uslove.
[ dr0id @ 21.04.2021. 20:19 ] @
Pa ne znam, po firmama trose ultimaker, zortrax i sl. od par hiljada evra a pocetnici Ender od par stotina... Jasno da nema sve u kompletu ali bar nesto sa najmanje modifikacija. Pretpostavljam da je lakse nabaviti/napraviti kuciste nego menjati extruder (pogotovo ako ima konfigurisanja, flash-ovanja i sl. gubljenja vremena) ali ne znam. Problem je i sto kod nas ni nema nista izmedju 1000 i 2500-3000e (npr. ovo https://www.aliexpress.com/item/4000290550006.html ce lako da izadje ~2000e dok stigne, a kod nas je 300k).
Moze i neka varijanta da se odmah upgrade-uje sve sto treba, samo da nije ono kupis osnovni pa menjaj ovo, dodaj ono, konfigurisi, taman namestis jedno treba drugo i tako mesecima/godinama
[Ovu poruku je menjao dr0id dana 21.04.2021. u 22:06 GMT+1]
[ bogdan.kecman @ 22.04.2021. 01:19 ] @
Citat:
dr0id:
Sta je ok za neku malo ozbiljniju hobi varijantu (da ne mora previse da se budzi a da stampa sve, PLA, PET, TPU, ABS) - Prusa i3 MK3S+, Ender 5 Pro/Plus, Ender 6 Core-XY ili Creality CR-200B, CR-5 Pro, WANHAO Duplicator 4S Dual, GR 2 ili?
Vidi ovako, NIJEDAN!
PLA se najbolje stampa sa PTFE lined hotendom na printbyte sheet-u i moze da ga gura bilo koji extruder ukljucujuci bowden
TPU zahtteva staklo i najbolje se stampa sa flexion-om i ptfe lined hotendom .. sa vecinom ostalih extruder/hotend varijanti radi uzasno... to sto ljudi kazu "moze", to je "moze ponekad", nije "repeatable" niti je "reliable"
PETG vec zahteva direct drive, moze vise manje bilo koji, i zahteva all metal hotend i najbolje se stampa na printbyte
PET (bez G), ABS, ASA, PA i ekipa zahtevaju ozbiljnu masinu (sve delove otporne na visoku temperaturu, heated chamber na 70-90C, vodeno hladjenje...) ako hoces "reliable" i "repeatable"
znaci nema nijedan stampac koji ima to sve bez budzenja... realno ne postoji jedna glava koja radi to sve
e sad, za "one-off", "ponekad", "nema veze ako ce tek treci pokusaj da bude ok" svaki direct drive sa dobrim extruderom ce odraditi posao ... ako ti kinta nije problem, trenutno ti je po meni najjednostavnija varijanta "motion system" od e3d-a https://e3d-online.com/products/e3d-motion-system , imas auto izmenjivac glava, mozes da okacis na masinu 4 glave ali mozes da imas koliko hoces glava u steku da zakacis 4 koje zelis, nije enclosed ali moze relativno lako da se zatvori... neces se usreciti sa najlonom, pc-om i slicnim koji zahtevaju bas visoke temperature heated chambera, ali za manje ABS/ASA delove uz malo stiropora mozes da imas prilicno dobra iskustva
ono sto ti jeproblem za samogradnju je sto kod nas "male" vodjice ne drzi niko osim ovi koji pedlaju kinesko smece, kineske vodjice su .!. na bickili etc etc ... a ako ces da uvozis kvalitetne delove iz EU kosta bubreg i levo plucno krilo osim ako nema neko da ti doveze .... ja sam gledao, samo mehanika za e3d motion system bi me kostala duplo ovde u beogradu (original hiwin, original gates i slicno) nego sto sam paltio celu masinu sa fedex shippingom i carinom i pdv-om iz engleske
ako nemas nameru da se previse bavis time i ako ti je cilj da ti to "radi", PLA ti zavrsava posao u 99.99999% slucajeva, uzmi neki creality ili neki voron i pevaj, ako ti treba support i oces high end masinu, ultimaker ima odlican support u srbiji, odlicni su printeri (nista spec, ali kombinacija odlicnog kvaliteta, odlicne podrske... vredi), madjari su isto odlicni https://craftbot.com/ raise3d je... kevu isto https://www.raise3d.com/pro2-plus/ .. etc etc..
ako hoces nesto izmedju, PRUSA .. to ti je kombinacija "jeftino napravljen" ali je neko upalio mozak tako da sve one stvari koje na kinezima "ispadaju, skljocaju, ne rade..." ovde rade, community je odlican, podrska je odlicna ... e sad sam kvalitet, to je malo bolji kinez za mnogo vise para... recimo "odabran primerak, kineski" :D .. tj. stvarno je svaki deo proban, i stvarno nije najgore moguce nista, ali daleko od toga da koriste "ultra najbolje materijale i delove" (kao vecina kineza) ... po meni PRUSA ti je najbolji "bang for the buck" ali generalno zaboravi ABS/ASA/Nylon/PC za komade preko 3x3x3cm ...
pri tome, doooobro razmisli zasto kupujes
- znam raju koja je dala puno para da bi mogla da stampa najlon i polikarbonat i stampa 99.9999% PLA ... PLA je jako dobar materijal, tvrdji je od bilo cega, i cvrsci .. nije otporan na preko 70C ali i za to ima aditiva da bude otporniji na temperaturu.. prave ljudi CNC milling masine od PLA i radi im super
- znam raju koja je dala cudo para za 3d stampac da bi svatili da im laser cutter 10000x bolje resava posao
usluzno stampanje ume da bude mnogo jeftinije nego sto mislis kada vidis cenu masine, materijala, ucenja, smaranja, drndanja, budzenja ... pitanje dal ti stvarno treba
[ bogdan.kecman @ 22.04.2021. 01:39 ] @
inace sto se upgrade-a tice
upgrade no1 za bilo koji printer -> predjes na DUET2ETHERNET (ili ako si mazohista DUET2WIFI), ali original. kinezi su "ok" ali kinezi koriste 1oz copper a original je 2oz copper, ipak tu idu neki amperi kroz vodove i kinezi oce spale izlazne drajvere jer im je suvise tanak vod za potrebnu amperazu ... to se resi sa malo boljim hladjenjem i onda i kinezi traju ali ja savetujem tu ne skrtariti i kupti original duet2eth ili bar duet maestro
ovo ti je bitno zato sto nema flesovanja za menjanje konfiga, ceo konfig je kroz GCODE, menja se realtime, i def je jedan od najboljih i najstabilniji fw-a koji postoje...
ovo ti je trenutno najbolje sto postoji sto se tice extrudera i hotenda ... jedino realno rtenutno sto moze da gurne i flex i pla i najlon i abs ..
e sad, vidi,
- duet2eth je oko 150eur
- ovaj extruder set je preko 200eur (npr upgrade kit za prusa mk3 je 250$)
znci samo te dve stvari kostaju vise nego vecina jeftinih printera, ali sa ta dva upgrade-a dizes printer u profi vode
kineska mehanika je "ok", samo je spora, nema velikih ubrzanja i velikih brzina jer sve krene da se ljulja i uvija .. ali realno 3d stampa je spora stvar i na to mora se naviknes
[ dr0id @ 22.04.2021. 02:06 ] @
E bas si me obradovao... Craftbot i Raise3d min 2500e, ultimaker i vise. Nema sanse
Nisam ja mislio svakodnevna stampa svega, naravno PLA najvise, nesto malo PET i ABS/ASA i ponekad TPU. Jbg, dobar deo ovoga gura standardni Ender 3 mada nije da ne "ispadaju, skljocaju, ne rade..." zezne print, mora da se ubode prava kombinacija podesavanja (copy-paste ne radi, kao da je rucni rad, svaki za sebe), itd. E toga bi da se resim.
CNC mi se ne svidja zbog otpada, laser je vec interesantan ali tek to kosta...
Kako se Prusa kotira u odnosu na ovo
Citat:
bogdan.kecman:
Citat:
dr0id: gledao neke testove Ender 3 vs 5, nikakve tu razlike nije bilo u kvalitetu stampe i pored razlike u konstrukciji.
razlika je oooooogromna u kvalitetu stampe, i "out of the box" i "after the upgrade" 5 je znacajno bolji 5pro jos bolji ako pricamo o stampanju na malo vecoj brzini, kada stampas sporo dodje na isto ... e sad kad gledas review brdo njih su pajseri koji nemaju pojma sta mere i onda oni kazu "ja sam u oba slajsera stavio 70mm/sec" a to sto je na ender5 acceleration 2000 a na ender3 300, sto je jerk na ender 5 200 a na ender 3 50 pa isti taj print sa 70mm/sec na ender3 traje 4 sata a ne ender5 traje 2.5h... sto ce reci ender3 tih 70mm/sec nije postigao tokom printa.. i slicno ... creality koristi razne trikove tu ali realno i original creality board i silent creality board su go..no al jbg za te pare...
brzina, preciznost, itd?
[ bogdan.kecman @ 22.04.2021. 02:46 ] @
Citat:
dr0id: E bas si me obradovao... Craftbot i Raise3d min 2500e, ultimaker i vise. Nema sanse
ja nisam video da si napisao neke uslove oko cene, ako jesi sorry jbg omatorelo se
ali to su sprave koje su provereno ok (mada.. ne bi komentarisao dalje oticicemo previse daleko..)
Citat:
dr0id:
Nisam ja mislio svakodnevna stampa svega, naravno PLA najvise, nesto malo PET i ABS/ASA i ponekad TPU. Jbg, dobar deo ovoga gura standardni Ender 3 mada nije da ne "ispadaju, skljocaju, ne rade..." zezne print, mora da se ubode prava kombinacija podesavanja (copy-paste ne radi, kao da je rucni rad, svaki za sebe), itd. E toga bi da se resim.
vidi ovako, to nesto malo abs/asa ce ti odradi svaki, ako oces ikad da se drndas sa petg (pazi PET je mega za123 za stampu, PETG je lagan za stampu ko PLA tako da nemoj da ih mesas, ne vidim sto bi ikad stampo PET, PETG je sa druge strane vrhunski materijal) i sa TPU samo odaberi nesto sto odma ima direct drive extruder ... i to je to .. PLA ce stamapti ok, ostalo ce stampati ponekad uz malo muke i to je to .. uzmes kineza nekog sa dobrim community-em, dakle neki creality najbolje
Citat:
dr0id:
CNC mi se ne svidja zbog otpada, laser je vec interesantan ali tek to kosta...
laser ima za ispod soma evra, ne znam koliko je dobar, ja koristim to usluzno nikad nisam posedovao.... iskreno da me ne zanima tehnologija kao takva mnogo bi mi bilo jeftinije i 3d stampu da placam usluzno :D
Citat:
dr0id:
Kako se Prusa kotira u odnosu na ovo
brzina, preciznost, itd?
prusa ti je "dobar primerak kineskog printera" ... znaci uzmes 100 wanhao i3 printera i odaberes 10 najboljih, prusa je u tom rangu .. ja sam upoznao jozefa prusu kada je kupio svoj prvi 3d printer (otprilike malo posle mene, rapman 3.0) i covek je napravio ime tako sto "ovo ne mora", i "ovo ne mora" i "kad ovo skines vidi i dalje nekako radi" etc etc ... prusa verzija mendela koju je on izbacio je unisten/osakacen mendel, znaci mendel sa koga je skinuto sve sto si mogo da skines da i dalje "nekako radi" ... tu filozofiju je zadrzao i dalje, dakle prusa printeri nisu ni sa najboljom elektronikom ni sa najboljom mehanikom, cak stavise, ogoljeni su maksimalno i sve im je na minimumu da rade ... tako da .. kao kinezi ... jedina razlika je sto to sklapa amerikanac i testira amerikanac i stvarno radi i stvarno je prekontrolisano i stvarno je svaki isti
vidi moj "workhorse" je sledeci:
- uzeo sam ENDER5 u Woxxel-u
- skino sam mu extruder i hotend i bacio u kantu
- skino sam mu elektroniku i onaj "kontroler" i bacio u kantu
- skino sam mu napajanje i ostavio sa strane mozda za nesto zatreba
- skino sam mu tockice sa X i bacio u kantu
- skino sam mu sve zice i bacio u kantu (aluminijum pobakren)
- skino sam mu Z spinglu i zamenio drugom Z spinglom (ovo ne mora ali sam ja hteo duplo manji korak na Z kako mi ne bi padao bed na dole)
- ogulio sam mu magnetno g... sa bed-a i bacio u kantu, opro lepo to acetonom da dobijem cist alu
- stavio sam mu original duet2eth + kineski paneldue 6" (realno paneldue ne mora, sa mobilnog se upravlja skroz ok)
- stavio sve nove kablove
- stavio original hiwin rail na X stanglu tako da se sad extruder seta po hiwin rail-u umesto na tockicima (za Y sam ostavio tockice, verovatno cu i njih da zamenim kad se istrose)
- zamenio sve kaiseve original gates kaisevima i sve pulije original gates pulijima
- napravio sam novi X-carriage koji drzi bondtech extruder + e3dv6 hotend + precise piezo senzor
- otstampao sam "podrsku" za bed (imas na thingiverse za ender5 dve "ruke" koje ne daju da se bed krivi na napred od tezine
- stavio bolje 24V meanwell napajanje
- narucio 5mm akrilne ploce koijma sam zatvorio 5 strana, ispao sam tu malo glup nisam razmisljao, kada se skine gornji gantry mozes da ubacis akrilne ploce u zlebove i to bude vrhunski lepo i ne vidi se nista i super zatvara sve ali .. jbg .. sa druge strane kada akrilne ploce srafis spolja preko ovih profila ojacavas i ukrucujes samu strukturu tako da ima i pozitivna strana sto ih nisam gurno unutra .. sta znam .. sad kako je tako je :D
radi ko zmija ... nije za velike komade ABS-a, PA i PC (za to koristim drugi printer) nema sanse bez dodatnog grejanja ali za PLA/PETG/TPU radi 1/1 .. stim da je upgrade kostao znacajno vise nego ceo stampac :( ali opet, total, vreme + svi delovi za upgrade + original stampac od kog je pola baceno, kostaju manje nego da sam kupio gotov stampac slicnog kvaliteta ... e sad, jos bi moglo to bolje da se pravi from scratch ali jeftinije kupis kineski printer i pola bacis nego samo da kupis alu extruziju kod nas :(
Ja sam Ender 3 sutnuo pre nego sto su mi stigli E3D V6 i 3DTouch, i ja sam skinuo to magnetno g.... sa bed-a i stavio njihovo staklo, stampao podrsku, menjao opruge, flash-ovao Marlina (hteo i klipper) menjao tube, extruder, 2 tockica (1 od bed-a) i opet je na svakih nekoliko stampanja bilo problema (mislim da mu i promaja uticala na bed i hotend) pa ne bih da ponovo to prolazim.
Ako je Prusa bez tih bolesti i ako je dovoljno brz, onda mozda to, ako ne onda Ender 5/6 pa budzenje odmah pri sklapanju (nista cekanje i deo po deo, to nema sanse) ili onaj Tronxy ili tako nesto.
ovo ces da imas kao problem sa svima osim ako ne preskocis na duet
sto se klipera tice, odlican je, ali je problem sto mu je glavni programer mega brljiv i ozbiljan je budzolog i ima puno bagova a tesko se opravljaju posto je kod katastrofa .. jos kad uzmes da je veci deo koda u pitonu dodje ti da se roknes .. elem kod klipera bar nema non stop fleshovanja, duet ti je tu keva, on tera RRF, kod njega ti je sve G-CODE, promenis konfig live na masini :D .. na primer moj config (matori al nebitno za primer kako izgleda config je ok): https://github.com/Duet3D/RRF-...entreZero-xrail-flex3drive/sys
Citat:
dr0id:mislim da mu i promaja uticala na bed i hotend
cak i ovim skroz zatvorenim promaja pravi problem, 3d printer mora bude van bilo kakve promaje inace ces da imas cudo problema
sto se bed-a i tockica i tih stvari tice, bltouch ili piezo resavaju te probleme 1/1 ...
Citat:
dr0id:
Ako je Prusa bez tih bolesti i ako je dovoljno brz, onda mozda to, ako ne onda Ender 5/6 pa budzenje odmah pri sklapanju (nista cekanje i deo po deo, to nema sanse) ili onaj Tronxy ili tako nesto.
tronxy je mozda i bolja masina (ne znam nisam ga probao) ali ima mnooogo manji community od craality-a .. mada ako resis da ga potpuno prebudzis community pada u vodu :D jer onda imas suvise custom masinu da iko sta pametno moze ti kaze od njih i targetovani upgrade-i ti ne rade posao ... elem, mnooogo je lakse budziti stampac kada imas jedan koji radi :)
svi su oni "dovoljno brzi", prusa je prosto, u poredjenjuu sa svima ostalima "works out of the box" ... na prusi ne moras da upgradeujes nista, znaci sve ono sto na ostalima imas spisak da neke stvari "moras odma" za prusu to ne postoji, prusa out of the box radi bez da bilo sta moras "odma" i to mu je mnogo veliki plus... na prusi bukvalno ne moras nista da upgradeujes i radice ok
nijedan taj kickstarter koliko ja znam nije uspeo, svi su propali, ljudi imaju dobru ideju ali nemaju pojma o proizvodnji i onda kada se susretnu sa problemima nabavke i industriske proizvodnje svate da su se uglavno zaj123 4-5 puta u procenama :( tako da ... uglavnom svi ili propadnu ili isporuce go...
evo ovde odma ima kviska, koristi carbon fiber sipke ... svi koji su probali da prave printere sa tim su na kraju odustali jer za one-off prototype nije problem, za ind. proizvodnju nema sanse... cak je e3d koji je vrlo iskusan odustao od carbon fiber delova na e3d motion system .. extruder ovaj njihov je g... lxg + mosquito je 10x bolja varijanta..
a inace taj "quality" vidi mu se ringing do jaja velik na videu na delovima koje pokazuje :(
"ima wifi" - lazu, imaju octoprint unutra i octodash, vidi se na snimku, znaci wifi je preko octoprinta
a sto se mehanike tice ..
- laser cut akril kao kutija je isprobano losa ideja dokazano jos pre 15 godina sa rapmanom i makerbotom, sper je bolja ideja ali ..
- vidis ove dugacke linearne lezajeve koji vuku bed gore dole, nijedna od ovih ozbiljnih firmi ih ne pravi, te dugacke prave samo kinezi i kvalitet je nula
- cantilever bed dizajn je generalno los na ovaj nacin, mora da ima mnogo bolja podrska za ceo bed inace ce da se krivi napred
tako da sve u svemu, ne bi se ja uzdao u taj kickstarter, niti ce to da bude neki bas dobar printer niti ce oni uspeti da ga na kraju naprave za te pare
pri tome, vidi, ja se drndam sa ovim od kad postoji, ono ima 15 godina kako sam postao deo core tima za reprap znaci bas duuugo se drndam sa tim i otstampao sam preko tonu plastike do sada .. vidi .. 95% potreba ti zavrsava 12x12x12cm print volume a na te dimenzije sve je mnogo lakse i jeftinije da se napravi i lako ga je zatvoriti i abs tu mozes da stampas bez veliki problema i .. cim krenes da siris (20x20x20 ili 23x23x23cm su uglavnom ovi moderni "normalne velicine" printer, 30x30x30 su oni veci i 50x50x50 su oni veliki) tu problemi krecu exponencijalno da rastu a resenja problema uglavnom krecu exponencijalno da kostaju
[ SaleB81 @ 22.04.2021. 13:10 ] @
Citat:
bogdan.kecman:
- stavio sve nove kablove
Ovo sam vec imao nameru da te pitam prethodni put kad si spominjao. Gde kod nas nabavljas raznobojne kablove tanje od 0.5 tj. koje kablove koristis za alternativnu instalaciju?
Znam da ima 3/4-zilnih kablova za kolor led trake, ima samostalnih licni u bojama gradske mreze, ima uparenih zvucnickih kablova i to je sve za sta ja znam. Znam da ima onih nekih "posebnih" kablova za video nadzore.
[ Living Light @ 22.04.2021. 13:40 ] @
samo da došapnem,
Ne znam gde Bogdan Kecman kupuje kablove.
možda ova rolna Fleta odradjuje posao.
Ako radi i odgovara, javi.
(javi i koliko metara da odmotam)
[ dr0id @ 22.04.2021. 14:41 ] @
Citat:
bogdan.kecman:svi su oni "dovoljno brzi", prusa je prosto, u poredjenjuu sa svima ostalima "works out of the box" ... na prusi ne moras da upgradeujes nista, znaci sve ono sto na ostalima imas spisak da neke stvari "moras odma" za prusu to ne postoji, prusa out of the box radi bez da bilo sta moras "odma" i to mu je mnogo veliki plus... na prusi bukvalno ne moras nista da upgradeujes i radice ok
Hmm, meni Ender 3 nije bio dovoljno brz. Pogotovo na manjim stvarima. Taj tvoj tunirani 5 deluje mnooogo brze. Kao i npr. ovi
mada ne bih isao toliko u ekstrem oko hladjenja (a i cene, verovatno bolje uzeti 3-4 jeftinija nego 1 turbo)
[ bogdan.kecman @ 23.04.2021. 01:32 ] @
Citat:
SaleB81:
Ovo sam vec imao nameru da te pitam prethodni put kad si spominjao. Gde kod nas nabavljas raznobojne kablove tanje od 0.5 tj. koje kablove koristis za alternativnu instalaciju?
ne koristim raznobojne kablove tanje od 0.5 :D ..
koristim svasta, zavisi sta kad imam, za analogne kablove (npr signal sa pieza) koristim neke vojne koax kablove sa ptfe izolacijom, za motore koristim neke sirmovane 4zilne kablove 0.75 ili 1mm2 ne secam se kupujem u mikroprincu .. imas u mikroprincu i flatova razne 10x0.09 je super, 10x25 i 10x50 su isto odlicni .. imas sarene, sive... imas 50x0.09 sivi isto odlican .. ja najvise trosim ove: https://www.mikroprinc.com/sr/proizvodi/kablovi-na-metar-liycy
takodje u schreku imas sve moguce kablove kakve mozes da zamislis... ja koristim njihove 50x.75 za neke projekte..
i finalno - eternet kablovi su extra takodje a jeftini
[ bogdan.kecman @ 23.04.2021. 01:59 ] @
Citat:
dr0id: Hmm, meni Ender 3 nije bio dovoljno brz. Pogotovo na manjim stvarima. Taj tvoj tunirani 5 deluje mnooogo brze.
mada ne bih isao toliko u ekstrem oko hladjenja (a i cene, verovatno bolje uzeti 3-4 jeftinija nego 1 turbo)
vidi, ako oces brzinu, kupi neki DELTA, to je PLA only u principu ali DELTA je najbrza konfiguracija koja postoji .... imas 1000 mana ali ima def najvecu brzinu od svih...
fora je sto je sve to mackov .!. ...
plastika ima te dugacke lance i proces extruzije unosi ogroman stres u plastiku, vreme grejanja nije toliko kriticno i plastika moze dovoljno brzlo da se zagreje da moze da se proturi kroz nozlu velika kolicina plastike u kratkom vremenu, taj deo nije problem iako se oko toga trosi puno energije u ovim pokusajima, ono sto je problem je vreme hladjenja, da bi imao ikakav kvalitet plastika mora da ocvrsne pre nego nabacis sledeci layer inace imas "hot mess", da bi plastika ocvrsnula ona mora da se oladi, vreme hladjenja je kriticno za oslobadjanje stresa u plastici unetog extruzijom, ako je to vreme prekratko stress se "zamrzne" u plastici i taj deo bude slab i hoce da se "samoraspadne" ... meni su u pola noci "skakale" stvari sa polica na pod, bukvalno explodiraju na polici zbog stresa u njima jer sam se ja isto lozio da to treba brzo.... heated bed pomaze sa stresom na nacin da usporava hladjenje, heated chamber pomaze sa stresom, warpingom etc zato sto usporava hladjenje, ne mozes istovremeno da usporavas hladjenje i ubrzavas print... tako da je to ok da pokazes kako ti se masina "brzo mrda" ali to sto si otstampao na taj nacin je uglavnom smece, los kvalitet, visoko stresan objekat koji ce se samo raspasti posle nekog vremena...
nacin da ubrzas stampu je relativno jednostavan, ja sam terao neko vreme moj printer od 100x75x100cm na zalost kada sam se selio morao sam da ga razbucam, genije ga je napravio od mdf-a koji je lepljen pa nije mogao da izadje ni na vrata ni na prozor pa sam ga razbio sacuvao metal ostalo bacio... elem, znas koliko ti treba da otstampas nesto velicine 100x75x100 normalnom tehnikom.... ceo zivot verovatno :D .. sta je fora, imas brzina x detalji = konstanta jbg.. oces sitne detalje uzmes nozlu od 0.25mm i dobijes ludilo detalje, 0.01mm layer etc etc.. super ali za minijaturu, za normalan objekat cekas mesec dana da se otstampa.... povecanjem promera nozle se povecava brzina stampe ... 0.4mm sto je neki "standard" danas imas neku zlatnu sredinu, mozes da stampas bez problema 0.3mm layer (moze na silu i 0.35 ali to je vec preterivanje) i bez problema 0.5mm debljinu zida .. znaci stampas sa 0.3x0.5mm promerom, da kazemo 70mm/sec sto je za PLA ok brzina (za preko 70mm mozes da uzmes od 3drepublike npr pla-x koji moze 120mm/sec ali nebitno sad za ovu pricu) ti izbacis 10.5mm3 plastike u sekundi i imas super kvalitet ... ako podignes nozlu na 0.6mm ti sada mozes bez problema da tuces .5mm layer sa .85 sirinom linije istom brzinom 70mm/sec i dobijes 29.75mm3 u sekundi ... znaci samo sto si se mrdno sa .4 na .6 nozlu dobio si 3x vecu brzinu stampe a nista drugo nisi menjao... naravno, izgubio si detalje, razlika izmadju 0.3mm i 0.5mm layera je vidljiva ...
tu dolazi u igru "multiple head" ... ja sam terao godinama dual head, jedna 0.8 ili 1.0mm nozla a druga 0.25 ili 0.3mm nozla ... sa tankom nozlom radis outside perimeter, sa debelom nozlom radis inside perimeter i infill .. outside perimeter radis sa 0.1mm layerom npr a ostalo radis sa 0.6mm layerom tako sto inside perimeter i infill stampas tek svaki sesti layer i tu imas i brzinu i kvalitet... problem je sto to teoretski radi super, prakticno vecina dual head stampaca su kinesko smece gde je gotovo nemoguce podesiti Z visinu obe glave kako treba udaraju u print, prave probleme etc etc... a onda kada to namestis kako treba dodjes do problema da sliceri to uzasno lose rade, uglavnom se za multiple head forsira multi-color, ova varijanta sa razlicitim nozlama je prilicno losa, vecina slajsera ne podrzava uopste a ovi koji pordrzavaju imaju tu dosta bagova pa to nije bas idealno... no sada sa povecanjem popularnosti multihead masina sa ovim toolchangerima kao sto su e3d motion system i jubilee kapiram da ce i slajseri da krenu na bolje...
u svakom slucaju, gde zuris? ja kada sam poceo stampali smo sa 6mm/sec, sada i ender3 out of the box stampa 70mm/sec ... to je spora tehnologija, ako ti treba veci volume uzmes vise printera, SLA je takodje postao vise manje dzabe, ako ti trebaju detalji SLA je bolje resenje od FDM, smole su sada dostupne koje su bolje i od ABS i od najlona i PLA .. pogledaj prusu, imaju veliku proizvodnju, nista ne stampaju preko 100mm/sec
[ SaleB81 @ 23.04.2021. 02:39 ] @
Citat:
Living Light:
možda ova rolna Fleta odradjuje posao.
Ako radi i odgovara, javi.
Hvala. Hteo sam da sacekam da Bogdan odgovori, pre nego sto ja odogovorim.
Posto ima da se kupi, a onaj LIYCY 6x0.22 iz Bogdanovog odgovora deluje savrsen za kombinaciju motor+endstop, odlucicu se za njega. Mislim da cu lakse da upakujem njihov obli buzir nego trakasti kabl. Etherneta se nisam ni setio, sad citam Ethernet ide od AWG28 do 22, 24-22 je vec dovoljno veliki promer i za motore, pa je i to jedna od opcija. Taman cu da iskoristim priliku da razradim krimp kljesta, samo treba jos da nabavim JST XH pinove i JST SM pinove i kucista i mogu da se igram.
[ bogdan.kecman @ 23.04.2021. 02:46 ] @
ja koristim liycy 4x0.5 sirmovani za motore ... nisam hteo da idem sa .22 iako je .22 deblji od onoga sto na vecini stampaca dolazi kao default kabl ... nekako mi truba da guram 2A kroz manje od pola kvadrata .. stavio bi je i .75 nego sve preko pola kvadrata se tesko ili nikako krimpa na ove pateticne konektore od nema17 motora :D
nekada sam gurao endstop u isti kabl sa kablom za motor ali sam prestao i sada uglavnom do endstopa guram 4 zilni kabl posto sam experimentisao sa razlicitim endstopima i opticki zatehvaju i struju jbg pa im 2 zice nisu dovoljne mora bar 3 pa onda lepo gurnem 4 zicke do endstopa i ne razmisljam .. posto su endstopovi meni uvek fiksni nije frka postaviti deblji visezicni kabl do njih jer se nista ne pomera..
[ bogdan.kecman @ 23.04.2021. 02:48 ] @
inace sad mi je na enderu flet iz mikroprinca i mora da ga prezicim, 3-4 zice u fletu su pukle negde unutar kabla od savijanja... tako da fletove ne guram vise nigde gde se nesto mrda :(
[ dr0id @ 23.04.2021. 03:19 ] @
Citat:
bogdan.kecman:nekako mi truba da guram 2A kroz manje od pola kvadrata ..
Meni nije, otkako sam video koliko guraju kroz punjace
Citat:
bogdan.kecman:
tu dolazi u igru "multiple head" ... ja sam terao godinama dual head, jedna 0.8 ili 1.0mm nozla a druga 0.25 ili 0.3mm nozla ... sa tankom nozlom radis outside perimeter, sa debelom nozlom radis inside perimeter i infill .. outside perimeter radis sa 0.1mm layerom npr a ostalo radis sa 0.6mm layerom tako sto inside perimeter i infill stampas tek svaki sesti layer i tu imas i brzinu i kvalitet... problem je sto to teoretski radi super, prakticno vecina dual head stampaca su kinesko smece gde je gotovo nemoguce podesiti Z visinu obe glave kako treba udaraju u print, prave probleme etc etc... a onda kada to namestis kako treba dodjes do problema da sliceri to uzasno lose rade, uglavnom se za multiple head forsira multi-color, ova varijanta sa razlicitim nozlama je prilicno losa, vecina slajsera ne podrzava uopste a ovi koji pordrzavaju imaju tu dosta bagova pa to nije bas idealno... no sada sa povecanjem popularnosti multihead masina sa ovim toolchangerima kao sto su e3d motion system i jubilee kapiram da ce i slajseri da krenu na bolje...
Ovo mi je novo tj. samo sam cuo da kao moze a nisam znao ni za prednosti ni mane. Za nozle, vulkane, hladjenje i sl. znam, ne moras se cimati oko detaljnog objasnjavanja. Delta mi je isto poznata i bila zanimljiva dok nisam video mane...
Citat:
u svakom slucaju, gde zuris? ja kada sam poceo stampali smo sa 6mm/sec, sada i ender3 out of the box stampa 70mm/sec ... to je spora tehnologija, ako ti treba veci volume uzmes vise printera, SLA je takodje postao vise manje dzabe, ako ti trebaju detalji SLA je bolje resenje od FDM, smole su sada dostupne koje su bolje i od ABS i od najlona i PLA .. pogledaj prusu, imaju veliku proizvodnju, nista ne stampaju preko 100mm/sec
Meni je i 60mm/s (jel, ne racunajuci uglove) bilo sporo, a 6 iskreno ne mogu ni da zamislim...100 je vec bolje (probao par puta na klot 3 Pro, nisam nesto bio zadovoljan ni imao vremena za udubljivanje u problem), mada ako moze i nesto preko, odlicno. Oni sa YT su extremi, to mi ne treba mada je svakako zanimljivo.
SLA, sta znam, manji su, skuplji, stipaju za oci, deluje da ima dosta posla oko presipanja, ciscenja, menjanja onih folija, itd.
[Ovu poruku je menjao dr0id dana 23.04.2021. u 04:35 GMT+1]
[ Living Light @ 23.04.2021. 03:22 ] @
Citat:
SaleB81:ima da se kupi, a onaj LIYCY 6x0.22 iz Bogdanovog odgovora
u Startu uliva poverenje!
Radio sa tim, znam, ne lupam.
[ bogdan.kecman @ 23.04.2021. 03:32 ] @
Citat:
dr0id:
Citat:
bogdan.kecman:nekako mi truba da guram 2A kroz manje od pola kvadrata ..
Meni nije, otkako sam video koliko guraju kroz punjace :D
a vidi, dc drop na zici kod "punjaca" osim sto ce malo da se greje kabl nece napraviti stetu ... dc drop na kablu kod motora kada bi terao full ili half step ne bi napravio problem takodje, mozda bi ti skinuo koji ‰ od torka i to je to ... ali kada guras mikrostepping kapiram da je bitno, posebno oko nule gde inace drajveri imaju veliki problem i zbog cega nastaju oni problemi sa "salmon skin" tako da ja gurnem po kvadrata i ne mislim...
sto se sirma tice, na sam printer ne utice ni najmanje dal ima sirm ili nema na kablu od motora, ali kada imas 6 3d printera (kao na primer... ja) i krene svih 6 da radi, ako su kablovi motora bez sirma krecu analogni monitori da vibriraju, jeftini osciloskopi polude, razne neke sprave prestanu da rade kako treba a iz zvucnika krene da cvrkuce, kapiram ni mom mozgu nije svejedno, tako da, turis sirm na te kablove "zbog drugih" a ne zbog samog printera :D ... zato ja za motore ko sto rekoh tah liycy 4x05... koristio sam pre nego sam iskopao lusi stp eternet kabl ali po dve parice za svaku zicu, ali sada je prilicno tesko naci stp kabl, uglavnom je sftp a on je vec mnogo krut i debeo a obican utp je bez sirma... stari sirmovani utp (znaci samo spoljni sirm, nista posebno folija oko parica) je imao i deblje zice i bio je lepo savitljiv... od kad njega nema lusi je najbolje sto sam kod nas nasao (po meni je idealan)
[ mnn @ 23.04.2021. 15:03 ] @
Bogdane šta teraš sa tih šest printera u isto vreme? Sudeći po tebi nisu u pitanju usluge
[ bogdan.kecman @ 23.04.2021. 15:37 ] @
:D usluge su vrlo sirok pojam... tako da... mozda nekad uzivo uz puno piva ... ja pored mog zvanickog posla radim neke stvari koje nisu bas za javnu komunikaciju pa bih to ipak zadrzao za sebe ...
no .. ne rade svih 6 istovremeno 24/7 .. cak stavise evo 2 meseca nijedan nije ispravan ... 2 treba da se prezice, jednom crko glavno loom zica, flet iz mikroprinca, g..no, drugi mali koji je ABS only, crko mu fabricki flat koji ide na glavu, taj je vec godinu dana u out-u, treba se smorim da ga rastavim skroz da vidim koja mi duzina fleta treba da kupim flet nakrimpujem i zamenim al .. jbg nemam ni kad ni gde, nemam bukvalno sto gde bi ga rasturio i drzao rasturenog par dana dok ne kupim kabl .. sav radni prostor mi je prebukiran zbog priprema za selidbu ... e3d motion system je sklopljen do pola i onda krenula frka sa poslom i stoji tako sklopljen na pola vec jace od godinu dana (stigo u januaru 2020 i od tada stoji) .. jednog sam spremio da testiram klipper, skontao da mu je elektronika na koju sam mislio da turim klipper uzas, bacio istu, treba montiram novu, pitanje dal ima jos problema sa njim, to je bilo pre 2 godine, jedan je bio ispravan sa duet elektronikom, 3drepublika je htela nesto da testira, vratio sam mu originalnu elektroniku, trebalo bi da je ispravan (UP Mini) ali oni su imali problem da ga nateraju da radi, ko zna mozda je ispravan mozda i nije, nit imam vremena da ga probam nit imam vremena da mu vracam duet.. etc etc etc... tako da vidis.. 6 komada al ne rade nista :D ... mislim da nikad nisam imao vise od 3 komada da rade istovremeno ali kako sam kupio kucu i krenuo tamo renoviranje a ovde "pakovanje za selidbu" zivim i radim u "magacinu" :( i ono ako ne zavrsim renoviranje uskoro poludecu nacisto posto se bas tesko radi ovako... sta da ti kazem kad odem i kupim novi alat od 100eur koji imam ali mi je lakse da dam 100e za novi nego da trazim gde mi je moj :( ... iskostalo me i nerava i para al .. tamo se vidi svetlo na kraju tunela... bice valjda na leto selidba :) grubi radovi gotovi, za radionicu mi ostalo da zavrsim sanitarije i plocice, i za radinice obe da pustim po kosuljici bakarnu mrezu i antistatic linoleum i mogu se uselim :) ... posle ostaje nova fasada ali to kad bude i kuca ne treba mi to za useljenje... i imam moju novu radionicu od 50m2 :D sa malim potkrovljem za ostavu, dve prostorije, jedna za printere, cnc, testere, cekice, busilice... druga za elektroniku i programiranje.. bice uzivancija :D
[ paterson @ 02.05.2021. 09:36 ] @
Citat:
bogdan.kecman:
...... ... e sad, jos bi moglo to bolje da se pravi from scratch ali jeftinije kupis kineski printer i pola bacis nego samo da kupis alu extruziju kod nas :(
Nisam nigde video na internetu da ima takav konstrukcijski profil od stakloplastike (fiberglass-a), a sam materijal od stakloplastike je znatno jači i lakši od aluminijuma za oko 35%, i stoga se postavlja pitanje da li je uopšte proizvođačima problem napraviti takav profil od stakloplastike, a i kad bi se usvojila tehnologija proizvodnje ne bi trebao biti toliko skup (?!).
Drugo, zar se ne isplati odštampati takav profil od filamenata preko 3D printer-a?
[ ZAS011 @ 02.05.2021. 09:41 ] @
Za razliku od Al, stakloplastika se mnogo više uvija i izvija.
Kada budeš osmislio tehnologiju ekstrudiranja stakloplastike, ima da se obogatiš
[ paterson @ 02.05.2021. 10:08 ] @
Citat:
bogdan.kecman:
.... .. stim da je upgrade kostao znacajno vise nego ceo stampac :( ali opet, total, vreme + svi delovi za upgrade + original stampac od kog je pola baceno, kostaju manje nego da sam kupio gotov stampac slicnog kvaliteta ... ......
Izvinjavam se na mojoj neupućenosti u vezi 3d štampača, ako se ne varam, i ako nešto nisam ispustio iz vida, ovom na dole video snimku ne treba skup upgrade?!
ZAS011:
Za razliku od Al, stakloplastika se mnogo više uvija i izvija.
Kada budeš osmislio tehnologiju ekstrudiranja stakloplastike, ima da se obogatiš :D
Lično mislim da ste potpuno van toka svih događaja što se tiče stakloplastike. Da jeste tako kako tvrdite, zar bi se pravila stolarija od stakloplastike?
paterson:
Nisam nigde video na internetu da ima takav konstrukcijski profil od stakloplastike (fiberglass-a),
zato sto bi kostao ko bubreg a ne bi imao puno smisla. ako bi pravio od fiberglass-a ili carbonfiber-a uzeo bi obicne "kutijaste" profile (presek pravougaonik) .. ovaj presek konstrukcionih profila je zbog lakog kacenja i spajanja, te sile ni fibreglass ni carbonfiber ne mogu da podnesu, takodje mogu da idu tockici kroz ovo, ni to fiberglass/carbonfiber ne mogu da podnesu.. to su dobri materijali ali ne za sve + su nemoguci za proizvodnju na veliko
Citat:
paterson:
a sam materijal od stakloplastike je znatno jači i lakši od aluminijuma za oko 35%
nije :)
zavisi o joj sili pricas, ako pricas na tu duzinu koliko ce koji da se uvije kad mu zakacis istu kilazu na sredinu, jeste cf ce biti kruci, ali ako pricamo da u jednu tacku zakacis nesto srafom alu ce izdrzati a cf/gf ce se pocepati
Citat:
paterson:
Drugo, zar se ne isplati odštampati takav profil od filamenata preko 3D printer-a?
ima da se kupe (naravno ne u ovoj kobajagi drzavi) konstrukcioni profili od plastike slicnog profila i kosta jedno 1000 puta manje nego da ga stampas (i jedno 100 puta je jaci u svim pravcima) ali ne moze da se koristi ovde posto nema ni snagu ni krutost potrebnu za 3d stampac... koriste se drugaciji plasticni extrudovani elementi za stampace ali ni oni nisu jeftini i uglavnom se koriste za delte
Citat:
paterson:
Izvinjavam se na mojoj neupućenosti u vezi 3d štampača, ako se ne varam, i ako nešto nisam ispustio iz vida, ovom na dole video snimku ne treba skup upgrade?!
nisam ja rekao da je svaki upgrade skup, ja sam rekao da je za taj odredjen primer tog stampaca na videu upgrade kostao vise nego stampac...
elektronika sa tvog videa je relativno jeftin upgrade ali isto tako ne donosi nista u odnosu na originalni hw koji dolazi uz vecinu printera ... i dalje teras marlin koji je gov... i dalje je projektovana nogama od strane coveka koji pojma nema i slicno.. postoji nacin da se odradi kvalitetan upgrade elektronike jeftino ali mora se iscimas, klipper je resenje za to, ali u tom slucaju cena je tvoje vreme da to sve naucis, namestis i odrzavas..
[ bogdan.kecman @ 02.05.2021. 10:30 ] @
Citat:
paterson:
Citat:
ZAS011:
Za razliku od Al, stakloplastika se mnogo više uvija i izvija.
Kada budeš osmislio tehnologiju ekstrudiranja stakloplastike, ima da se obogatiš :D
Lično mislim da ste potpuno van toka svih događaja što se tiče stakloplastike. Da jeste tako kako tvrdite, zar bi se pravila stolarija od stakloplastike?
zoran ti je rekao za "onakav" profil koji ne moze da se dobije slaganjem i namotavanjem kako se radi carbofiber i glassfiber vec mora se extrudira... stolarija se pravi od profila vrlo jednostavnog preseka (imas matricu na koju namotas tkaninu, namazes smolu, zagrejes pod pritiskom, izvuces matricu i voila gotovo) ... dalje pogledaj negde specifikaciju profila tih, tolerancije su OGROMNE... to nije problem za prozor ali za CNC masinu je nepremostiv problem...
CF moze da se koristi za konstrukciju ali se realno nista ne dobija, razlika u ceni je ogromna + ti ove alu konstr. profile direkt mozes da koristis i kao deo samog motion sistema (kao sto se koriste na jeftinim printerima), a ako bi koristio CF onda bi morao da dodajes klizace i vodjice koji su celicni i ponistili bi ti dobitak u tezini ...
- ako gledas jeftine printere tu CF/GF nema sta da traze jer su preskupi i ne donose nista novo
- ako gledas skupe printere tu je sve puno celika da skidanje mase staticnih delova sa CF/GF nema nikakvog smisla a dize cenu i komplikuje BOM znacajno, ono gde ima smisla je u pokretnim delovima a tu se pokazalo da je proizvodnja seriska preciznih delova CF-a preskupa u jednom i potpuno nemoguca u drugom obliku
[ dr0id @ 02.05.2021. 17:34 ] @
Recimo da resim da budzim Ender 3 ili 5 (ili cak oba ako mi zatreba, naravno uz drugi Y carriage odnosno https://www.thingiverse.com/thing:3661405) umesto da uzmem gotovu Prusu, koliko bi to zadovoljstvo moglo da kosta i sta najbolje (ili bar dovoljno dobro) uzeti?
Pa onda BLTouch/3DTouch, Gates Belt & Pully (jel bitno odakle ili moze od ovih poznatijih kineza?), sunon vent ima i kod nas, e sad da li bolji roleri (ili samo lezajevi za ove ili sine/vodjice) bar za X (pozeljno kod nas)? Vidim sinu/kolica stavljaju i odgore i sa strane, sta je bolje?
I koji je uopste ovo fazon, bez alu/cf (ima varijanta i samo X sina)
I odakle Z sraf, lagerton, mehatron ili?
Jos sam nesto hteo, ali ne mogu da se setim...
[ SaleB81 @ 02.05.2021. 19:21 ] @
thing:3661405 je ucvrscenje/ojacanje za Z osu. Na svim tim stampacima koji imaju vodjenje samo po jednoj ivici naspramna ivica federira pri pokretu ili se naginje sama pod svojom tezinom.
Duet, Bogdan ce tu sigurno biti upuceniji, ali verujem da se u necemu ogleda razlika od 50e izmedju originala ili klona. Ako bih uzimao Duet uzeo bih ga iskljucivo iz originalnog izvora da bi deo profita otisao u dalji razvoj, ako nista drugo. Ali kada sam skupljao delove da pravim svoj stampac (koji je trebao da dodje umest Ender5, pa se nije stiglo) odlucio sam se za BigTreeTech elektroniku, mislim SKR 1.4 da bese, ne secam se, STM32, Trinamic drajveri, mogu da pogledam koji je tacno model. Ja u svojoj primeni stampaca mislim da jos nisam dosao do ogranicenja elektronike.
Ista prica i sa ekstruderima, prethodni stampac kad sam planirao da dopunim, istrazio sam trziste, odabrao sta je najbolje, stavio na papir i kupio nekoliko razlicitih kompija e3D V6, s razlicitim opcijama termalnog prekida, sa i bez teflonskog umetka, dok nije naisao jedan koji je lepo obradjen. Njega upotrebio, sklopio i to je radilo bez problema preko godinu dana. Naravno, moje potrebe u 98% slucajeva zadovoljava PLA.
Kod Ender5 je za sad jedino Bowden stigao da me (mnogo) nervira i to hocu da resim uskoro. Kako, jos nisam odlucio. Druga stvar koju sam primetio je da se "ljulja" glava, sto na prethodnom nisam doziveo. Na prethodnom sam mogao da podignem brzinu dok ne dodjem do granice grejaca i ekstrudera. Kod ovog se desi na vecoj brzini da pravi klobuke oko ostrih uglova, a mislim da to ima veze s V-slot kolicima, mnogo pre nego sto zasiti propusnu moc ekstrudera.
Microswiss secam se da je bio odlicno resenje za visoke temperature pre par godina, sta se u medjuvremenu pojavilo ne znam, ali iako postoji nesto bolje verujem da je on i dalje dovoljno dobar. O Bondtechu sam citao lepe stvari, Trianglelab mislim da radi jednu od boljih kopija. Inace od Aliexpress shopova, Trianglelab, Funsor, Biqu, Bigtreetech su prodavci s kojima sam zadovoljno saradjivao.
Remote Direct Extruder je lepa ideja, Bogdan je koristio nesto na tu temu. On ce vise o tome. Pitanje je da li ima svrhe za tim, kolika je usteda u tezini u odnosu na Direct i da li sam taj sistem ima nekih mana.
Z sraf, Bogdan je morao da ga menja jer se u toj verziji stampaca desavalo kad ga ugasis, da podloga za stampu padne tj da njena tezina izvrti iskljucen motor i spusti se u najnizu tacku. Na mom E5 se to ne desava, tako da nije bilo potrebe za tom promenom.
BLtouch, nisam jos shvatio prednost upotrebe toga. Njegova jedina funkcija je da ti kazes koje je rastojanje, a ti i dalje moras rucno da ga nastelujes na tockicima. Rado bih daoo pare za resenje koje ce samostalno da podesi podlogu da bude idealno ravna, a dok to ne bude lako dostupna opcija, induktivni, opticki i touch senzori me ne zanimaju. Blok papiric je meni sasvim dovoljan. Sunon, pre neki dan sam imao iskustvo, nazalost stradao je originalni kuler, na ekstruderu, pa sam stavio Sunon iz Mikroprinca i ustanovio da je znacajno bucniji. Sigurno nije losiji, ali jeste bucniji.
Sinu od gore ili sa strane, svaki proizvodjac za svoj deo navodi preporucene nacine montiranja, gde se samo pracenjem tih podataka mogu zadrzati definisane tolerancije. Pa, kad se odlucis za odredjeni model sina i kolica treba videti da li proizvodjac podrzava ugradnju na bocnu ivicu. Po svemu sto se pise, zakljucujem da kineska Hiwin kopija nije dovoljno dobra, desi se da kuglice nisu loptaste (ok zamenis kuglice, moze, nije skupo), ali desi se i da nisu lepo polirani kanali u kolicima, e to je vec malo tezi problem. Ima par klipova po youtube-u gde su ljudi rasturali kolica, cistili, prali, doradjivali, menjali kuglice, sklapali, podmazivali i bili zadovoljni, ali tad nije iz kine bilo postarine za Srbiju za te teze stvari kakva je sad situacija, tad bih o tome razmisljao, sad ne.
Ja, kada se sledeci put budem nasao u situaciji da to kupujem vodjice, pa mozda i za ovaj stampac, odlucicu se za Igus Drylin N, jer prvo uske su, N aluminijumska vodjica je 17mm sirine, pa sa 20mm ekstruzije ne viri bocno, drugo, nije to sad nesto posebno skupo i trece izborom kolica biras da li ces kolica za bocnu ili montazu od gore, tj uz koju je osu ostavljana tolerancija na kolicima, cetvrto ima razlicitih formi kolica za razlicite nacine montaze i peto, odusevio sam se kad sam na prethodni stamac stavio Igus klizne rolnice umesto lezajeva. Sasvim je druga prica, ono sto se po netu prica da Igus nije dovoljno dobar, i savim je druga prica da li ja imam znanja i alata da dve Igus vodljice postavim potpuno paralelno zadovoljavajuci tolerancije koje je proizvodjac predvideo, a to je osnov problema koji su mnogi koji su pokusali Drylin imali, pa im je Drylin bio kriv. Drylin rail
Prakticno gledano sina od gore bi trebala da moze bolje da se uparaleli. Sina od gore takodje ne oduzima Z prostora. Meni se licno sina iznutra bocno ili od dole vizuelno vise svidja, jer nema pokretnih delova van osnovne konstrukcije stampaca i Z gupitak mi nije znacajan (retke su bile situacije da sam stampao nesto gde je Z>100mm.
Ja kad sam se nalazio u slicnoj situaciji kao ti sada, sad mislim na ekstrudere, hot-end i sl., odlucio sam da umesto da ulozim u sigurno dobro i uglavnom skupo (original), da ulozim u jeftino i mozda dobro (Kina), pa kad znam sta mi tacno smeta na onome sto imam da odaberem originalni proizvod koji ce resiti bas taj problem. Jer ne mora da znaci da ce tebi smetati nesto na nekom delu sto nekom drugom smeta, a mozda ce ti smetati nesto sto je njemu nebitno i tu ne moze 1001 review da ti pomogne, sustina je u pocetku, po meni odabrati nesto sto je tek toliko dobro da bude dovoljno dobro. E sad, naravno, nase se situacije razlikuju u tome sto sam ja koristio jako malo ABS-a i nimalo TPU-a, a ti zelis da to bude znacajan deo upotrebe stampaca.
[Ovu poruku je menjao SaleB81 dana 02.05.2021. u 21:12 GMT+1]
to je jedini upgrade koji je stvarno neophodan za ender5 ali nema veze sa Y carriage :D (napisao ti je sale cemu sluzi)
jedini upgrade jos koji je uber koristan je cable relief za kablove koji idu sa heated bed-a (imas isto na thingiju mrzi me sad da trazim nacices lako)(
Citat:
dr0id:
umesto da uzmem gotovu Prusu, koliko bi to zadovoljstvo moglo da kosta i sta najbolje (ili bar dovoljno dobro) uzeti?
ako imas nameru bilo sta dalje da budzis bolje uzmi prusu
Citat:
dr0id:
Sto se ploca tice, rekao si Duet2 eth/wifi ili maestro, da li ima neke bitne razlike u kvalitetu/brzini/buci? I ko to uopste salje u Srbiju,
izmedju originala i dueta ili izmedju d2e i maestro?
izmedju originala i dueta - dupe i oko, na duetu se motori ne cuju, izmedju ova dva dueta razlike su u mogucnostima expandovanja, ja maestro nisam nikad probao uvek sam isao sa duet2eth, ne znam sta je sve na maestru osakaceno osim expansion porta
salju u srbiju (uglavnom fdedex-om) i duet i e3d i ..
osnovna razlika izmedju kineskog dueta i originala je sto je original sa 2x debljim bakrom sto za ovakvu plocu znaci mnogo ... sa kinezom moze da se radi ali mora stavis 2 velika ventisa da duvaju preko obe strane pcb-a i nemas problem inace oce da se pregreje i da pravi probleme (i crkne) (to je 4 slojna ploca i drajveri se hlade preko pcb-a)
od remote, zesty je gov$#%^$^no, losa kopija flex3drive, flex3drive je ok ali realno lgx je danas bolja opcija .. ja imam 2 komada flex3drive i ne koristim ih vise... za pocetak sa flex3drive ti ne radi ni pressure advance ni bilo koji drugi input shaping algoritam (ne radi ni sa jednim remote direct)
Citat:
dr0id:
Pa onda BLTouch/3DTouch, Gates Belt & Pully (jel bitno odakle ili moze od ovih poznatijih kineza?)
kineski bltouch je ok
kaisevi kineski su go.. original gates ne znam kako ces da kupis osim od e3d-a sto opet kosta za fedex .. ako si dosao do toga da menjas kaiseve kupi prusu
maglev fanovi su ok samo u slucaju da rade na 100% brzine nikako ih ne treba uzimati za pwm .. ni magnetic ni air bearing fanovi nisu ok za 3d stampace, treba ti fan sa normalnim bearingom a on je uvek bucniji za isti rpm/cfm
Citat:
dr0id:
e sad da li bolji roleri (ili samo lezajevi za ove ili sine/vodjice) bar za X (pozeljno kod nas)? Vidim sinu/kolica stavljaju i odgore i sa strane, sta je bolje?
bolje su duple male sine nego single obicne sine, ali kineske sine su g.. a EU sine kostaju ko ceo stampac, kupi prusu ako ti ovi roleri nisu ok...
Citat:
dr0id:
I koji je uopste ovo fazon, bez alu/cf (ima varijanta i samo X sina)
to je ultimaker fazon oni rade tako od pocetka (samo sa sipkama) i nije se pokazao kao idealno resenje ima dosta problema ali da bi bilo koji od ovih spomenutih printera promenio da radi na taj nacin lakse ti je da ga napravis ispocetka nego da kupujes pa prepravljas
a sto bi menjao z sraf? u lagertonu ne drze takve uopste, mehatron ima kineske, iz lagertona bi mogao da uzmes 1605 ballscrew ali uglavljivanje istog bi bilo prilicna za...cija.. plus tek bi onda padao bed .. sraf koji dolazi uz e5 je odlicnog kvaliteta, 5 narucenih kineza svi do jednog krivi i svi do jednog losijeg kvaliteta, mehatron takodje, isti problem.. tako da nemo menjas z sraf odlican je
Citat:
BLtouch, nisam jos shvatio prednost upotrebe toga. Njegova jedina funkcija je da ti kazes koje je rastojanje, a ti i dalje moras rucno da ga nastelujes na tockicima. Rado bih daoo pare za resenje koje ce samostalno da podesi podlogu da bude idealno ravna, a dok to ne bude lako dostupna opcija, induktivni, opticki i touch senzori me ne zanimaju. Blok papiric je meni sasvim dovoljan.
uh sale, bltouch / piezo i ostali senzori za bed leveling su izasli iz raja .. za pocetak ne postoji idealno ravno staklo a kamoli idealno ravne povrsine za stampu .. staklo novo uzmes pa beze 0.05mm posle godinu dana bezi po 0.2mm bez problema i nije uniformno .. zavisi sta stampas ali bed mesh leveling je keva... da ne spominjem npr prusa uopste nema srafove .. bed mesh leveling je jedino sto se koristi... stampac sam kompenzuje to sto ti je pobegao bed..
[ Predrag Supurovic @ 03.05.2021. 10:45 ] @
Citat:
bogdan.kecman: zavisi sta stampas ali bed mesh leveling je keva... da ne spominjem npr prusa uopste nema srafove .. bed mesh leveling je jedino sto se koristi... stampac sam kompenzuje to sto ti je pobegao bed..
Nije ni to idealno. Najbolja kompbinacija je da se radi i jedno i drugo. Da ručno izravnjaš koliko možeš a da leveling posle ispegla ono što ti nisi.
Na Pruša štampaču nije neki veliki posao da se ubace zavrtnji za ručni leveling. Mnogi kažu da je taj upgrade bitan a neki to osporavaju. U svakom sluačju, lako se uradi i lako vrati na fabrički.
[ bogdan.kecman @ 03.05.2021. 11:02 ] @
zavisi od konstrukcije, na prusi to nema potrebe, ako ima potrebe znaci da prusa nije dobro sklopljena tako da je treba sklopiti kako treba ...
kod ovih kineza ja licno imam filozofiju
[1] - uradim mesh
[2] - proverim na sta lici mesh graf, ako je ravan beda paralelna sa XY osom to je to, ako je vidljivo ravan beda pod uglom u odnosu na XY ravan, nasiljim srafovima pa goto [1] :D
............ako imas nameru bilo sta dalje da budzis bolje uzmi prusu.............
........... ako si dosao do toga da menjas kaiseve kupi prusu.........
........... kupi prusu ako ti ovi roleri nisu ok... ..........
...........da ne spominjem npr prusa uopste nema srafove .. bed mesh leveling je jedino sto se koristi... stampac sam kompenzuje to sto ti je pobegao bed......
Ovakvu PRUSU za oko 1000 evra, a manja mu je zapremina radnog stola u odnosu na ENDER 3 od oko 300 evra?!
upravo!
kada taj ender dovedes na nivo kvaliteta delova tog pruse izacice te ne nesto skuplje nego da si kupio prusu samo ces izgubiti par meseci, i to pod uslovom da ti sve stigne na vreme, da te ne zavuku sa laznim brojem posiljke (brdo njih koji valjaju opremu na aliju za 3d stampace su foliranti, nikad ti ne posalju, dobijes lazni broj, u 80% slucajeva posle 2 meseca dobijes pare nazad u 20% slucajeva nikad ne dobijes pare nazad) i pod uslovom da znas sta radis.. u suprotnom izacice jos skuplje nego prusa
ako hoces najbolji kvalitet za najmanje pare napravi sam from scratch, nema ni jeftinije ni kvalitetnije od toga .. ja sam za 15 godina napravio 20tak komada, osim znanja potrebno ti je malo vremena, nesto alata, i dosta prostora i to je to... danas ne moras da dobijas posebne dozvole da bi uvezao delove za extruder, filament, etc etc... sve mozes da kupis ili lokalno ili na bleju ili na ebay-u ili na amazonu i masinu mnogo kvalitetniju od pruse sa vecim bedom od pruse mozes da napravis za sitno manje pare nego sto prusa kosta .. ako ne umes sam da osmislis stampac, napravi :
E jbg, pa ti si ovde pisao da je bolje budziti neki Creality nego praviti od nule, jer nema ni profila ni ovog ni onog ili kostaju k'o bubreg... A kako Prusa sljaka sa 8bit plocom, custom firmware-om, induktivnim senzorom na npr. staklu? Gledao sam ja Voron, ali kit je 700-800 pa carina, pdv, verovatno i neka spedicija, cisto sumnjam da bi se 20-30kg provuklo tek tako
to je jedini upgrade koji je stvarno neophodan za ender5 ali nema veze sa Y carriage :D (napisao ti je sale cemu sluzi)
jedini upgrade jos koji je uber koristan je cable relief za kablove koji idu sa heated bed-a (imas isto na thingiju mrzi me sad da trazim nacices lako)(
Y carriage za Ender 3, napisao sam
Citat:
Citat:
dr0id:
Sto se ploca tice, rekao si Duet2 eth/wifi ili maestro, da li ima neke bitne razlike u kvalitetu/brzini/buci? I ko to uopste salje u Srbiju,
izmedju originala i dueta ili izmedju d2e i maestro?
izmedju originala i dueta - dupe i oko, na duetu se motori ne cuju, izmedju ova dva dueta razlike su u mogucnostima expandovanja, ja maestro nisam nikad probao uvek sam isao sa duet2eth, ne znam sta je sve na maestru osakaceno osim expansion porta
salju u srbiju (uglavnom fdedex-om) i duet i e3d i ..
Znaci duet izadje 250-300e...onda bolje kineski ako moze da se hladi
Video sam da se zale na neke starije SKR ali ove 1.3, 1.4, GTR bas i ne. Ova RRF je fabricki, mada i za 1.4 ima nesto budzeno. A opet citam da na Duet stavljaju klipper umesto RRF radi boljeg/brzeg printa.
od remote, zesty je gov$#%^$^no, losa kopija flex3drive, flex3drive je ok ali realno lgx je danas bolja opcija .. ja imam 2 komada flex3drive i ne koristim ih vise... za pocetak sa flex3drive ti ne radi ni pressure advance ni bilo koji drugi input shaping algoritam (ne radi ni sa jednim remote direct)
To je odlican info. Pogotovo sto ima ovih light DDX (mada citam da na teze kace accelerometer na glavu pa kompenzuju u klipper-u i sl.). LGX nenormalno skup i napolju...
Citat:
Citat:
dr0id:
Pa onda BLTouch/3DTouch, Gates Belt & Pully (jel bitno odakle ili moze od ovih poznatijih kineza?)
kineski bltouch je ok
kaisevi kineski su go.. original gates ne znam kako ces da kupis osim od e3d-a sto opet kosta za fedex .. ako si dosao do toga da menjas kaiseve kupi prusu
Citat:
dr0id:
e sad da li bolji roleri (ili samo lezajevi za ove ili sine/vodjice) bar za X (pozeljno kod nas)? Vidim sinu/kolica stavljaju i odgore i sa strane, sta je bolje?
bolje su duple male sine nego single obicne sine, ali kineske sine su g.. a EU sine kostaju ko ceo stampac, kupi prusu ako ti ovi roleri nisu ok...
Za kaiseve sam video ovde na temi, a roleri ce sigurno da riknu pa mora da se menja (bilo drugim ili sinama), a citam da bude dosta losih u creality paketima od 5, 10 pa im menjaju lezajeve i sl. Kod nas nema EU sina (ili bar boljih kineskih koje mogu da se budze)?
[/quote]
[Ovu poruku je menjao dr0id dana 03.05.2021. u 14:07 GMT+1]
[ bogdan.kecman @ 03.05.2021. 13:49 ] @
Citat:
dr0id: E jbg, pa ti si ovde pisao da je bolje budziti neki Creality nego praviti od nule, jer nema ni profila ni ovog ni onog ili kostaju k'o bubreg... A kako Prusa sljaka sa 8bit plocom, custom firmware-om, induktivnim senzorom na npr. staklu? Gledao sam ja Voron, ali kit je 700-800 pa carina, pdv, verovatno i neka spedicija, cisto sumnjam da bi se 20-30kg provuklo tek tako
sve zavisi sta je cilj .. ja sam vise puta napisao
- najbolji odnos cena/kvalitet za high end masinu je da pravis sam, ali to su generalno skupe masine, zahtevaju znanje prostor i alat
- najbrzi i najjeftiniji nacin da dodjes do masine koja radi je da kupis kineza i nabudzis ga, ali sa merom, samo ono sto mora
- najbolje "out of the box" resenje danas je prusa
Citat:
Y carriage za Ender 3, napisao sam
kakve veze y carriage za e3 ima sa thing:3661405 ?
Citat:
Znaci duet izadje 250-300e...onda bolje kineski ako moze da se hladi
nemam pojma vise koliko sta izadje, za cene, od kad su krenuli problemi prvo sa postarinom a onda sa koronom ja vise nista ne znam koliko kosta a ovih dana sam hteo da idem u carinu sa bombom i da zovem advokata da prodam sve sto imam i da odem iz ove kobajagi drzave tako da .. nemam pojma sta koliko vise kosta u srbistanu... svakako kosta puno nerava ako si iole normalan
kineski duet radi, ja imam jedan i radi godinama, mora turis 12cm fan iza njega da duva u pcb i 12cm sa druge strane da duva u pcb i radi super... ali to je stvarno moranje, radi navodno i bez ali onda crkne..
obrati samo paznju od koga kupujes, meni su g. sa alija recimo prodali paket duet2eth + paneldue (to ti je extra da kupis isto) pa stigne samo duet2eth paneldue ne posalju i onda oce vrate 10e kao refund sto nije paneldue i slicno... ima jedno 4 komada da nikad nisu stigla, a pazi pricamo o ozbiljnim cenama nije 2$ pa nema veze a onda se prave ludi kao poslali su nece vrate pare, pa ti daju fals kod, na trekingu pise delivered, ali nece vrati pare, popusis za ozbiljne pare tamo pise delivered a tebi nije stiglo nista ... tako da.. obrati paznju u fundamentu, ja zadnjih 5komada koje sam kupio sam uzimo od e3d-a ... uzmes original i ne mislis
Citat:
Video sam da se zale na neke starije SKR ali ove 1.3, 1.4, GTR bas i ne. Ova RRF je fabricki, mada i za 1.4 ima nesto budzeno. A opet citam da na Duet stavljaju klipper umesto RRF radi boljeg/brzeg printa.
to sto ti SKR nabudzi neku verziju "fabricki" nista ne znaci, oni su ranije gurali "Smoothieware" fabricki pa kad upgradeujes ne radi jer su im ploce dizajnirane nogama nemaju pojma sta je emi i slicno, za 8 bita i 16mhz to nekako pije vodu uglavnom ali za 32bita to vise ne pije vodu i to ne radi... RRF koji ide na te procesore nije pravi RRF vec je to port (ima port za STM i NXP procesore) i nema sve mogucnosti, nije ni blizu brz ko original i kada ga turis na to g. od ploce nikad ne znas dal je do ploce ili do porta... previse problema da bi ustedeo dinar... stavljanje klipera na duet ploce idiotluk, stavljanje klipera na skr ploce je pokusaj da se skr ploce iskoriste "za bilo sta" posto nisu ni za .!. .. marlin2 na tim plocama radil losije nego prusa na svom custom firmwareu na 8 bita ... marlin je generalno g. od firmware-a...
Citat:
To je odlican info. Pogotovo sto ima ovih light DDX (mada citam da na teze kace accelerometer na glavu pa kompenzuju u klipper-u i sl.). LGX nenormalno skup i napolju...
f3drive je bio do jaja nekad, danas ne moze da podnese input shaping i po meni nikad nece moci... to je danas nesto sto je must za deltu ali za ostalo je po meni glupost (kao sto rekoh ja sam 2 komada skiuno sa masina)
ne kompenzuju nista accelerometrom u kliperu, kliper (i RRF) imaju ringing compensation (input shaping na kliperu, DAA na RRF-u) i da ne bi morao sam da racuna i printas 100x test print da nadjes optimalne vrednosti za inpuit shaping i daa zakacis accelerometar, pustis ga da uradi test, i dobijes brojke, onda skines accelerometar (i bacis, vise ti za tu masinu ne treba dok ne uradis neki hw mod) i te brojke koristis da tunujes DAA/Input Shaping i to je to... isto sve mozes i bez accelerometra samo sto uradis testove rucno..
LGX je keva, izgleda je istekao patent ovi g.nara iz stratasysa i sada su stavili velike zupcanike dual drive kao na stratasysu, to radi jeb..cki, u kombinaciji sa mosquito hotendom to je najbolje sto danas postoji... vidi obican kineski bmg + e3dv6 kineski (samo kupis nozle i heatbreak direkt od e3d-a) ubijaju kako rade za sve materijale, radi to sve super... ali lgx+moskito je next level... e sad, ako ce stampas PLA to je sve budalastina, originalno g. od extrudera i hotenda koje dolazi uz masinu je ok, malo ga nasiljis, promenis kaplere, promenis ptfe creva stavis kaprikorn i imas extra pla masinu za par desetina evra
Citat:
Za kaiseve sam video ovde na temi, a roleri ce sigurno da riknu pa mora da se menja (bilo drugim ili sinama), a citam da bude dosta losih u creality paketima od 5, 10 pa im menjaju lezajeve i sl. Kod nas nema EU sina (ili bar boljih kineskih koje mogu da se budze)?
kasevi original gates su do jaja ali je to mnogo vaznije za corexy, za ender3/5 nije toliko znacajno, ja sam promenom kaiseva primetio NULA razlike .... na corexy je razlika vec drasticna, ali corexy zahteva da kaissevi budu zategnuti pakleno jako, svaki problem se vidi..
sine, mi smo ratarska zemlja, ovde se prodaju original sine evropske (svedske, nemacke i slicno) za kolica za kukuruz, traktor, kombajn... sine za 3d stampac su suvise male i niko ih ne uvozi... svi koji imaju male sine imaju kineska g. ... ti mozes sad da rastavis kineska g. da povadis kuglice, da operes, zategnes, utegnes, kupis nove kuglice (mislim da ima kod nas kalitetnih kuglica, ali nisu preteske moze i preko amazona da se naruci kvalitetne kuglice made in usa ili made in se), zamenis i dobijes "nesto" .. ali realno ne dobijes nikakvu razliku u odnosu na tockice koji idu preko ovih kons. profila ... kad se original tockovi poje..u ima da se naruce tockici na amazonu od kvalitetnijeg materijala, samo uzmes nove tockice i za signe pare resis problem... prelazak na sine (kao sto si video ja sam presao na ender5 za X na sinu ali iz drugog razloga) ne donosi nikakvu prednost osim sto kosta (ni kineske nisu dzaba), sto je bucnije i sto je sve teze.. jedino pozitivno sa sinama je sto nema vidljive prljavstine kao sa rolerima ... ali opet, cemu, ako ce menjas motion sistem i elektroniku i extruder, sta ti ostaje? profili? ima kupis profile na kupujemprodajem isecene na meru koju oces...
[ dr0id @ 03.05.2021. 14:56 ] @
Citat:
bogdan.kecman: sve zavisi sta je cilj .. ja sam vise puta napisao
- najbolji odnos cena/kvalitet za high end masinu je da pravis sam, ali to su generalno skupe masine, zahtevaju znanje prostor i alat
- najbrzi i najjeftiniji nacin da dodjes do masine koja radi je da kupis kineza i nabudzis ga, ali sa merom, samo ono sto mora
- najbolje "out of the box" resenje danas je prusa
Pa drugo ili trece, za prvo ni znanja ni vremena ni potrebe... Jbg, ja sam za Ender 3 u startu (bukvalno to se podrazumevalo) planirao SKR plocu (bar zbog buke ako nista drugo), extruder (bar https://www.amazon.com/WINSINN...pgraded-Aluminum/dp/B07SY745CF mada onda video i dual gear pa large gear, itd.), eventualno hotend, 3DTouch, itd. mada me je prerano iznervirao, jos dok je pola toga bilo u transportu a ostalo nisam ni narucio...
Citat:
kakve veze y carriage za e3 ima sa thing:3661405 ?
Aaa nema, to za Ender 5, y carriage je za Ender 3...ja sam stegom ispravljao svoj, hteo da pravim drugi, menjao 1 roler, ostale podesavao, menjao opruge i opet jedva uspevao da odradim level...
Citat:
kineski duet radi, ja imam jedan i radi godinama, mora turis 12cm fan iza njega da duva u pcb i 12cm sa druge strane da duva u pcb i radi super... ali to je stvarno moranje, radi navodno i bez ali onda crkne..
obrati samo paznju od koga kupujes, meni su g. sa alija recimo prodali paket duet2eth + paneldue (to ti je extra da kupis isto) pa stigne samo duet2eth paneldue ne posalju i onda oce vrate 10e kao refund sto nije paneldue i slicno... ima jedno 4 komada da nikad nisu stigla, a pazi pricamo o ozbiljnim cenama nije 2$ pa nema veze a onda se prave ludi kao poslali su nece vrate pare, pa ti daju fals kod, na trekingu pise delivered, ali nece vrati pare, popusis za ozbiljne pare tamo pise delivered a tebi nije stiglo nista ... tako da.. obrati paznju u fundamentu, ja zadnjih 5komada koje sam kupio sam uzimo od e3d-a ... uzmes original i ne mislis
Da nije 2-3x skuplji uzeo bih original, ovako ne znam, ako i klon radi ok uz hladjenje... Paneldue mi ne treba, tu je telefon/tablet/komp i dwc/fluidd/mainsail. Sto se kineza tice, hvale BTT, Trianglelab i Mellow pa cemo videti. Banggood bi isto trebao da bude ok varijanta.
Citat:
LGX je keva, izgleda je istekao patent ovi g.nara iz stratasysa i sada su stavili velike zupcanike dual drive kao na stratasysu, to radi jeb..cki, u kombinaciji sa mosquito hotendom to je najbolje sto danas postoji... vidi obican kineski bmg + e3dv6 kineski (samo kupis nozle i heatbreak direkt od e3d-a) ubijaju kako rade za sve materijale, radi to sve super... ali lgx+moskito je next level... e sad, ako ce stampas PLA to je sve budalastina, originalno g. od extrudera i hotenda koje dolazi uz masinu je ok, malo ga nasiljis, promenis kaplere, promenis ptfe creva stavis kaprikorn i imas extra pla masinu za par desetina evra
Hmm, kako onda Prusa sa Bondtech i E3D V6 radi i PLA i ostalo? Realno to je ukupno ~150, kombinacija klon-original ni 100
Citat:
kad se original tockovi poje..u ima da se naruce tockici na amazonu od kvalitetnijeg materijala, samo uzmes nove tockice i za signe pare resis problem...
Ako se setis/nadjes, baci link, ja jedino nalazim "original" Creality i neke no-name i ove ludake sto stavljaju SKF i sl. lezajeve u Creality
[ bogdan.kecman @ 03.05.2021. 14:56 ] @
inace, ja sledeci printer pravim od ALU profila iz RAJANA, standardni kutijasti L i T profili, nesto cu da varim, nesto cu da srafim, 3x1605 SKF iz lagertona (ili ako uspem da ih nadjem negde jeftinije) i servo motori umesto stepera, stim da moram da vidim samo koje cu motore i koje kontrolere i koji cu gore XY motion system da napravim .. nesto poput ultimakera je cool ali je nije bas "toolchanger" friendly, corexy je sledeci sa "fixnim" motorima ali on zahteva mega drndanje sa zatezanjem kaiseva... verovatno cu da pravim neki hibrid obzirom da hocu da ista masina moze da radi i kao ruter za mdf/sper/aluminijum mozda, posto imam ok 3 sprave za milling aluminijuma u 3D + mini strug ali je sve "male zapremine" a treba mi za plocaste materijale malo veci ruter (A3 format bar) tako da cu to da zbudzim u jedno..
inace ko god hoce da pravi stampac mogu da mu dam jedan neprej.. savet
1. kupi bilo kog najjeftinijeg kineza da imas ispravan PLA stampac, nemoj NISTA da mu menjas, kako god radi dobro je
2. dizajniraj i napravi svoj stampac, onaj kinez ce ti znaciti puno za pravljenje delova za taj novi stampac
3. kada tvoj stampac proradi, pokloni kineza (ili prodaj) ali najbolje, ostavi ga negde u stek, kad sledeci put krenes da budzis onaj svoj da imas na cemu da printas delove za njega :)
[ dr0id @ 03.05.2021. 15:26 ] @
To je vec ozbiljno zezanje
Citat:
dr0id:Hmm, kako onda Prusa sa Bondtech i E3D V6 radi i PLA i ostalo?
[Ovu poruku je menjao dr0id dana 03.05.2021. u 16:49 GMT+1]
[ bogdan.kecman @ 03.05.2021. 16:06 ] @
Citat:
dr0id:
planirao SKR plocu (bar zbog buke ako nista drugo)
SKR ploce su kineski osakaceni ripovi ploca koje su crtali programeri !!!!! originalne ploce imaju uzasne bagove a kineski ripovi su jos za klasu gori... teraj i u ... izbegavaj... sa 8bita sve to nije toliko strasno, problemi se svode na lose napajanje pa se pregrevaju padovi, konektori i slicno ali "nekako radi", na 32bita problemi su uzasni nemoj trositi vreme i pare na to.. imas izbor
- originalne 32bitne ploce (replicape i ekipa, smoothieboard i ekipa, duet i ekipa ... osim duet-a sve 32bitne ploce resavaju problem delte posto delta mnogo tesko radi na 8bita, tako da nemaju nista specijalno za normalne printere)
- kineske kopije duet2eth (savetujem ti eth, ne wifi, wifi ploce koristi esp modul koji je g. printer ce ti biti stabilan, na jednom mestu, dovuci mu eth kabl, nemoj se smaras sa wifi koji je g.) koje ces dobro da ladis
- napucas klipper na originalnu plocu, ili kupis kinesku 8bitnu plocu (nikako 32bita) sa drajverima koje zelis i na nju upucas klipper .. proveri na klipper forumu sa kojim jeftinim kineskim plocama i dobrim TMC drajverima imaju najbolja iskustva i kupi to i dodas jedan rpi za klipper i pesma
sve u svemu vozis masinu ili sa duet2eth+RRF ili sa rpi + 8bitna ploca sa klipper-om ... kada vec menjas elektroniku OBAVEZNO izbaci i hotend i heatbed grejace na EXTERNI fet ako koristis kineske ploce za klipper (kineski duet2eth ce biti ok ako ga budes hladio)
naravno large gear je ultimate ali ovaj BMG ti je keva a bedza je
Citat:
dr0id:
Da nije 2-3x skuplji uzeo bih original, ovako ne znam, ako i klon radi ok uz hladjenje...
da to jeste problem, zato i ja imam jednog kineza i radi skroz ok ali kao sto rekoh, uzmes 2 komada 12cm ventisa, jedan duva pozadi u pcb, drugi duva ozgo u pcb i radi tako godinama, jedino jbg 2x12cm nije tiho :(
Citat:
dr0id:
Paneldue mi ne treba, tu je telefon/tablet/komp i dwc/fluidd/mainsail.
odlicno radi sa mobilnim tako da... ja imam samo jedan 7" paneldue, ostalo sve teram preko mobilnih (stavio neke 20e mobilne direktn na kabl za punjenje na printer kada treba nesto odma tu :D )
Citat:
dr0id:
Sto se kineza tice, hvale BTT, Trianglelab i Mellow pa cemo videti. Banggood bi isto trebao da bude ok varijanta.
kupio mellow, izgleda vrhunski, radi ko .!.
stavio sam mu ultra skupe ventise za hladjenje (za xeon procesore za tunel kada se stavlja xeon u 1RU kuciste, kosta po 70eur ventis), cuju se ko avion, i tada jedva stampa PLA, zabada.... stampa abs i petg ok (sa ultra hladjenjem) ali PLA jok .. generalno mellow ma koliko izgleda vrhunski i deluje ultra profi ne moze da prismrdi originalu :(
onaj btt/tl pokusaj DRAGON hotend je ruzniji, veci ali bolje se ponasa od mellow-a, jedino kad pogledas cenu onda bolje dodas malo i kupis mosquito original jbg ..
ja i dalje na vecini koristim e3dv6, kineski su skroz ok, samo kupis original heatbreak od e3d ... takodje imam 2kom titan earo, ne bi preporucio nikome, bacanje para ... hemera nije losa ali em je nema na stanju nikad em kosta slicno ko lgx a lgx je bolji
Citat:
dr0id:
Hmm, kako onda Prusa sa Bondtech i E3D V6 radi i PLA i ostalo? Realno to je ukupno ~150, kombinacija klon-original ni 100
pa prusa ima original bmg sa kaljenim dravom sto znaci moze gura i carbonfiber i e3dv6 original radi sve materijale bez problema .. ali to su sve originali, to nije kineski drajver i kineski hotend :)
Citat:
dr0id:
Ako se setis/nadjes, baci link, ja jedino nalazim "original" Creality i neke no-name i ove ludake sto stavljaju SKF i sl. lezajeve u Creality
lezajevi nisu problem, imas na autokomandi (tu negde blizu) firmu koja ima extra kvalitet lagere i nista to nije skupo tako da mozes da gurnes SKF lezajeve u creality tockice to kosta parsto dinara sve ukupno .... problem su sami tockici...
ja se d.. sa ovim vec 15 godina, od pocetka sam deo core tima za reprap :D ( https://reprap.org/wiki/Admin ) .. vec sam pravio jedan tako od aluminijuma samo malo drugacije .. i napravio sam jedan koji je radio i kao cnc ruter od mdf-a, taj je radio vrhunski, metar x metar x 75cm ali kad sam se selio nije mogo prodje kroz vrata i morao sam da ga razbucam, elektronioka i motori dosli samnom, sve ostalo kontejner :( .. to mi je plan sad da napravim isto tako "neprenosivo" od aluminijuma
nije pla problem na dobrom hotendu, moskito nema nista ptfe pa gura pla bez ikakvih problema, e3dv6 ima pla samo do heatbreak-a i nema problem sa pla etc etc... problem su kinezi i budzevine
dr0id:
Hmm, kako onda Prusa sa Bondtech i E3D V6 radi i PLA i ostalo? Realno to je ukupno ~150, kombinacija klon-original ni 100
pa prusa ima original bmg sa kaljenim dravom sto znaci moze gura i carbonfiber i e3dv6 original radi sve materijale bez problema .. ali to su sve originali, to nije kineski drajver i kineski hotend :)
Pa da, ali kazem original izadje 150 (doduse bez shipping-a i carine), nije strasno. Ne znam kakvi su oni komplet (BQ H2, Hemera, Matrix i sl.) u odnosu na to...
A to za SKR i taj extruder sam mislio pre par godina, za Ender 3, sad mi ne pada na pamet. Ali npr. 8bit kineska ploca sa klipper-om mi nije pala na pamet, sta/gde god gledas/citas vidis samo gomilu njih sa SKR. A i Creality default su kineske (i sa i bez TMC) pa jel, logicno da ovo moze biti samo bolje...kad ono medjutim.
A za Mellow i ostale sam mislio kao na "radnje" na Aliju, verovatno valjaju i ok i djubre ali bar stize.
[ dr0id @ 03.05.2021. 16:52 ] @
Citat:
bogdan.kecman:
ja se d.. sa ovim vec 15 godina, od pocetka sam deo core tima za reprap ( https://reprap.org/wiki/Admin ) .. vec sam pravio jedan tako od aluminijuma samo malo drugacije .. i napravio sam jedan koji je radio i kao cnc ruter od mdf-a, taj je radio vrhunski, metar x metar x 75cm ali kad sam se selio nije mogo prodje kroz vrata i morao sam da ga razbucam, elektronioka i motori dosli samnom, sve ostalo kontejner .. to mi je plan sad da napravim isto tako "neprenosivo" od aluminijuma
Svaka cast ali nemoj opet da ne moze da prodje kroz vrata, ili modularni ili veca vrata
[ bogdan.kecman @ 03.05.2021. 17:29 ] @
Citat:
dr0id: Aha, znaci V6 sa PTFE a mosquito moze i bez, razumeo.
v6 ima ptfe samo do heat break-a, taj ptfe i nije mnogo vazan ...
PTFE se najbolje stampa sa hotendom gde PTFE ide skroz do nozle (kao e3d lite ili ova g. kineska koja dolaze na ovim printerima ili ptfe lined microswiss (ne all metal microswiss) i slicno)
vidi microswiss je firma koja pravi "ovo kupis i debil moze upgradeuje stampac 1:1 i on radi bolje" i naplacuju to taman "koliko mogu te oderu" (nema veze sa tim koliko vredi)... taj upograde je najlaksi, najjednostavniji direct drive upgrade .. da losije je od bmg+v6 ali je ovo skines 4 srafa, stavis 4 srafa i radi a bmg+V6 mora smislis kako ce zakacis uopste na endera :D
Citat:
dr0id
Pa da, ali kazem original izadje 150 (doduse bez shipping-a i carine), nije strasno. Ne znam kakvi su oni komplet (BQ H2, Hemera, Matrix i sl.) u odnosu na to...
mislim da sam bio jasam oko cena :D ..
hemera original e3d je ok, large gear bondtech je bolji ... realno specijalni motor specijalno ovo specijalno ono, mislim da je bondtek + slice mnogo bolje resenje, obe firme idu na kvalitetno high end resenje, dok e3d ipak juri cenu i manufakturabilnost in-house
Citat:
dr0id
sta/gde god gledas/citas vidis samo gomilu njih sa SKR.
vidis gomilu sa skr na facebook grupama zato sto su to nepoznavaoci sa problemima, ako pogledas neke ozbiljnije forume tipa reprap.org nije ni blizu tako... cak na brdo ozbiljnih profi foruma su u fazonu , ako ti ne radi skr cimaj ko ti prodo skr nemo smaras nas sa tim smecem ... kinezi su progledali kada je marlin 2 proradio na njihovim 32bitnim plocama jer su onda prestali da ih sipuju sa 10 godina starim smoothieware (poslendnji koji radi na tim krsevima, kad upgradeujes ne radi) i krenuli da sipuju sa marlinom2 koji nema referentni hw pa onda kad ne radi smaras da je problem u kodu a ne u hw-u iako je uglavnom i jedno i drugo (marlin2 je posebna prica)
Citat:
dr0id
A za Mellow i ostale sam mislio kao na "radnje" na Aliju, verovatno valjaju i ok i djubre ali bar stize.
mellow je izbacio od svojih proizvoda jedno nf crazy hotend koji je kopija misquioto-a, za sada nemaju drugi svoj proizvod koliko ja znam.. TL i BTR imaju neke svoje proizvode ali ma koliko deluju ovako super ja sam pokupovao uglavnom sve sto su imali u ponudi i ideje su ok ali zavrsna obrada uzas a to kod nekih ovih delova znaci mnogo, lose obradjen heatbreak ili losa nozla i bacis ceo hotend.. za klonove je iskusno recimo na e3dv6 jedina dva kriticna elementa su heatbreak i nozla, to kupis original iz britanije i pesma, nema potrebe da placas ostalo papreno, sa druge strane za dragona nema sta da kupius original i onda ili mora ga rucno poliras i popravljas ili si u problemu
Citat:
dr0id: Svaka cast ali nemoj opet da ne moze da prodje kroz vrata, ili modularni ili veca vrata :D
to je plan, da ne moze kroz vrata :) .. razlika je sto je onaj pre 9 godina pravljen u radionici koja je rentirana, i to da ne moze kroz vvrata sam skontao tek kada sam se selio .. ovde u mom stanu za tako neku masinu nisam imao mesta ali u kuci koju sam kupio i renoviram imam svoju 50m2 dvorisnu kucicu za radionicu i tu ce biti taj stampac i realno posto nemam nameru dalje da se selim kad udjem u tu kucu on nema potrebe da ikad izadje iz te radionice a izvarena sasija ce sigurno biti jaca od srafljene... mada imam ogromne prozore u obe prostorije u toj kucici koja ce biti radionica tako da mislim da ce uz pomoc malog viljuskara moci kroz prozor da izadje ako bas bude moralo.. dodatno mi je to ideja da naucim na njemu da varim aluminijum, kupicu AC tig, platicu neki kurs da naucim osnove i onda kontam da cu na tom printeru da naucim da varim alu :) ... realno bole me uvo, vec sam u godinama da sve sto radim je samo zato sto me dobro doji, verovatno cu ga praviti i budziti 10 godina .. sve je to samo trosak, ako u nekom trenutku odlucim da smanjim koliko radim te time smanjim primanja i hobiji ce morati da stanu pa mozda zamenim elektroniku pecanjem, vreme da se misli o penziji, deca rastu, vid odlazi, ruke ne slusaju... ako mi je tako vec sa 46 bojim se sta ce biti sa 56 :(
[ mnn @ 03.05.2021. 18:50 ] @
Ima li ova zamena smisla Al umesto plastičnih nosača X,Y osa?
[ bogdan.kecman @ 03.05.2021. 19:08 ] @
Citat:
mnn: Ima li ova zamena smisla Al umesto plastičnih nosača X,Y osa?
po meni - ne, posebno ako je ovo kina a koliko vidim jeste, zato sto su kineski lezajevi sra... mnogo ti je bolji cim da otstampas nove nosace od plastike a u njih gurnes SKF lezajeve .. ljudi koji ovo zamene vide promenu u kvalitetu zato sto su razje... kineske lezajeve zamenili novim manje razje.. (jos kratko vreme) lezajevima pa misle da su nesto uradili ali reano nista ti ovde ALU ne radi bolje od PLA (osim ako je u pitanju heated chamber sto na ovom pritneru moze) a ti lezajevi su krs... cim vidis UU lezaj znaj da je u pitanju kineski krs
[ bogdan.kecman @ 03.05.2021. 19:13 ] @
inace sto se lezajeva tice, 3d printeri bi idealno radili sa mesinganim "bushing" tip klizacima, klasicni linearni lezajevi svi za max operaciju zahtevaju "load" (opterecenje) dok u 3d stampacu rade svi "na prazno" .. mesingani lezajevi na celicnim sipkama u matricnim stampacima rade po 30+ godina 24/7, u kopir masinama takodje, to je lako zamenjiv rezervni deo .. ja sam imao losa iskustva sa drylin-om ali on je isto odlican za 3d stampu (glavna losa iskustva su CENA, dok su po svetu dobijali dzabe mene set za jednu i3 like masinu kostao preko 600eur dok se beogradski prodavac, drzava, carina, i svi ostali ugrade..).. inace je kvalitet ludilo, drylin kompletno menja rezonancu printera, ringing odjednom ne postoji kao problem :D
[ dr0id @ 03.05.2021. 22:24 ] @
Citat:
bogdan.kecman:
Citat:
dr0id
Pa da, ali kazem original izadje 150 (doduse bez shipping-a i carine), nije strasno. Ne znam kakvi su oni komplet (BQ H2, Hemera, Matrix i sl.) u odnosu na to...
mislim da sam bio jasam oko cena ..
hemera original e3d je ok, large gear bondtech je bolji ... realno specijalni motor specijalno ovo specijalno ono, mislim da je bondtek + slice mnogo bolje resenje, obe firme idu na kvalitetno high end resenje, dok e3d ipak juri cenu i manufakturabilnost in-house
Jesi, ali hemera klon <100, BMG+V6 (klon+original ili klon+klon+original heatbreak) <100, LGX+V6 150, LGX+Mosquito 250...
Citat:
Citat:
dr0id
sta/gde god gledas/citas vidis samo gomilu njih sa SKR.
vidis gomilu sa skr na facebook grupama zato sto su to nepoznavaoci sa problemima, ako pogledas neke ozbiljnije forume tipa reprap.org nije ni blizu tako... cak na brdo ozbiljnih profi foruma su u fazonu , ako ti ne radi skr cimaj ko ti prodo skr nemo smaras nas sa tim smecem ... kinezi su progledali kada je marlin 2 proradio na njihovim 32bitnim plocama jer su onda prestali da ih sipuju sa 10 godina starim smoothieware (poslendnji koji radi na tim krsevima, kad upgradeujes ne radi) i krenuli da sipuju sa marlinom2 koji nema referentni hw pa onda kad ne radi smaras da je problem u kodu a ne u hw-u iako je uglavnom i jedno i drugo (marlin2 je posebna prica)
E, necemo se vredjati, nije FB nego reddit, discord i YT
Citat:
Citat:
dr0id
A za Mellow i ostale sam mislio kao na "radnje" na Aliju, verovatno valjaju i ok i djubre ali bar stize.
mellow je izbacio od svojih proizvoda jedno nf crazy hotend koji je kopija misquioto-a, za sada nemaju drugi svoj proizvod koliko ja znam..
.. sve je to samo trosak, ako u nekom trenutku odlucim da smanjim koliko radim te time smanjim primanja i hobiji ce morati da stanu pa mozda zamenim elektroniku pecanjem, vreme da se misli o penziji, deca rastu, vid odlazi, ruke ne slusaju... ako mi je tako vec sa 46 bojim se sta ce biti sa 56
Malo uspori pa ce biti i do 66, a onda na pecanje
Citat:
bogdan.kecman:
Citat:
mnn: Ima li ova zamena smisla Al umesto plastičnih nosača X,Y osa?
po meni - ne, posebno ako je ovo kina a koliko vidim jeste, zato sto su kineski lezajevi sra... mnogo ti je bolji cim da otstampas nove nosace od plastike a u njih gurnes SKF lezajeve .. ljudi koji ovo zamene vide promenu u kvalitetu zato sto su razje... kineske lezajeve zamenili novim manje razje.. (jos kratko vreme) lezajevima pa misle da su nesto uradili ali reano nista ti ovde ALU ne radi bolje od PLA (osim ako je u pitanju heated chamber sto na ovom pritneru moze) a ti lezajevi su krs... cim vidis UU lezaj znaj da je u pitanju kineski krs
Prusa bese od PETG?
[ bogdan.kecman @ 03.05.2021. 22:36 ] @
da, prusa je od petg, tj. printani delovi su PETG, injectovani delovi su od najlona (struktorno bitno je sve injektovani najlon na ovim novim)
sto se ovoga na mellow-u tice ima tl/btt i ekipa bmg klonove skroz od aluminijuma a ima i watercooled bmg, ja bi na to isao iskreno to moze da bude ludacki dobra varijanta da mu se stavi original od kiklopa heatbreak i mozda bude ludacki dobar komplet ali nisam probao licno
[ paterson @ 04.05.2021. 05:46 ] @
Skelet tj. nosač konstrukcije od Pruse je od PETG, a ne od aluminijuma?!
[ Predrag Supurovic @ 04.05.2021. 08:48 ] @
Citat:
paterson: Skelet tj. nosač konstrukcije od Pruse je od PETG, a ne od aluminijuma?!
Konstrukcija Pruša štampača je metalna i prilično jaka. Plastični su neki elementi, držači, poklopci, kutije... nosač glave.
[ bogdan.kecman @ 04.05.2021. 09:57 ] @
Citat:
paterson:
Skelet tj. nosač konstrukcije od Pruse je od PETG, a ne od aluminijuma?!
prusa je uglavnom od celika + PETG delovi
kako idu napred sve vise je spricanih delova od najlona (npr prusa mini je skoro ceo od spricanog najlona) koji menjaju stampane delove od petg-a, ali sve sto je strukturno bitno je celik
[ dr0id @ 05.05.2021. 22:17 ] @
Citat:
bogdan.kecman:v6 ima ptfe samo do heat break-a, taj ptfe i nije mnogo vazan ...
PTFE se najbolje stampa sa hotendom gde PTFE ide skroz do nozle (kao e3d lite ili ova g. kineska koja dolaze na ovim printerima ili ptfe lined microswiss (ne all metal microswiss) i slicno)
To bi bilo ovo
i to mi je jasno ali ne kapiram sta kinezi valjaju tj. sta im je taj PTFE lining/inner heat break (ako je full PTFE/bowden ovo bore 4.1)
sto se tockica tice, plasticni tockici, ima raznih plasticnih tockica i za 3d stampu su realno svi ok, mnogo su tisi od metalnih tockica, cak su i precizniji od jeftinih metalnih tockica i ne trose sine vec se trose sami tockici (jeftinije zameniti), imaju mnogo manju nosivost od metalnih sto za 3d stampu ne pravi nikakvu razliku tako da se cesto koriste tockici od raznih tvrdih plastika, ovo sto je najbolje najverovatnije nije igus vec su samo ubacili "poznatu rec" da privuku kupce, neka plastika jeste
[ dr0id @ 06.05.2021. 00:09 ] @
Pa nije mi jasno sta ce im tih 3mm PTFE. Ender bese ima skroz do nozle, ovi all metal nemaju uopste, sta je ovo, neko njihovo izmisljanje tople vode?
[ bogdan.kecman @ 06.05.2021. 10:04 ] @
mislis buni te razlike izmedju 4.1 i 3mm ?
4.1 je stari tip, ide ptfe skroz od pocetka do nozle, problem je sto ako nije lepo isecen moze da curi, takodje kod bowdena hoce da ga "cupa" iz hotenda i od toga opet oce da curi, sve u svemu ima dosta problema sa takvim setapom... kod 3mm varijante imas komadic ptfe-a koji je precizno secen preciznih dimenzija i fixiran sa obe strane tako da nema gde nista da curi i niko ga ne cupa ni na jednu stranu... mnogo bolji dizajn
[ dr0id @ 06.05.2021. 13:32 ] @
Vidis ti kineze, uvode inovacije, unapredjuju tehnologiju. Do sad sam vidjao (i mislio da postoje) samo ova 2 tipa
Citat:
bogdan.kecman: - kineske kopije duet2eth (savetujem ti eth, ne wifi, wifi ploce koristi esp modul koji je g. printer ce ti biti stabilan, na jednom mestu, dovuci mu eth kabl, nemoj se smaras sa wifi koji je g.) koje ces dobro da ladis
Sto se tice ovog, jedno 95% klonova su duet 2 wifi, koliko je to g. vidim da je isti esp8266 kao na originalu?
[Ovu poruku je menjao dr0id dana 06.05.2021. u 14:49 GMT+1]
[ bogdan.kecman @ 06.05.2021. 14:08 ] @
ovo na ovoj slici je V6 original full metal i clone (tuga i uzas) ....
ono na onoj slici prethodnoj su sve bili originali ali se ne zovu V6
nego oni sto imaju PTFE su LITE valjda (lite noviji i stariji)
sta je fora,
- kineske nozle su g... kinezi kupuju od e3d nozle za svoje bolje
printere i za ove pritnere koje salju na review i slicno, original
kineske nozle su blagi uzas, nije mi jasno zasto ne mogu da naprave
nozlu kako treba ali ocigledno ima neki problem (do pre godinu dve nisu
umeli ni celicnu kuglicu da naprave)
- kineski heatbreak / throat je uzasnog kvaliteta, zato i forsiraju
ptfe liner zato sto ne mogu da obrade unutrasnjost heatbreak-a kako
treba...
zato ti je cool varijanta uzmes kineski v6, narucis od e3d-a paket nozli
i titanijumski heatbreak i pevas :D ..
imaju neki ameri koji poliraju ove kineske heatbreaks i prave ih da rade
ok (i oni kupuju original nozle od e3d) ali to je ok ako si amer, dok
stigne iz usa lakse narucis sve od e3d... inace domaci lopovi lazu da
imaju original e3d nozle tako da nemo se zezas da kupujes u lokalu nego
naruci od e3d-a, napravi grupnu narudzbu sa par drugara da podelite
fedex troskove (racunaj +35eur ovde kad stigne troskovi spedicije + 10%
carina + 20% pdv)
[ dr0id @ 06.05.2021. 14:56 ] @
Titanijumski ili stainless? Probao na e3d narucivanje cisto informativno, kazu
Za npr. hemeru 1-2£ skuplje
[ paterson @ 08.05.2021. 07:57 ] @
Citat:
bogdan.kecman:
............ako imas nameru bilo sta dalje da budzis bolje uzmi prusu.............
........... ako si dosao do toga da menjas kaiseve kupi prusu.........
........... kupi prusu ako ti ovi roleri nisu ok... ..........
...........da ne spominjem npr prusa uopste nema srafove .. bed mesh leveling je jedino sto se koristi... stampac sam kompenzuje to sto ti je pobegao bed......
Zanima me Vaše mišljenje u vezi dole 3D printera što se tiče sigurnosti nabavke preko AMAZONA, pouzdanosti, izdržljivosti, mogućnosti obezbeđenja potrošnih rezervnih delova, mogućnosti rada sa filamentima svih vrsta......
paterson: Zanima me Vaše mišljenje u vezi dole 3D printera
kinez ko kinez, imas brdo review videa na YT za njega... ja ga nisam probao tako da ne bi komentarisao
Citat:
paterson: što se tiče sigurnosti nabavke preko AMAZONA
ja nikad nisam ispeo tako nesto da narucim az srbiju sa amazona, u 100% slucajeva "nece salju za srbiju" kada je "velika elektronika u pitanju", mozda tebi uspe ne znam... veci problem je sto nece slati obicnom postom nego kurirom i onda ovde dolazi do smora sa carinjenjem... iz nekog razloga obicna posta mnogo normalnije zavrsava carinu nego kuriri (nedo ti bog da je dhl, osedim po malo svaki put)
Citat:
paterson: pouzdanosti, izdržljivosti, mogućnosti obezbeđenja potrošnih rezervnih delova, mogućnosti rada sa filamentima svih vrsta......
nisam koristio tog specificnog kineza, nemam sa anycubic firmom neka dobra iskustva ali to nista ne znaci, svaki projekat je kod njih prica za sebe tako da .. nemam ideju kakva je to masina .. a cak i da imam neka iskustva nije dovoljno kinezi posalju u istu radnju 5 komada 1 bude ok 4 budu uzas tako da .. "if you are feeling lucky.."
[ bogdan.kecman @ 08.05.2021. 12:27 ] @
btw vecina tih sa "vise velicina" je sra... u svim osim najmanje velicine, printer je najpravljen za najmanju velicinu a onda je na silu "povecan", vrlo cesto bed ima grejac samo u sredini beda, ne greje spoljni deo beda uopste, vibracije su ogromne i slicno, motori slabasni, elektronika spora i slaba, extruder go... ako i zamenis extruder da stavis neki vulkan da bi mogao da iskoristis taj veliki bed a da print ne traje 5 godina opet si limitiran sporim motorima, slabim fetovima na ploci... da bi imao upotrebljiv printer mora pola printera da zamenis i to kosta po 3-4 puta vise nego sam printer...
EDIT: zakacena slika racuna iz 2017 is slovas-a za 5mm i 6mm sipke
[Ovu poruku je menjao bogdan.kecman dana 12.05.2021. u 23:05 GMT+1]
[ mnn @ 13.05.2021. 04:31 ] @
Oko 470 mm. Treba mi za paralelni prenos pogona na Y osi. Jednom prilikom zaglavio sam bed pa mi se malo "izbacila".
[ bogdan.kecman @ 13.05.2021. 12:07 ] @
mnogo je po meni 5mm tanko, cak i kinezi stavljaju min 6mm na oine
malecne printere inace uglavnom 8mm (na enderu 5 je recimo 8mm)
[ mnn @ 13.05.2021. 16:24 ] @
Nego šta nego je tanucno. Razmišljao sam da uzmem osmicu i krajeve ostružem na 5 ali video sam i primer da je neko pravio oslonce na sredini pa ću verovato to da uradim i ja.
[ bogdan.kecman @ 13.05.2021. 18:16 ] @
velika je to duzina, 5mm sipka se na tu duzinu uvrce dosta pri promeni
smera probavao ja na jednom printeru pre mnogo godina pa odustao od
tanke sipke vratio osmicu... sto bi morao da tanjis coskove ? ako imas
pulije sa rupom 5 zameni ih za pulije sa rupom 8 :)
ako bas "moras" 5mm sipku onda mozes da poboljsas kvalitet tako sto
motor stavis na sredinu sipke, sipku seces na dva dela i koristis motor
sa osovinom koja viri sa obe strane i onda su kraci delovi sipke pa se
manje uvija... na enderu5 je npr tako, motor je na sredini i opet
koristi 8mm sipke .. da je pasovala petica kinez bi turio peticu, oni
stede na svakom detalju gde god mogu, svaki gram im znaci..
ako ces da tanjis, moras na strugu posto nece valja ako bude excentricno
nego bitno, mislim da ALU nije znacajno torziono slabiji od ovih gvozdenih sipki, mozda u rajanu da uzmes alu sipke, lakse se obradjuju na strugu.. uzmes desetku pa samo krajeve stanjis na strugu na koliko ti treba :D (8mm npr) :)
oslonci pomazu za landaranje, nece pomoci ni malo za torziju sipke i ghosting koji ces dobiti zbog toga
[ mikikg @ 15.07.2021. 18:49 ] @
Pozdrav, jedno pitanje, planiram kupovinu 3D stampaca, nisam mnogo ispratio koji/kako/cene, ne znam sta je sad aktuelno i koja tehnologija daje najbolje rezultate, mogu samo da navedem moj tehnicki zahtev koji je mnogo prost "200x200x200mm sto je finije moguce za max 150kRSD" a ako moze neko na osnovu toga da predlozi neki konkretan model kod nas nabavljiv.
[ bogdan.kecman @ 16.07.2021. 00:29 ] @
pa vidi, za slime ti je preveliki volumen tako da ti ostaje fdm, od
fdm-a tu ti je prusa mark 3 top choice i on ti je ispod limita budzeta
kupi original 0.25 i 0.3 nozleX sa e3d-a (to su one sa polifobnim
premazom) kada oces stampas fino .. 0.35-0.4mm nozlu za normal,
0.6-0.8mm nozlu za "vozi misko" i to ti je to
[ mnn @ 28.08.2021. 06:26 ] @
PE(Poly Etyen) filament. Da li se neko susretao sa ovom vrstom filamenta. O čemu se tu radi?
[ bogdan.kecman @ 28.08.2021. 12:16 ] @
PE je polietilen, klasicna inzenjerska plastika, uzasno tezak za stampu (ja sam usao u core team reprap projekta zato sto sam osmislio nacin kako da se stampa PP i PE :D ... tako da sam ti ja to izmislio i neki sam expert za to) ....
uzasno se warpuje, ne lepi se ni za sta, filament mora da se susi (kao PA) i da se odrzava suvim, zahteva heated bed + heated chamber za iole ok stampu i zahteva jako sporo printanje (JAKO SPORO ako hoces da dobijes iole upotrebljiv kvalitet, 8-12mm/sec dakle zaboravi 40-200mm/sec koje stampas PLA i ekipu) .. takodje nozla ispod 0.5mm pravi preveliku turbulenciju tako da ispod 0.5 ne bi isao, ja sam uglavnom printao sa 0.6 i 0.8mm
najbolja podloga za stampu koju sam ja uspeo da pronadjem ti je tepih traka (duplo lepljiva tanka traka, ja koristim TESA ali verujem da ce svaka raditi, ona najjeftinija tanka bela tesa duplolepljiva traka), single usage only, tako da sam ja koristio direkt na aluminijumu koji se greje tu traku, onda ogulim spaklom posle printa, odlepim sta moze... svakih par printova ocistim benzinom ostatke od lepka pa ispocekta (obrati paznju, benzin pare uzasno zapaljive)
realno - neisplativo za stampu ... ja sam se drndao sa tim zato sto u ono vreme u srbistan nisi mogao da uvezes PLA i ABS i ostale koliko toliko normalne materijale (izlazio me preko 200eur kilo pla / abs i jedno 20 potvrda za carinu ) a lokalno je mogao da se kupi PP i PE filament 3mm za bedza (10eur kilo) jer se pravi kao zica za varenje plastike (kupovao sam u politermu) ... sada kada mozes za sitne pare da kupis normalan filament drndanje sa PP/PE je gubljenje vremena
inace se PE uglavnom prodaje kao HDPE i LDPE (high density i low density) kada ga zovu samo PE to je najcesce HDPE800 (cak malo gusci od klasicnog HDPE)
[ mnn @ 28.08.2021. 13:08 ] @
Naleteo sam na jedog domaćeg proizvođača filamenta. Uzimao ABS i bio je u redu. Sada vidim da nudi i taj PE pa ajd da pitam o čemu se radi
[ bogdan.kecman @ 28.08.2021. 16:57 ] @
nemoj bacas pare, ne treba ti :D :)
PLA je najlaksi za stampu, ako ti treba malo otpornije na temperaturu,
mekse, uzmes petg i on se laganeze stampa (malo se teze skida support
posto je lepljiv) ... onda uzmes ABS i ASA (asa je bolji od abs-a) i to
ti je to ... PP, HDPE (PE) je smor za stampu, PA je smor za stampu ..
[ mnn @ 28.08.2021. 20:28 ] @
Trebao bi neke nosače da štampam pa šta bi mi bilo bolje petg ili asa? primer
[ bogdan.kecman @ 28.08.2021. 20:37 ] @
high temperature PLA :D
abs i asa su vise manje isti, asa je otporniji na UV ako ce ovo raditi
unutra abs vs asa nema neke razlike ... abs/asa je ono sto bi ja koristio
Da dignem temu malo iz mrtvih pa ako je joše neko posećuje da pitam.
Ima li posla u 3d štampi? Ima li smisla ulagati u nju?
[ bogdan.kecman @ 15.02.2022. 07:09 ] @
sta znaci ima li posla? ako mislis da nudis usluzno 3d stampu u srbiji, za fdm, realno nema posla, sa cenom od 200eur za stampac ko ima potrebu kupi printer ne placa uslugu da mu neko stampa... za prodaju printera i repromaterijala, ima 2 vece firme koje to ovde rade i brdo malih i ocigledno ima posla obzirom da postoje i funkcionisu, dal ima posla za treceg ne znam... za usluzno sa high end sls, bilo je posla, sada opet sa uber jeftinim msla i tu je kolicina posla pala mega drasticno... ono sto ostaje i dalje kao usluzno je sls metala ali tu su ulaganja toliko velika da ti se isplati da das par soma nekoj agenciji da ti uradi istrazivanje marketa i neki feasibility study .. ja se ne bih usudio da komentarisem potrebe za tim ovako napamet
za proizvodnju printera, imas jeftine kineze gde realno nema sanse odavde da udjes u pricu, za srednju klasu te mnogo ubija ovde pozicija, zakoni, posta, i tu bi se klao sa britancima i amerima, konkurencija je za123 i oni imaju dosta godina prednosti, mada ako imas dobru ideju za dobar proizvod sve je moguce... na primer da si odavde osmislio cht nozlu mogao bi da prodas par hiljada komada sigurno bez obzira sto si ovde... pitanje samo da li sa par hiljada nozli od po 2000rsd mozes da napravis biznis koji je pozitivan... i ostaje high end klasa, tu ima prostora ali to opet zahteva ulaganja na nivou da ti opet nije problem da platis agenciju da uradi feasibility..
ja sam u fazonu - gledaj to kao obican 2d print biz .. dal ima prostora da udjes u 2d print biz .. usluzno, da pravis, da prodajes consumables... prilicno slicno
[ mnn @ 15.02.2022. 15:59 ] @
Mislio sam dal se isplati kupovina nekog industrijskog štampača i štampa onog što ovi od 200 evra ne mogu. Recimo nešto kao ovo što nudi Solfins
[ bogdan.kecman @ 15.02.2022. 16:10 ] @
jako malo toga ne mozes da printnes na jeftinom kombu msla + fdm .. bas
jako malo toga. ono sto je delovalo da fali je full usluga sken,
modeling, print, postprocesing... ali se ispostavilo da fali klijenata,
ortak je ulozio pare kupio ove i one stampace, skupe skenere pustio
reklamu, kontaktirao razne firme, i nije uspeo da isplati ni jedan
jedini stampac a kamoli svu opremu, pri tome je lik autorizovan autodesk
ovo ono ... ima vec firmi koje usluzno stampaju decenijama, koji su tu,
prisutni, svi koji imaju potrebu znaju za njih, i od njih ja znam 2
firme koje su se ugasile zbog nedostatka rentabilnosti...
sigurno ako imas dobru opremu, optimizujes process, spustis cenu, imaces
posla.. pitanje koliko ce biti rentabilno .. mislim da je to razlog
zasto je vecina firmi koje su nekad radile usluznu stampu sada presle da
se bave trgovinom masinama i repromaterijalom..
to je ono sto ja zakljucujem iz druge ruke, moguce da gresim.. ovi koji
bi mogli da daju info iz prve ruke uglavnom svi cute
[ mnn @ 16.02.2022. 18:57 ] @
Nisam mislio da krenem od nule i da od toga odmah pravim lebac. Lebac pravim od elektronike i razmišljam ima li šta u 3d štampi pošto već koristim istu za lične potrebe. Deca stasavaju pa razmišljam u šta da ih usmeravam i da polako probam da širim print. A i ovo što radim je stresno i pitanje do kad ću još moći. Pitam ovde zato što imformaciju iz prve ruke nemam i do nje se ne dolazi tek tako.
Drugi pravac koji je u razmatranju je laser za gvožđe.
[ bogdan.kecman @ 16.02.2022. 20:50 ] @
Citat:
mnn: razmišljam ima li šta u 3d štampi pošto već koristim istu za lične potrebe.
prodaje se dovoljno komada u srbiji da nekoliko firmi fino posluje prodavajuci iste a usluzna stampa je def opala obzirom da znam firme koje su radile usluznu stampu decenijama a sada su presli u prodaju opreme i ne nude vise usluznu stampu... e sad koliko jos posla ima za usluzno - ne znam, iz prve ruke imam samo jednog vajara, ozbiljnog 3d modelara sa autodesk certifikatima, koji je kupio ozbiljne masine i nije uspeo nista od usluzne delatnosti da napravi da radi ... e sad, dal on to nije uspeo da napravi jer ne ume da napravi biznis (da 3d stampa i modelira to znam da zna, ima velike po metra x po metra x po metra stampace, male nozle, velike nozle, ima MSLA ima... ) ili nije uspeo da napravi zato sto posla nema - pojma nemam
Citat:
mnn: Deca stasavaju pa razmišljam u šta da ih usmeravam
ako dobijes odgovor na to pitanje - podeli :)
Citat:
mnn: Pitam ovde zato što imformaciju iz prve ruke nemam i do nje se ne dolazi tek tako.
problem je i kad dodje info iz prve ruke (meni dolaze iz prve ruke jer ja sa bas mnogo njih komuniciram, mnogi su prve stampace dobili preko / od mene) tesko ga je protumaciti ..
Citat:
mnn:
Drugi pravac koji je u razmatranju je laser za gvožđe.
ovako - proveren info je da je vojska zainteresovana da napravi svoj 3d printer za gvozdje (i donekle proveren info da nisu zainteresovani da kupe gotov jer im je preskupo). ne znam da li koriste usluge..
2 usluzna evropska print servisa koji nude metal su mi rekli da sam ja jedini koji je ikad narucivao metal kod njih (narucivali su plastiku iz srbije, niko metal)... to je bilo jedno godinu pre korone, dakle pre cca 3 godine, dal se to u medjuvremenu promenilo - pojma nemam, koliko ima potrebe lokalno za metalni sintering nemam ideju... znam da je vise ljudi bilo zainteresovano da pravi masinu (ja takodje)
[ dr0id @ 27.06.2022. 15:54 ] @
Citat:
bogdan.kecman:ja se d.. sa ovim vec 15 godina, od pocetka sam deo core tima za reprap ( https://reprap.org/wiki/Admin ) .. vec sam pravio jedan tako od aluminijuma samo malo drugacije .. i napravio sam jedan koji je radio i kao cnc ruter od mdf-a, taj je radio vrhunski, metar x metar x 75cm ali kad sam se selio nije mogo prodje kroz vrata i morao sam da ga razbucam, elektronioka i motori dosli samnom, sve ostalo kontejner .. to mi je plan sad da napravim isto tako "neprenosivo" od aluminijuma
ne lici ni na sta od toga ... sve su to bolji setapi od onog mog :D .. vlada alander je jedan od par ljudi koji su ga videli ali ni on nije slikao a moje slike sve otisle u void :(
ja sam tu prvi put radio nesto sa mdf-om i primio sam se ko *dala na telefon :D i onda sam uzeo debeli mdf (ne secam se vise ali tipa 29mm ili tako nesto) pa sve uduplo, do jaja mi se svidelo kako kad spojis lepkom za drvo bude jako ko original... napravio sam veliku kocku od mdf-a, lepo sve zalepio, dodao trouglove i gde ima i gde nema smisla za ojacanje, kocka imala 5 strana (gornja strana otvorena) i onda 8 sipki za Z (4x 12mm sipke i 12mm linearni lezajevi za klizanje + 4x 8mm srafa spojenih u dnu sa beskonacnim kaisem, veliki mdf + grejaci + alu ploca bed od jedno 4-5kg koji ide gore dole... na vrhu 4x12mm sipke za Y, dve levo i dve desno na kojima su linearni lezajevi koji pomeraju X 2x 12mm sipke po kojima ide glava za stampu i glava za rezanje) ... sve je to preveliko, pretesko, preglomazno, napravljeno za male brzine ... nemoj da zaboravis da sam ja tada najvise stampao PP i HDPE (ja sam i primljen u REPRAP core team zato sto sam omogucio da se PP i HDPE stampaju sto je pokrenulo onda lavinu drugih materijala, pre toga je bio samo ABS, onda je lik sa NZ uveo PLA i posle toga ja uveo PP i HDPE ... a PP/HDPE se stampa ono 8mm/sec :D tako da za te brzine sve to tako veliko i glomazno i tesko radi do jaja a preciznost je extra u odnosu na one masine utegnute brezonima :)) ali vec kada sam se ja selio to je bilo zastarelo, presporo... tako da zali boze mdf-a, mehaniku sam sacuvao i iskoristio u drugim projektima
[ dr0id @ 27.06.2022. 21:16 ] @
Ti si to bas ono overbuild & overkill...mada vazno da je radilo posao. A sta mislis, sad kad bi pravio, za koju varijantu bi se odlucio? Meni deluje logicno neki metalni (pa sad ili masivniji ili punjen peskom ili betonom ) ili drveni(mdf) sto/postolje (ne preterano visok i dobro utegnut) pa alu profili 80x80 ili sl. (sto zbog odnosa tezina-cvrstina sto zbog montaze sina) i isto trouglovi, ploce i sl. i gde treba i gde ne.
Ovi komplet alu ne verujem da su dovoljno teski, da sve ide od MDF nemam pojma, mozda i moze, a od celika mislim pokrivice se od silnog secenja i varenja, jbm li ga...
[ bogdan.kecman @ 27.06.2022. 22:03 ] @
da, bio je overbuild jbg ucilo se .. pre toga je bio under, taj je bio over, posle toga su bili razni "kako treba" ....
vidi, ja treba zavrsim renoviranje "svaki mesec" sada i tamo imam novu radionicu gde cu praviti neki alat i realno, necu praviti novi printer kao printer, ne isplati se .. imam e2d motion system sa izmenjivim alatima koji mi stoji vec 2 godine nesklopljen ne stizem... on je odlicna platforma, bolje mi realno ne treba, on moze da se nabudzi da radi perverzno dobro tako da.. njega cu da sredim... vec imam jedan ender5 frame prepravljen na linearne lezajeve (ja se malo gadim onih tockica to je moj problem u glavi) koji radi isto vrhunski, imam jedan malecni printer baziran na pp3dp, imam jedan "ender3" koji sam ja pravio od nekog kineza u koji je upucano preko 2000eur do sada u "upgrades" tako da ... pravim novi - jok...
ono sto cu praviti prvo je "ruter/laser/busac rupa za pcb" malo veceg formata (A3, mozda koji cm veci videcu) koji ce da ima par cm Z osu i X i Y velike i koji ce moci da se sklopi na zid da ne smeta ... to mi non stop treba, da isecem sper/klirit/fr4, da izbusim rupe na pcb-u i slicno... laser engraver .. najverovatnije cu ga pravim od alu profila (ne konstrukcionih nego obicnih) koje cu da izvarim (treba na necemu da ucim da tigujem aluminijum) odozgo linearne vodjice i pesma.. no videcemo... Z osa ce bude ili stampana ili milovana iz aluminijuma videcemo..
posle toga - videcemo .. imam jedan obradni motor od 3kW mozda ga ubacim u nesto korisno :D mozda ne .. ko zna.. pitanje koliko ja sam sa 50g imam vremena za sve to, realno krecem pravim sta mi treba za oko kuce (prvi projekat ce biti robot kosilica) pa cu praviti alat kako bude bilo potrebe... 3d printeri... mislim da imam vise nego sto mi treba... stigao je i ovaj smrdljivi printer (uv smola) i to uzima mesto .. sve to kosta pare a ne donosi nista :( ... a sa cenama kineza, jbg jeftinije usluzno printanje u kini nego ovde da imas svoj printer
ali ako gledamo danas popularne setape... imas super popularan voron, ako ti je vazna brzina .. meni se ne dojmi previse ali ok je projekat no realno ako se lozis na brzinu pravis deltu a ne corexy... i imas https://www.jubilee3d.com/ .. da pravim novo, to bi pravio, jubilee ima otprilike sve funkcije o kojima sam ja godinama razmisljao i implementirao ovako ili onako
Bice da se nismo razumeli, ja pricam o CNC-u (za drvo, plastiku, klirit, mekse metale) od oko 1x1m (ili sto bi ameri rekli 4x4ft)
[ bogdan.kecman @ 28.06.2022. 14:11 ] @
meni ne treba (bar za sada) takav ... meni treba preko 1m x 1m u osnovi ali 3-5cm Z hoda, ne treba mi vise (laser, ruter, buska..) i ne treba mi nikakva sila "u stranu" jer necu milujem vec ili neki lagani ruting ili samo dril i mrdanje lasera tako da meni kaisevi i to oni tanani rade pesma ... e sad, ljudi kaisevima miluju ove soft metale (alu, bakar, bronza, sivi liv ...) ... ja bi za to ipak neke spingle ali kazu rade i kaisevi posao ... ali svakako za veliki Z je kompletno drugacija koncepcija... ja imam 15x15x15cm cnc glodalicu za metal meni to plafon velicina, ako mi treba vece odnesem u alatnicu i platim koliko kosta ... problem kada predjes 20x20x20 je sto se sve exponencijalno komplikuje... nema tu vise nista jeftino, svaki deo je parsto evra, ako ce milujes tolike komada mora i sve da bude zatvoreno, da prska tecnost za hladjenje i podmazivanje, mora samopodmazivanje svega da se uradi, pumpa za ulje, mora svasta nesto... to da pravis da bi upalio 2x godisnje ne se isplati a ako ce palis svaki dan kupis gotovo isplatice se za mesec dva pravljenje nema smisla ... za 2x godisnje - odnesem u alatnicu
[ dr0id @ 28.06.2022. 17:00 ] @
Ni meni ne treba nesto mnogo vise Z hoda, ali ne znam za kaiseve, pre bih sipke. Da se kupi gotovo to ce da bude minimum 10-15k, ovako valjda moze da se nabudzi za 3-4 (tipa 500 glodalica, 500 profili, 1000+ sine i sipke, 500 motori i elektronika, 500 ploce, trouglovi, itd. i jos postolje/sto, pumpe, ventilacija). Jedino me buni to oko materijala, koliko je sta u startu i pri izradi krivo i koliko kasnije tolerise cimanje i glodanje. Metalci hvale gvozdje, kazu tolerise sile vise nego celik, stolari se kunu u drvo ali da je suvo i u umerenim uslovima (temperatura, vlaznost) a opet ovi sto valjaju uglavnom guraju alu profile, raznih velicina i oblika... Ima po YT od sperploce a obradjuju alu od par inca i celik od 1/4" ali jbg pitanje koliko dugo
[ bogdan.kecman @ 28.06.2022. 18:38 ] @
glodju alumiunijum na plasticnim masinama :D ... i to radi .. i radi mesecima, nije frka, samo deo koji drzi motor da je od plastike koja trpi 70-80C i to je to ... pitanje samo kojom brzinom i kojom dubinom ... koju kolicinu materijala zahvatas..
[ bogdan.kecman @ 28.06.2022. 18:50 ] @
kaisevi su mnoooogo precizniji za istu kintu ... mnoooooooooooooooooooooogo ... polovne spingle koje mozes da kupis kod nas su polovne sa razlogom, kineske su uzasno neprecizne i acme i kuglicne (sve su valjane nisu brusene) ... kais je prilicno precizan samo uzmes original gates ili tako nesto i pesma, kad ispuca armatura zamenis ga ali to je ono jeftin potrosni deo... spingla je preskup potrosni deo ... a vidi glodju aluminijum sa 5mm sirokom 2mm pitch kaisem!!!! turis 20mm sirine 5mm pitch i peeeeeeevaj :D ... mora samo obratis paznju na minimalni radius oko koga se savija i to je to
svi materijali su krivi ultra!!! a linearne lezajeve mora srafis u "ravno" tako da je fora - izvaris od kutija, idealno gvozdje (koje posle mozes da napunis betonom ako ti je bitno) i onda to odneses kod nekoga ko ima veci cnc od tebe da ti izravna gornje povrsine na koje ce turis linearne vodjice i pesma.... to cenovno nije problem, problem je samo prenos svega toga (kamion, dizalice, ljudi...)
[ dr0id @ 28.06.2022. 20:40 ] @
Citat:
bogdan.kecman:
glodju alumiunijum na plasticnim masinama :D ... i to radi .. i radi mesecima, nije frka, samo deo koji drzi motor da je od plastike koja trpi 70-80C i to je to ... pitanje samo kojom brzinom i kojom dubinom ... koju kolicinu materijala zahvatas..
Bitnija mi preciznost i da radi bez problema mesecima od brzine, imam traume od podesavanja Endera...
Citat:
svi materijali su krivi ultra!!! a linearne lezajeve mora srafis u "ravno" tako da je fora - izvaris od kutija, idealno gvozdje (koje posle mozes da napunis betonom ako ti je bitno) i onda to odneses kod nekoga ko ima veci cnc od tebe da ti izravna gornje povrsine na koje ce turis linearne vodjice i pesma.... to cenovno nije problem, problem je samo prenos svega toga (kamion, dizalice, ljudi...)
Mislis ovako nesto https://youtu.be/3FaiPCKTH6A?t=480 (samo sa kaisevima umesto sipki, pa na neke nogare)? A sta kazes na alu kutije (ako cu vec da punim peskom/betonom), bilo bi i manje ravnanja a i lakse, mada ne znam sta su negativne strane
jbg ako ti je ender bio kompleksan pravi cnc ce te sarani :(
sto se preciznosti tice - absolutna preciznost ne postoji, mora definises koliko ti precizno treba .. za 99.9% diy potreba obicni kaisevi rade posao ... a spingle se em manje precizne em mnogo skupe em spore
ti mozes beskonacno para da ulozis u to ali za DIY ovo radi posao vise nego ok i jeftinije je nego sto mozes sam da napravis ... ako ti treba nesto ozbiljnije ne isplati se praviti opet bolje kupis profi masinu polovnu ima za relativno sitne pare se kupi cela polovna ispravna profi masina samo mora da umes da je sastavis .. realno koliko puta mesecno / godisnje ti treba.. za prosecan DIY sve sto je manje od 10x godisnje - vise se isplati da nosis u alatnicu
[ dr0id @ 28.06.2022. 21:09 ] @
Citat:
bogdan.kecman: jbg ako ti je ender bio kompleksan pravi cnc ce te sarani
Nije kompleksan nego nikakve kontrole kvaliteta i brzo rastimovan, te njakaj bed, te tockice te kaiseve te extruder te ovo te ono
Citat:
pa vidi, ne vidim veliku poentu u ALU kutijama ako ces da ih punis ... ako ces da punis onda gvozdene kutije
Ma ne bih ja da punim ako ne mora, nisam ni znao da se to radi dok nisam video fanatike po YT...a poenta bi bila laksi za nosenje, obradu/ravnanje, itd. Ako vec oni profili (80x80 i sl.) nisu dovoljno ravni
Citat:
o tome ti pricam
ti mozes beskonacno para da ulozis u to ali za DIY ovo radi posao vise nego ok i jeftinije je nego sto mozes sam da napravis ...
Ima nesto i u samogradnji a i tesko da kod nas ima toga po 2-3k, mada sigurno moze da se sklepa od (polu)gotovih komponenti
[ bogdan.kecman @ 28.06.2022. 21:14 ] @
:D pa sve kineske sprave ( i cnc ruter ako kupis ) mora sve srafove, sve
konektore, sve spojeve da proveris, dotegnes, namazes threadlock-om...
na enderu jos zamenis sve kablove (posto originalno aluminijumsko smece
nije doraslo zadatku), zamenis sve federe, bacis extruder i onda mozes
dalje nesto sa njim :)
[ dr0id @ 28.06.2022. 21:22 ] @
Pa tacno lakse napraviti, bar znas sta si stavio. Ovo dok isproveravas i zamenis, proklize, zaglavi ili se iskrivi i ono sto je bilo ok.
[ bogdan.kecman @ 28.06.2022. 21:33 ] @
pa nije lakse, tako sam i ja mislio pa pravio a onda svatio da je ipak
mnooooogo lakse i mnooooogo jeftinije kupiti i popraviti... sve srafove
na enderu npr skines, namazes locktite-om, zategnes nazad, sve kaiseve
dotegnes, sve zice prekrimpujes i zamenis i potrosis oko 2h i 99% stvari
imas po fiokama... da napravis to from scratch za pocetak samo ce
konstrukcioni profili da te kostaju vise nego ceo ispravan ender
da, zaboravih da se na KP da naci profila za normalnije pare od prodavnice (do duse nisam nigde nikad video 8080 za 35e metar), nije ih bilo par godina uopste nigde na stanju znam da smo bas kukali drugar i ja (oglasi tu, stanje - ziltch) no i dalje, ender3 i klonovi su red velicine 200eur cela masina
u svakom slucaju, kaisevi su bedza a extra su precizni... posebno ako mozes da ides sa velikim pulijima tako da je radius oko koga se savija kais veliki onda i traju sto godina ... ovi 2mm pitch mogu lepo da se saviju oko dvadesetak zuba, uzmes original gates sa fiber podrskom, pesma ... ja sam trosio dugo 5mm pitch sa celicnom armaturom i 6cm precnik pulija i radilo je ko zmaj a 5mm pitch sa celicnom armaturom i 4cm sirine moze mrda glavu za glodanje celika :D ... a za razliku od spingli precizan na celoj duzini i bedza da se zameni ako se potrosi ... polovne kvalitetne spingle imaju sve backlash u delu gde su potrosene (najcesce sredina) tako da imaju razlicit backlash po duzini sto je nemoguce za kompenzaciju, jeftine nove spingle imaju razlicit polozaj tredova, jitter ume da bude preko 0.1mm na 1605 a jos veci na ovim vecim spinglama ... sad zavisi sta radis ali meni je to neupotrebljivo :( ... nesto sam malo istrazivao oko kvaliteta kuglicnih vretena i imas nekih 4-5 nivoa kvaliteta i realno onaj najgori kvalitet je za moje potrebe zadovoljavajuci, problem je sto su ova jeftina kineska vretena ispod tog kvaliteta "unmarked" i to za red velicine a to je bas bas jbg...
ono sto je dobra fora je sto kod nas ima dosta jeftino fotoslog, mozda bi mogao da se otstampa precizan linearni enkoder pa da se ne koristi enkoder na motoru uopste nego da se koristi pozicioni enkoder po duzini i na taj nacin zaobidje problem sa spinglom, nisam to nikad radio, ili mozda da se kupi kvalitetan linearni enkoder... mada i tu su cene za veliku preciznost paklene tako da opet se vracamo, mozda bi mogao jeftino da se napravi linearni enkoder, opticki, obzirom da je foto kod nas prilicno jeftin ... to bi resilo dosta problema
[ mikikg @ 29.06.2022. 08:28 ] @
Evo neki CNC na kome sam radio tih gabarita o kojima pričate (snimak je prvo probno pustanje u rad, stari snimak).
Što se tiče brzine, tu je još i sporo, max brzinja kretanja je 3m/s, odprilike da može da "uhvati u letu" onaj plastični komad ... :)
Što se tiče snage, na primer Macola i ja smo pokušavali da zaustavimu jednu osu, guramo zajedno u suprotnom smeru, okačimo se na taj krak ... ma ništa, ne izbacuje drajver zbog opterećenja ... hoće drajver da izbaci dok nisam imao one kartonske kutije pa promašim poziciju i udari glava u stolicu, oće da polomi/probuši stolicu ... :) Cela konstrukcija CNC-a je bila zavarena na konstrukciju od hale da se ne mrda :)
Mašina je optimizovana za brzinu ne toliko za preciznost, ta postavka nije za "glodalicu", za glodalice te komponente treba prepakovati u još čvršću mehaničku konstrukciju.
[Ovu poruku je menjao mikikg dana 29.06.2022. u 09:47 GMT+1]
[Ovu poruku je menjao mikikg dana 29.06.2022. u 10:02 GMT+1]
[ SASA M. @ 29.06.2022. 16:05 ] @
Znaci jedno vreme je bila poke at place, dok nije postala pick and place.
[ mikikg @ 29.06.2022. 17:11 ] @
Citat:
SASA M.: Znaci jedno vreme je bila poke at place, dok nije postala pick and place. ;)
Bilo je "poke at place at our place" kada smo krenuli sa razvojem bukvalno od nule, skrpetali smo neku CNC improvizaciju "samo da se pomera" ali da koristi isti mehanizam uprvljanja i sve ostalo da bude kompatibilno na HW nivou, posle smo radili na SW i elektronici dok su mašinci nezavisno radili na praktičnoj konstrukciji i onda smo se jedan dan sastali i pokrenuli to sto je na predhodnom snimku.
Ovako smo počeli:
[ wannabe @ 01.07.2022. 00:40 ] @
Bogdane,vidim da imas puno iskustva,pa bih nesto da te pitam:
Planiram da stampam nosac za ono "P" sto dobiju pocetnici u auto skoli (cera nedavno polozila) ,a ne znam od cega,
buduci da je u kolima i da je direktno izlozen suncu.Koji je materijal najbolji za te uslove ?
Inace stampac je Ultimaker S5 ,tako da verujem da setup nece biti problem,samo ostaje pitanje - koja plastika ?
Hvala unapred.
[ bogdan.kecman @ 01.07.2022. 01:42 ] @
nemas mnogo izbora sta je najbolje :D.. za to je najbolji CRNI ASA (Acrylonitrile Styrene Acrylate)
ne znam dal S5 ima 2.8mm ili 1.75mm extruder, za 1.75 imas crni asa u voxxelu ( https://3dmarket.rs/shop/filam.../asa-filament-1-75mm-1kg-crni/ ) imas neki bez u 3d republici isto 1.75 ali mnogo bolje da stampas crnim, za 2.8mm ne znam ko ima ASA kod nas jbg ja 3mm filament ne koristim ima dobrih 12 godina
druga varijanta ti je da stampas ABS (Acrylonitrile Butadiene Styrene) ili PA (najlon) ili PC (polikarbonat) pa da ih farbas nekim prajmerom pa nekom uv stabilnom crnom bojom da sprecis UV da dodje do plastike ... osim ASA sve ove krecu da oksidiraju pa da trule izlozene UV-u mada vidi, ja imam delove od ABS-a na bicikli koji traju po 2-3 godine pre nego puknu, malo pozute i to je to, postanu krti posle godinu dana (sto ako ne diras nije problem, problem je ako skidas/stavljas) i tek tamo posle 3 godine krenu da se raspadaju sami od sebe... PLA takodje nije uopste toliko neotporan na UV, sa njim ti je veci problem sto ce se istopi na jakom suncu...
[ mnn @ 01.07.2022. 06:40 ] @
A petg?
[ dr0id @ 01.07.2022. 13:54 ] @
Citat:
bogdan.kecman:u svakom slucaju, kaisevi su bedza a extra su precizni... posebno ako mozes da ides sa velikim pulijima tako da je radius oko koga se savija kais veliki onda i traju sto godina ... ovi 2mm pitch mogu lepo da se saviju oko dvadesetak zuba, uzmes original gates sa fiber podrskom, pesma ... ja sam trosio dugo 5mm pitch sa celicnom armaturom i 6cm precnik pulija i radilo je ko zmaj a 5mm pitch sa celicnom armaturom i 4cm sirine moze mrda glavu za glodanje celika :D ... a za razliku od spingli precizan na celoj duzini i bedza da se zameni ako se potrosi ... polovne kvalitetne spingle imaju sve backlash u delu gde su potrosene (najcesce sredina) tako da imaju razlicit backlash po duzini sto je nemoguce za kompenzaciju, jeftine nove spingle imaju razlicit polozaj tredova, jitter ume da bude preko 0.1mm na 1605 a jos veci na ovim vecim spinglama ... sad zavisi sta radis ali meni je to neupotrebljivo :( ...
Ok, a sto manje-vise svi od nasih domacih zanatlija preko Kineza do malih i velikih ozbiljnih CNC proizvodjaca guraju rack and pinion?
Citat:
nesto sam malo istrazivao oko kvaliteta kuglicnih vretena i imas nekih 4-5 nivoa kvaliteta i realno onaj najgori kvalitet je za moje potrebe zadovoljavajuci, problem je sto su ova jeftina kineska vretena ispod tog kvaliteta "unmarked" i to za red velicine a to je bas bas jbg...
Ja vidjam uglavnom neke C7, ne deluju obecavajuce
Citat:
ono sto je dobra fora je sto kod nas ima dosta jeftino fotoslog, mozda bi mogao da se otstampa precizan linearni enkoder pa da se ne koristi enkoder na motoru uopste nego da se koristi pozicioni enkoder po duzini i na taj nacin zaobidje problem sa spinglom, nisam to nikad radio, ili mozda da se kupi kvalitetan linearni enkoder... mada i tu su cene za veliku preciznost paklene tako da opet se vracamo, mozda bi mogao jeftino da se napravi linearni enkoder, opticki, obzirom da je foto kod nas prilicno jeftin ... to bi resilo dosta problema
Video sam i to, oko 100-150e/m su Ditron i sl.
[Ovu poruku je menjao dr0id dana 01.07.2022. u 15:08 GMT+1]
[ bogdan.kecman @ 01.07.2022. 16:37 ] @
Citat:
mnn:
A petg?
petg se ponasa odlicno na UV ali je uzasan na vozilima .. meni su se delovi na biciklu raspadali a jedan deo koji sam pravio na kolima koji je stajao napolju se raspao za manje od godinu dana. ... unutra u kolima sta sam pravio od PETG radi godinama bez problema... tako da UV nije problem ali nesto jeste, dal promene temperature, dal smrzavanje zimi, dal nesto trece ne znam, ali ja sam odustao od PETG za sve vezano za bajs/kola ... ja licno mislim da je problem kad se smrzne da posle toga postane previse krt ali nisam siguran, znam da je jako higrofoban, mozda pokupi vlagu pa kad se smrzne .. otkud znam ... nisam ulazio u detalje ali ... za po kuci meni je petg omiljeni materijal, ali za napolje mi se pokazao uzasan.. abs, pe, pa, pc su mi se pokazali mnogo bolje, asa def najbolji
[ bogdan.kecman @ 01.07.2022. 16:49 ] @
Citat:
dr0id:
Ok, a sto manje-vise svi od nasih domacih zanatlija preko Kineza do malih i velikih ozbiljnih CNC proizvodjaca guraju rack and pinion?
posebno helical gear koji ide po rack-u je realno najpreciznija stvar koju mozes da imas, najmanje tolerancije, najmanje vibracije etc etc .. problem je sto kosta ko bubreg, tako da najskuplje masine imaju uglavnom taj setup... a onda jeftine masine simuliraju taj setup da deluju kao skupe masine :D ... pa imas cak i varijante sa kaisem gde ne ide dupli kais nego single kais zategnut po duzini a onda pokretni deo pinchuje kais i simulira rack&pinion sistem ... ali to je sve emulacija tih skupih resenja... rack&pinion kada nije ultra skupo resenje su los setup (ako kupis jeftin rack i jeftin pinion rade gore nego vreteno iste cene ili kais iste cene) ... za ISTU CENU - kais je najprecizniji, ako gledamo max preciznost nevezano za cenu, rack&pinion je najprecizniji
Citat:
dr0id:
Ja vidjam uglavnom neke C7, ne deluju obecavajuce
ja sam se u startu price sa reprapom do jaja lozio na preciznist i citao mnogo o tome i testirao ... i taj C7 kineski ne ispunjava C7... uzmi ovako, kinezi kada prave malo skuplje 3d printere (pazi to je mnooogo manja potrebna preciznost od millinga, mnogo manje sile etc.. pricamo o 1000+ eur pritnerima kineskim) kupuju delove u evropi, ne koriste svoje!!! mislkim da ti to dovoljno govori o njihovim lezajevima i njihovim vretenima, kaisevima...
Citat:
dr0id:Video sam i to, oko 100-150e/m su Ditron i sl.
ima tih linearnih stangli pun k. koriste ljudi za DRO da dodaju na svoje analogne masine ... nisu svi opticki, cesto su magnetni a ima ih stvarno razlicitih arhitektura, ja mislim da kod nas sa ovom cenom stampe mozda moze opticki da se napravi kvaliteta onih od 300-500eur za 30-50eur .. ali nisam razradjivao tu ideju
dr0id: Ja sam cuo samo pohvale za Ditron a nisu nesto ni skupi
hvale ih masinci na manuelnim masinama, preciznost je tu vrlo diskutabilna i njihovo razumevanje tih sprava tako da ... kako bi mogao da ih koristis za upravljanje - pitanje dal bi radili ok... i sa mnogo skupljim to ne ide tek tako
kao sto rekoh simulacija velikih skupih masina a preciznost gore nego kais
Citat:
dr0id:
A za sine i kolica, jel cemu HIWIN ili mora bolje,
original hiwin vs kopija hiwin ogromna razlika... ja sam kupio sa aliexpresa neka kolica (jbg obde su bila 10x skuplja) kao original, stiglo, pravo iz kutije u smece i narucili original :( bacene i pare i vreme
ja za stampace kupujem sa aliexpresa linearne vodjice i generalno su ok jedino moras da ih rastavis na delove, kompletno operes odmastis ocistis, bacis sve lagere u smece i stavis nove kvalitetne kuglice i to radi super... problem je kinezi ne umeju da naprave dobru kuglicu (do pre 2 godine su uvozili kuglice za kuglicne hemiske olovke nisu umeli da naprave) ... ali kad operes, zamenis kuglice, podmazes rade super, jos ako koristis duplo malo nategnes i skroz super ... naravno nije za poredjenje sa originalima ali za moje potrebe dovoljno... jedino obrati paznju sine mora srafis u idealno ravno!!! ne mozes da ocekujes da ti sine drze ravno ako nisu na ravnom
vretena su nevidjeno razliciti kvaliteti od tipa do tipa ... realno valjana nisu nista preciznija od acme srafova, bolje uzeti acme srafove kvalitetne nego prosecna kuglicna sve i da menjas maticu na mesec dana
[ dr0id @ 02.07.2022. 01:37 ] @
Citat:
bogdan.kecman:kao sto rekoh simulacija velikih skupih masina a preciznost gore nego kais
vretena su nevidjeno razliciti kvaliteti od tipa do tipa ... realno valjana nisu nista preciznija od acme srafova, bolje uzeti acme srafove kvalitetne nego prosecna kuglicna sve i da menjas maticu na mesec dana
Onda bi se ta original HIWIN vretena isplatila po 240e/m ako su kovana? Ili kaisevi i remenice. Ne bih nista da menjam na mesec dana pa sve da radi svakodnevno, pre bih platio 5-10x vise rack & pinion...
ima neku poentu ili je bolje jednostavnije - jedan siri/jaci kais?
[ bogdan.kecman @ 02.07.2022. 02:23 ] @
Citat:
dr0id:
Sto bi znacilo da ne vredi kupovati domace ni kineske jeftine...
Pa sve zavisi sta ti je cilj .. da naucis ili da imas spravu za rad. ako ces da ucis, pitanje sta hoces da naucis, ako ti treba sprava za rad - koji rad? koja ti je preciznost neophodna?
Ako ti treba preciznost za koju je neophodan rack&pinion - ne isplati se da pravis masinu, jeftinije je da je kupis
Ako ti treba da ti pomogne u DIY projektima, malo graviranje ikona, malo kucista za projekte, malo dobudz za auto... preciznost koja ti treba je smesna tako da je stvarno potpuno nebitno sve ovo o cemu pricamo .. mislim vidi ovako, na masini od aluminijuma koja ima footprint preko metar ti imas krivljenja u rangu 0.01 do 0.1mm u razlici temperature izmedju dva kraja sprave, od promaje, klime, kompa koji greje jedan cosak.. tako da mozes turis boga oca nes imat bolju preciznost... ako oces milujes brzo, velike chipse da imas, male vibracije treba ti liveno gvozdje.. ali za DIY sve je to nebitno i kaisevi rade posao do jaja i najmanji su problem za nabaviti, namestiti, ukrotiti... najtisi su, najbrzi su i bedza su u poredjenju sa svim drugim i skaliraju se do jaja .. os 2x vise sile da moze da prenese, stavi 2x siri kais... jedino sto ti je vazno za kais je radius savijanja, mora vidis za kais koji oces da koristis koji je min radius i sve ostalo je pesma ... a pritom cak i najgori kineski bedza kaisevi su odlicni za DIY milling jer ti sigurno neces da radis sa 6000mm/sec/sec acceleracijom jer ces slomiti glodalo, potpuno nebitno dal masina moze ili ne moze da izdrzi, glodalo ce ode u 3pm na keca.. tako da zbog samog tipa rada masine radis sa malim brzinama i malim ubrzanjima te ti je kais pesma
i sada se opet vraca na domace, kupovne...
domace imas
- nove pravljene za prodaju
- polovne
nove za prodaju su 99% prevara, kineski delovi koji se predstavljaju kao svedski i nemacki, zakinuto uglavnom sve sto moze da se zakine, realno ja izbegavam a i to je razlog zasto ja nikad nisam pokrenuo pravljenje i prodaju 3d printera i cnc masina u srbiji jer kad vidim sta ljudi prodaju ja tako necu a nisam video na koji nacin bi objasnio nekome ko se 99% ne razume zasto je moj lezaj stvarno original SKF a ne kinesko smece u SKF kutiji .... naravno mozda postoji neko ko pravi ko nije prevarant ali ja jos nisam nijednog upoznao...
polovne su mega do jaja, i za ozbiljnije masine polovne su po meni najbolje resenje koje postoji
da pravis sam, to zavisi od tebe, dal volis? dal ti ej vreme bedza? dal imas alat? dal imas gde/kako/sta ... ja sam gledao jaran je napravio CNC kostao ga je oko 1000eur, kad sam pregledao masinu, brate samo obradni motor i vfd su 1000eur ali on je sve imao u furdi, celik, profile, ovo ono ... i kao napravio sam za soma... super ali mene bi kostalo 10k da napravim to isto jbg ja nemam 2 tone gvozdja ukradenog iz firme sto sam krao 30 godina i raznih drugih delova i alata koje sam krao 30 godina pa mi sad pdim da skrckam tako jednu masinu za sitne pare... ako sve kupujes jbg, dodje ti na isto + tvoje vreme, dal ga cenis ili ne...
Citat:
dr0id:
Onda bi se ta original HIWIN vretena isplatila po 240e/m ako su kovana?
nisam nikad koristio hiwin vretena, samo kolica, ne znam ni da prave vretena ..
nije poenta da li su kovana vretena, sva se ona prave od sipki, poenta je da li su rolana izmedju dva valjka ili brusena brusnim kamenom ... ova rolana traju duze, kostaju manje ali su manje precizna, za DIY potrebe obicno nebitno i rade posao, ali realno nisu bolja od kaisa, ona brusena su skupa ali su precizna koliko pise da jesu (imas tamo 8 klasa)
a vidi, ja sam reko trapezno vreteno i mesingana matica, to je prilicno precizno, trosi se matica, ako ti se potrosi toliko da moras za mesec dana da je promenis znaci da imas pare, da si zaradio, da kupis profi tormaka :D ...
fora je da je trapezni navoj prilicno precizan i prilicno jeftin u odnosu na kuglicni a jedini problem mu je sto se matica "trosi", ali ne trosi se matica tako brzo :D a obzirom da se zameni za 10min i da kosta dolar dva sve i da je menjas mesecno nije frka
rack&pinion kvaliteta kaisa kosta ne 5-10x nego 50-500x vise
Citat:
dr0id:
Znaci ti mislis da su npr. ovi
bolji od ovakvih kineza
bolji u cemu? to su razlicite klase masina ... taj kinez ne koristi kineske lezajeve ni kineske zupcanike ni kineske kaiseve... kineska mu je oplata limena i izvareni frame i to je to .. a ako mu je kineska elektronika onda se dangira i ne radi kako treba ... preciznost, realno ne mozes da poredis preciznost masine sa A4 i A0 footprintom, ista preciznost exponencijalno dize cenu sa velicinom masine ... ne mozes da poredis masinu koja mrda bridge od 450kg sa masinom koja cela nema 50kg
ja sam uvezao takvih velikih kineza 30tak do sada (tj neki moji klijenti) i nijedna masina nije radila ok, na svakoj je problem sa elektronikom i na svakom smo morali da reprogramiramo plc, prebudzimo drajvere, menjamo elektroniku i reprogramiramo sistem da bi radila, mehanicki nisu lose (sve unutra je simens, skf original i slicno, nista kina, sve sto jste kina - ne radi ok)
Citat:
dr0id:
ima neku poentu ili je bolje jednostavnije - jedan siri/jaci kais?
ako procunjas malo po YT nacices lika koji je to testirao na 3d printeru i na laser engraveru i pokazao da kada je odradio taj "upgrade" dobio je vidljivo losiji kvalitet stampe (i 3d i lasera) .. takodje ces naci na lika koji je testirao to na 3d printeru i na mill masini za pcb i ista prica, losiji kvalitet izlaza posle tog upgrade-a tako da taj trip ocigledno nema nikakvog smisla... svi koji ga zagovaraju nemaju nijedan dokaz da bilo sta poboljsava ... (pricamo o ovome da slazes dva kaisa jedan na drugi i po tome vodis osu) ... vidi 50x50cm print bed - 1cm debeo alu plate 50x50cm + 4mm silikonski grejac 50x50cm + magnetni drzac 50x50cm 2mm + plastificirana celicna ploca 50x50cm 0.5mm, nosaci.. ... to sve tezi oko 6-7kg to vuces po 2 MGN15 sine (kineske, oprane, zamenjene kuglice profi americkim kuglicama) i 4 kolica sa 2x6mm G2 (2mm pitch) kaisem preko T22 pulija (22 zuba) bez problema 18000mm/min sa 6000mm/sec/sec ubrzanjem ... onda na to stavis jos 5kg plastike i to i dalje radi 1/1 .. dakle 10-12kg bez problema 2 pateticna kaisa mrdaju i to peva... pri tome na 3d printu se vide greske od 0.001mm bez problema .. ne smetaju, ne prave problem, ali su vidljive na svetlu ... ja naravno na takvoj masini radim upgrade tih kaiseva i menjam te 6mm kaiseve i stavljam 10 ili 15mm kaiseve ali realno i ono originalno radi .. kinezi takav printer salju sa JEDNIM 5mm kaisem :D (do duse spuste acceleration na 80mm/sec/sec i max brzinu na 6000mm/min) ... tebi za milling ne treba vise od 10mm/sec/sec acceleracija, cak je i to mnogo, max brzina je potpuno nebitna u ovom slucaju
ja ne volim taj trip sa stacionarnim kaisem i motorom koji se namotava oko njega glumeci rack & pinion .. bezpotrebno setas motor koji nije lagan i ako je sira osa mora koristis 2 motora koja onda mora nekako sinhronises i kada izgube sync u mega problemu si... mnogo je bolje staviti jaci motor sa duplom osovinom na sredinu ose, razvuci sipke do obe strane ose i sa dva kaisa pomerati osu, oba kraja su uvel 100% u sinku (osim ako ti se ne olabavi pulley sa osovine) i pesma .. nemas sync problem, imas samo jedan motor i on je stacionaran, ne setas ga okolo pa moze da bude koliko god veliki hoces... a obzirom da pravis mill masinu svejedno ti ne treba velika acceleracija pa ti ni inercija rotora nije mnogo bitna
[ dr0id @ 02.07.2022. 12:00 ] @
Citat:
bogdan.kecman: Pa sve zavisi sta ti je cilj .. da naucis ili da imas spravu za rad. ako ces da ucis, pitanje sta hoces da naucis, ako ti treba sprava za rad - koji rad? koja ti je preciznost neophodna?
Hocu da se prebacim sa printera na cnc, od starta mi ovo stampanje neprirodno, mnogo mi se vise svidja secenje iz ploce/bloka nego filovanje topljene plastike...preciznost naravno sto bolja, minimum 0.1, 0.05 mislim da bi bilo dovoljno.
Citat:
domace imas
- nove pravljene za prodaju
- polovne
nove za prodaju su 99% prevara, kineski delovi koji se predstavljaju kao svedski i nemacki, zakinuto uglavnom sve sto moze da se zakine, realno ja izbegavam a i to je razlog zasto ja nikad nisam pokrenuo pravljenje i prodaju 3d printera i cnc masina u srbiji jer kad vidim sta ljudi prodaju ja tako necu a nisam video na koji nacin bi objasnio nekome ko se 99% ne razume zasto je moj lezaj stvarno original SKF a ne kinesko smece u SKF kutiji .... naravno mozda postoji neko ko pravi ko nije prevarant ali ja jos nisam nijednog upoznao...
polovne su mega do jaja, i za ozbiljnije masine polovne su po meni najbolje resenje koje postoji
a vidi, ja sam reko trapezno vreteno i mesingana matica, to je prilicno precizno, trosi se matica, ako ti se potrosi toliko da moras za mesec dana da je promenis znaci da imas pare, da si zaradio, da kupis profi tormaka :D ...
fora je da je trapezni navoj prilicno precizan i prilicno jeftin u odnosu na kuglicni a jedini problem mu je sto se matica "trosi", ali ne trosi se matica tako brzo :D a obzirom da se zameni za 10min i da kosta dolar dva sve i da je menjas mesecno nije frka
Pa ne znam bas, mozda to vazi za kvalitetniji, menjao sam na par stampaca i nisu bas bili ravni iako su kratki. Jesu ovi za CNC dosta deblji (20-25mm) ali mogu da zamislim kakvi su na 1m, da li su krivi u startu ili se pokrive tokom upotrebe (pa backlash pa ovo pa ono)
Citat:
rack&pinion kvaliteta kaisa kosta ne 5-10x nego 50-500x vise
Dobro kaisevi su dz, mislio sam u odnosu na vretena
Citat:
bolji u cemu? to su razlicite klase masina ... taj kinez ne koristi kineske lezajeve ni kineske zupcanike ni kineske kaiseve... kineska mu je oplata limena i izvareni frame i to je to .. a ako mu je kineska elektronika onda se dangira i ne radi kako treba ... preciznost, realno ne mozes da poredis preciznost masine sa A4 i A0 footprintom, ista preciznost exponencijalno dize cenu sa velicinom masine ... ne mozes da poredis masinu koja mrda bridge od 450kg sa masinom koja cela nema 50kg
ja sam uvezao takvih velikih kineza 30tak do sada (tj neki moji klijenti) i nijedna masina nije radila ok, na svakoj je problem sa elektronikom i na svakom smo morali da reprogramiramo plc, prebudzimo drajvere, menjamo elektroniku i reprogramiramo sistem da bi radila, mehanicki nisu lose (sve unutra je simens, skf original i slicno, nista kina, sve sto jste kina - ne radi ok)
Pa nisu isti po kilazi, ali tu su po radnoj povrsini - workbee, zenbot, xcarve su 4x4, alibaba kinezi su 4x8 (izgleda ne prave 4x4), na njih sam i mislio za rack & pinion, ima ih za 3-6k a ako je dobra konstrukcija i mehanika onda to i nije lose. Sto se tice bridge-a, zato sam i mislio da pravim pa to da bude alu a ostalo gvozdje
Citat:
ja ne volim taj trip sa stacionarnim kaisem i motorom koji se namotava oko njega glumeci rack & pinion .. bezpotrebno setas motor koji nije lagan i ako je sira osa mora koristis 2 motora koja onda mora nekako sinhronises i kada izgube sync u mega problemu si... mnogo je bolje staviti jaci motor sa duplom osovinom na sredinu ose, razvuci sipke do obe strane ose i sa dva kaisa pomerati osu, oba kraja su uvel 100% u sinku (osim ako ti se ne olabavi pulley sa osovine) i pesma .. nemas sync problem, imas samo jedan motor i on je stacionaran, ne setas ga okolo pa moze da bude koliko god veliki hoces... a obzirom da pravis mill masinu svejedno ti ne treba velika acceleracija pa ti ni inercija rotora nije mnogo bitna
To sam se i ja pitao, svi guraju 2 motora na Y, a realno dosta jedan
[Ovu poruku je menjao dr0id dana 02.07.2022. u 13:23 GMT+1]
[ bogdan.kecman @ 02.07.2022. 17:02 ] @
Citat:
E to je problem, od polovnih ima samo kineske i budzene (i poneka Morbidelli ali za 15k)
gledas na pogresnom mestu, imas profi firmu koja uvozi polovne profi cnc masine i prodaje, nema ih na KP :D
Citat:
nisu bas bili ravni iako su kratki.
nemoj gledas ove 8mm oni se lako krive .. pogledaj 20 ili 25mm za cnc .. a inace ja sam uzo 2m 12mm ovde od mehatronika kineske (nisu imali 8mm a nisam mogo cekam trebalo mi hitno) i bili su ravni 100%, testirani na staklu... a 8mm ni ja nisam video ravan nikad u zivotu, svaki sam moro da ispravljam :(
Citat:
mislio sam u odnosu na vretena
pa u odnosu na kvalitetna vretena da, ali u odnosu na ova valjana vretena opet isto toliko .. stim sto na veliku duzinu i najkvalitetnije vreteno vibrira
Citat:
To sam se i ja pitao, svi guraju 2 motora na Y, a realno dosta jedan
"svi" je vrlo sirok pojam, ako pogledas printere, svi koji su kopirali prusu imaju 2 motora zato sto je jozef stavio 2 motora jer nije znao bolje ali i pre i posle njega su koristili 1 motor ... i prvi reprap je imao jedan motor, duplu osovinu, sipke, 2 kaisa ... nego je jozef imao brdo ultra jeftinih slabih stepera pa mu je bilo jeftinije da stavi dva komada a kinezi kada su kopirali iskopirali tako i .. realno skoro svi cnc-ovi decenijama sa kaisevima idu sa 1 motorm ... problem je sto vecina kineza su lose kopije losih dizajnova raznih hobista koje dovoljno dobro rade i onda su tako prosli .. gde god su inzenjeri radili razvoj nije tako uradjeno ... takodje to sa stacionarnim kaisem je glumljenje rack&pinion sistema jer deluje profesionalnije ali pogledaj malo npr imas dosta kineskih lasera koji to rade, imas ljudi rade upgrade prvo sto urade je skinu motor sa gantry-a i stacioniraju ga i skinu te stacionarne kaiseve stave da ih vuce stacionarni motor i dobiju do jaja performanse, smanjene vibracije cuda m000da ... ja vise ne znam detalje predugo se dr... sa ovim svim i stampacima i graverima i busilicama i ... i sad vise imam stavove koji su izgradjeni od 15 godina experimentisanja ali se vise ne secam samih experimenata... realno, najbolje ti je uzmes 2 metra 40x40 napravis ram i experimentises sam sa razlicitim konceptima ... mdf je tu do jaja za stranice za gantry za testiranje, kad zavrsis sa testiranjem pobacas mdf, ostalo iskoristis za druge stvari a napravis masinu kakva ti se najvise svidja koja ti se pokazala najbolja :D ... glavna stvar je sto realno 0.05mm preciznost imas sa bilo cime i kaisem i vretenom kineskim i polovnim i acme i kuglicnim .. tako da za 0.05 kais keva, najjeftiniji, lako se skalira, slabo vibrira ... najlaksi za rad ... ja volim najvise 5mm pitch zato sto ga ima u najvise verzija (sa celicnom i fiber i kevlar i ... armaturom) .. samo je bitno da uzmes neki kais sa "imenom" da bi znao koje su za njega specifikacije (sila i min radius) i to ti je to.... u zemunu u prvomajskoj imas belts firmu, imaju kaiseve, kod njih sam uzimao 5mm kais i pulije, nisu ni blizu jeftini ko kinezi ali jbg sa imenom i vrhunskog kvaliteta ... meni je tada najveci problem sa pulijima bilo sto nisam imao na cemu da razbusim pulije (posto ti kvalitetni dolaze sa markerom za centar, rupu busis sam a oni nece ti razbuse, a ako ne izbusis tacno u sredini moz ga bacis) ali kod njih imas remenike i remenice ultra profi kvalitetne za ok pare od 5mm pa na dalje (ove 2mm nemaju)
[ dr0id @ 02.07.2022. 22:26 ] @
Citat:
bogdan.kecman:gledas na pogresnom mestu, imas profi firmu koja uvozi polovne profi cnc masine i prodaje, nema ih na KP :D
Pomagaj, kako se zovu, nasao sam nekoliko pretragom ali ili imaju deo oglasi pa nema oglasa ili su oglasi od pre 2-3 godine ili imaju samo glodalice i strugove ili su u fazonu 'posaljite zahtev' ili 'kontaktirajte kolege iz prodaje' (gore nego Kinezi sa alibabe)...
A sto se tice male privrede, kakvi su Emax iz Nisa, vidim da su po ceni kao ovi noname sa KP?
Citat:
pa u odnosu na kvalitetna vretena da, ali u odnosu na ova valjana vretena opet isto toliko .. stim sto na veliku duzinu i najkvalitetnije vreteno vibrira
To me brine i kod trapeznih, mada vidim ima i tu nekih kompenzacija
Citat:
realno, najbolje ti je uzmes 2 metra 40x40 napravis ram i experimentises sam sa razlicitim konceptima ... mdf je tu do jaja za stranice za gantry za testiranje, kad zavrsis sa testiranjem pobacas mdf, ostalo iskoristis za druge stvari a napravis masinu kakva ti se najvise svidja koja ti se pokazala najbolja :D ... glavna stvar je sto realno 0.05mm preciznost imas sa bilo cime i kaisem i vretenom kineskim i polovnim i acme i kuglicnim ..
To me brine i kod trapeznih, mada vidim ima i tu nekih kompenzacija
ima raznih kompenzacija ali ono zato kais keva .. realno on upija vibracije za razliku od svega ostalog sto ih propagira
Citat:
samo alu ili mdf umesto plastike.
ja licno kada treba rezem celik nosim u alatnicu, nit imam nozeve, nit imam podmazivanje, nit umem, nit ocu se drndam sa tim .. zvuk, vreme, rizik... previse moje vreme vredi da bi se zezao sa celikom zbog 5 parcica necega godisnje .. odnesem u alatnicu, platim koliko traze i vrh ... a za ove "normalne" materijale koji me zanimaju sve bude mnogo jednostavnije ... elem, eno ga onaj ludi talijan sto pravi plasticne tenkove milovo celicnu plocu na 3d printanom cnc-u sa 5mm sirokim 2mm pitch kaisevima!!!! tako da .. mdf, plastika, alu .. za sve sto mene interesuje rade posao :D ... ono sto mene interesuje sada do duse je beton, beton je najjeftiniji kompozit, bice zanimljivo kako se ponasa ... no otom potom, kada se preselim pa probam... deluje mi da je beton slabo iskoriscen materijal za DIY a realno se odlicno obradjuje, ima masu, super funkcionise sa gvozdjem koje je isto relativno jeftino i lako se obradjuje... sta znam .. najveci problem tu je prenosivost al ako se sad selim na finalnu lokaciju ...
[ bogdan.kecman @ 02.07.2022. 23:36 ] @
btw https://samorad.com je isto sve "kontaktirajte nas" ali ako si ozbiljan za kupovinu odes tamo (najavis se telefonom) .. dva moja klijenta su bila, uzeli jedan 4 jedan 2 cnc masine, uzeli su masine vredne 200k+ polovne na oglasima po inostranstvu za cca 10k ovde ... problem je sto mora znas sta kupujes oni nisu bas preterano iskusni
[ dr0id @ 02.07.2022. 23:40 ] @
Video sam, oni su jedni od tih 'posaljite zahtev' ali ajde videcemo mozda mail pa da mi napisu sta imaju, mada je meni i 10k previse za pocetak...
Citat:
bogdan.kecman: ono sto mene interesuje sada do duse je beton, beton je najjeftiniji kompozit, bice zanimljivo kako se ponasa ... no otom potom, kada se preselim pa probam... deluje mi da je beton slabo iskoriscen materijal za DIY a realno se odlicno obradjuje, ima masu, super funkcionise sa gvozdjem koje je isto relativno jeftino i lako se obradjuje... sta znam .. najveci problem tu je prenosivost al ako se sad selim na finalnu lokaciju ...
Pricaju youtube-eri sa kineskim CNC-ovima od par hiljada $ da je to cast iron, pa im stizu sa sve peskom od kalupa...pa ako se u tako nesto ubaci beton ili ovaj hype-ovani epoxy granit, nema da mrda.
A taj PrintNC deluje vrlo zanimljiv, kazu da je 0.1mm sa stampanim delovima, sa alu 0.02-0.05
[ bogdan.kecman @ 02.07.2022. 23:49 ] @
tu je cim kod njih sto oni nisu cnc ekipa nemaju pojma oko toga, oni kupuju ispravne masine, tamo ih rasture, spakuju i donesu... sigurno su radile kada su kupljene ali niti oni umeju da ih sklope niti mnogo sta da kazu o njima... zato su ovi i jedni i drugi isli tamo i pricali su mi bajke, ja licno nisam bio, cekam da imam za to ideju sta ce mi tacno i budzet pa cu odem.. no fora je oni kupuje cudo i karate polovnih ispravnih masina i dovlace i cene su mnoooogo nize nego uobicajeno za mnogo dobre masine ... ovi jedni likovi sa kojima radim su kupili npr 4 neka fanuka koji su ono tipa milionce da ih kupis polovne u amerikama, ovde ih je doslo 40k za 4 masine i jos 10k su platili liku da ih utovari, doveze, istovari, sastavi i osposobi potpuno za rad i za 50k ukupno su dobili nesto sto bi u usa u takvom (ili losijem) stanju bilo tipa milionce... e sad, to ti je sve treca ruka prica, dok ne odes sam i vidis uzivo sve je to trla baba lan .. okrenes telefonom pitas dal ima ISTA u tvom cenovnom rangu, ako ima, odes vidis sta je to ... imas tu ozbiljne troskove prevoza, utovara/istovara, treba rentiras viljuskar kad to dovezes kuci...
[ dr0id @ 02.07.2022. 23:54 ] @
Znam, to je sve x tona, a i velicina je skoro dupla od radne povrsine...to je vise za ozbiljnu pricu, hale i sl. nego za hobi/kucnu varijantu
[ bogdan.kecman @ 03.07.2022. 00:03 ] @
Citat:
dr0id:
Pricaju youtube-eri sa kineskim CNC-ovima od par hiljada $ da je to cast iron, pa im stizu sa sve peskom od kalupa
vidi ovi moji prijatelji razni sa fabrikama su cudo kineza narucili ... kineski "cast iron" nema veze sa gvozdjem, to je ko sto su kineske kozne patike od koze.... tako da ona "koza" je neki farbani tretirani papir, ovaj "iron" je neka pena cudna metalna ali to veze sa cast iron nema .. to su neki vrlo jeftini i jako cudno materijali koji osnovne stvari koje cast iron radi ne postizu... isto i njihovi strugovi (popravljao sam dva), sta da ti kazem "cekic" mi pukne kada sam udario ekser i cekic je od iste te pene neke..
Citat:
dr0id:
...pa ako se u tako nesto ubaci beton ili ovaj hype-ovani epoxy granit, nema da mrda.
epoxy granit sam koristio dosta i to je mega dobar materijal ali je SKUUUUUUUUUUUUUUUP beskonacno je skup ... cak i kada se koristi mnoooogo filera a malo smole (da bi ubio cenu) i dalje je preskup :( .. cak i ako ga kupujes na burice je skup .. u poredjenju sa betonom razlika u ceni je, bem li ga 100x ili 1000x .. da ne spominjem koliko je otrovan i da domaci lopovi oce prodaju samo na bure
Citat:
dr0id:
A taj PrintNC deluje vrlo zanimljiv, kazu da je 0.1mm sa stampanim delovima, sa alu 0.02-0.05
kao sto rekoh sa plastikom se postizu cuda sto je samo dokaz prevelikog prose... likova koji prave te masine
pritom za lowrider platis jlcpcb da ti otstampa sve delove, izadje jeftinije nego da stampas sam :D .. uradis ih tamo od najlona ili tako necega i pesma ... ne mora fdm uradis ih sa sls jos je preciznije i jace (mislim da je jace nisam testirao)
[ dr0id @ 03.07.2022. 00:19 ] @
E to je vec perverzija, prvi izgleda ko inkjet, drugi zakacio glodalicu sa sve postoljem a treci SKR plocu
[ bogdan.kecman @ 03.07.2022. 00:35 ] @
Citat:
dr0id: E to je vec perverzija, prvi izgleda ko inkjet, drugi zakacio glodalicu sa sve postoljem a treci SKR plocu :D
sva tri su ista samo na pravom nije spojena Y osa ... fora je da na ovo sto vidis na prvom filmu (to je test verzije3) zakacis tockice da moze da se seta po Y osi, spojis kais zakacis za ivicu stola i to je to voza se po stolu i reze po stolu .. ne moras da imas specijalni sto za rad uopste, spakujes to u cosak, kad ti treba razvuces na sto za rucavanje, izmilujes sta treba, kad zavrsis spakujes i vratis u fioku :D .. potpuna perverzija... ja bi reko da je to ono +-1mm plafon ali ljudi se kunu u tu spravu i njenu preciznost.. a vidis miluje ALU bez problema .. sto ce reci svako drvo, sper, mdf, mesing, alu ... sve sto ti realno treba .. kosta nista, zauzima nista..
[ paterson @ 26.10.2022. 06:48 ] @
@Bogdan Kecman,
ako nije problem za savet, mišljenje i preporuku....
Zbog veće površine radne ploče kupio bih Creality Ender 5 Plus sa tihom pločom i direktnim drajvom za filament. Meni se čini da je za njega veoma mali izbor materijala filamenta (PLA, ABS (samo mali modeli), PET-G)...
[ bogdan.kecman @ 26.10.2022. 13:26 ] @
pa vidi, da li si siguran da ti treba toliki volumen ? e5+ nije prevelik 35x35x40cm iirc ali ako ga uzimas zbog "volumena" kapiras da ti za jedan print te velicine treba nedelju dana stampe a ender nije masina kojoj bi ja verovao da izgura print od 48h a ako ces da ga poboljsas da moze i da mu verujes onda pitanje sto ender mozda ima nesto bolje / jeftinije ...
realno, ta masina radi, sa svim svojim manama i vrlinama - radi
osnovni problem na toj masini je bowden, ja sam na bowden alergican i bowden printere ne mogu ocima da vidim, ako ces da ga konvertujes na direct drive, bolje odma kupi printer sa direct drive-om, ne znam gde si fizicki ali i u srbistanu ima boljih resenja za iste pare ... moj savet, bezi od bowdena
materijali, vidi, za bilo sta osim PLA/PETG/TPU mora imas ozbiljnu masinu, ozbiljan extruder (koji kosta vise nego celi ti kineski printeri), enclosed printer i eventualno heated chamber ... realno kineze se ne isplati prepravljati za te druge materijale, pitanje je sta ce ti drugi materijali, PLA ti zavrsava 90% stvari, ostalih 9.9% ti zavrsava TPU i ako bas oces nesto za kola da stampas da ne truli od UV i da se ne pokrivi bas skroz na suncu imas za tih 0.1% PETG .. ostalo ti ne treba ... inace i PET-G mozes da zaboravis na bowden stampacu, stringing je takav da je gotovo svaki print beskoristan, support nema sanse da odvojis .. nije bowden realno ni za sta osim sa PLA
moj savet je ili da nadjes neki polovan printer (ebay ili tako nesto, mozda ima i kod nas) i da ga nasiljis kako treba, turis mu duet plocu, neki dobar direct drive extruder ... ili da uzmes nesto sto ce out of the box da radi tacno ono sto hoces, ali nemoj megalomanski da uzimas veliko, veliko je sporije, veliko se vise uvija, ima veci ringing, losije radi a pitanje dal ti treba ta velicina, meni 99% stvari koje printam staju na najmanji printer koji imam (13x14x14cm)
[ mnn @ 26.10.2022. 17:38 ] @
Bogdane šta predlažeš malo (~13x14x14cm) za iz kutije?
[ bogdan.kecman @ 26.10.2022. 18:07 ] @
Citat:
mnn: Bogdane šta predlažeš malo (~13x14x14cm) za iz kutije?
ne znam iskreno sta je danas u ponudi ... ja koristim heavily prepravljeno ovo kao glavni printer ...
ima do jaja mehaniku, motori su ok, elektronika je moja (smoothieboard), extruder je moj (moj dizajn nekompatibilan sa bilo cim :( ali printa 370C plastiku bez problema :D ), print bed moj opet sa printbite podlogom ... ali to nije "out of the box", "out of the box" taj printer zahteva TT slajser koji je nekada davno bio vrhunski a danas je "5 godina zastareo", extruder je ABS only (sa PETG se muci, najlon onako, PLA nikako) ... tako da "out of the box" nije ...
21x21cm je ok ... je sam spomenuo taj 13x14cm vise zato sto ja taj koristim i na njega mi staje skoro sve sto imam potrebe da stampam ... imam ove vece ali i na njima stampam stvari koje su uglavnom manje od 12x12cm ...
realno, vidi ovako, 3D stampa i dalje nije u fazi da "out of the box" radi. imas 3 vrste "out of the box"
1. kinezi koji "rade osnovno out of the box", kostaju malo, realno SVE na njima treba da se upgradeuje jer nista nije kako valja ali ono ako se limitiras na PLA mozes da koristis ...
2. ameri, madjari, poljaci ... koji prodaju out of the box masine od kojih je prusa najjeftiniji i najlosiji... ali posto je nesto bolji od kineza on je najbolji odnos cena kvalitet ali realno je .!. u odnosu na ove ostale out of the box igrace koji realno za mini masinu bez ikakvih fancy opcija traze 2keur ... tu se sada pojavljuje ANKER (kinezi) sa ovim novim bambusom ili kako se vec zove koji ce MOZDA biti do jaja masina (realno najveci problem je sto je closed source sve, ali radi sa normalnim slajserima sto je ok ... znaci kod njega neces nista ni moci sam da upgradeujes vec samo official upgrades) ali realno tu su ti do jaja braca madjari sa craftbot-om, tu ti je raise3d, tu ti je poljski zortrax ... to su sve odlicne masine ali nista nije jeftino
3. profesionalne out of the box masine koje kostaju vise desetina hiljada evra koje mislim da nisu interesantne nikome ovde na forumu
ni prva ni druga grupa masina nije za nekoga ko hoce plag & play da upali i da radi, to je prljava tehnologija koja zahteva drndanje sa masinom ... cak i grupa 3 zahteva skolovanog operatera, ni to nije nesto sto moze neko sa ulice da upali i koristi ... a onda ako ces vec da se d... sa masinom...
tako da ne znam, ender je dosta popularan kinez sa par firmi koje prave direktno dodatke za "na sraf" promene za njih koji dosta toga poboljsavaju ali jbg ja ne mogu to da preporucim kad vidim da 3eur vrednost prodaju za 50 ili 20eur vrednost za 300 mene zaboli ... a opet, ako ne umes sam to radi posao koliko god da kosta jer ako radis sam ili neces uraditi ili ces da potrosis "100 mojih sati" sto kosta mnooogo vise nego sto je uzeo taj za taj "na sraf" upgrade ...
nisam mislio na taj, mada kazu ljudi da je i taj odlican ali ja nisam
imao dodira nikakvog sa njim ali neki drugari kojima verujem probali i
kazu da je do jaja
mislio sam na ovo, ne znam zasto mi ostalo u glavi da ga pravi anker:
bogdan.kecman:
....osnovni problem na toj masini je bowden, ja sam na bowden alergican i bowden printere ne mogu ocima da vidim, ako ces da ga konvertujes na direct drive, bolje odma kupi printer sa direct drive-om, ne znam gde si fizicki ali i u srbistanu ima boljih resenja za iste pare ... moj savet, bezi od bowdena
materijali, vidi, za bilo sta osim PLA/PETG/TPU mora imas ozbiljnu masinu, ozbiljan extruder (koji kosta vise nego celi ti kineski printeri), enclosed printer i eventualno heated chamber ... realno kineze se ne isplati prepravljati za te druge materijale, pitanje je sta ce ti drugi materijali, PLA ti zavrsava 90% stvari, ostalih 9.9% ti zavrsava TPU i ako bas oces nesto za kola da stampas da ne truli od UV i da se ne pokrivi bas skroz na suncu imas za tih 0.1% PETG .. ostalo ti ne treba ... inace i PET-G mozes da zaboravis na bowden stampacu, stringing je takav da je gotovo svaki print beskoristan, support nema sanse da odvojis .. nije bowden realno ni za sta osim sa PLA
moj savet je ili da nadjes neki polovan printer (ebay ili tako nesto, mozda ima i kod nas) i da ga nasiljis kako treba, turis mu duet plocu, neki dobar direct drive extruder ... ili da uzmes nesto sto ce out of the box da radi tacno ono sto hoces, ali nemoj megalomanski da uzimas veliko, veliko je sporije, veliko se vise uvija, ima veci ringing, losije radi a pitanje dal ti treba ta velicina, meni 99% stvari koje printam staju na najmanji printer koji imam (13x14x14cm)
Ernest Monnington Bowden je pantentirao sistem 1896 koji se zove "bowden tube" ili na srpskom "bowden crevo" ili skraceno "bowden" ... sistem se najcesce koristi kao sajla za koncnicu za bicikl, sajla za brzinomer na kolima i slicno ... sistem radi tako sto imas flexibilno crevo kroz koje prolazi flexibilno jezgro. I crevo i jezgro su flexibilni osim po duzini i po rotaciji. kada sa jedne strane te kontrapcije uneses razliku sila izmedju spoljnog creva i unutrasnjeg jezgra ili rotaciona oko ose creva ili linearna u pravcu ose creva ta sila ce se preneti na drugi kraj te kontrapcije tako da ako npr fixiras jedan kraj creva i pritisnes jezgro u pravcu creva, onda fixiras drugi kraj tog creva jezgro ce isto tu silu imati u odnosu na fixiran kraj creva sa druge strane, isto vazi i za obrtni momenat, ako zarotiras jezgro sa jedne strane ono ce istu tu silu u odnosu na drugi kraj creva prikazati... posto idealni materijal ne postoji neki gubtici ce postojati u sluaju obrtnog momenta samo jezgro moze da se uvrne i doda momenat opruge u preneseni moment, takodje i za obican pritisak, kada pritisnes / povuces jezgro samo jezgro se kompresuje / rastegne te postoji momenat opruge u prenosu sile sa kraj na kraj ..
u 3D stampi se ovaj sistem koristi da bi se extruder razdvojio na dva dela elasticnom spojnicom (teflonskim crevom) koje u ovom slucaju glumi bowden crevo i time se ceo sistem zove bowden, teski deo extrudera koji cini motor je u tom slucaju fixan jedan kraj creva je fixiran za motor, filament glumi jezgro, filament se gura od strane motora kroz crevo sa jedne strane, sa druge strane crevo je fixirano za vruc lagani deo extrudera i jezgro (filament) ulazi u vruci deo extrudera ... silu sa motora na vruci deo extrudera prenosi bowden sistem spoljno teflonsko crevo i unutrasnje jezgro od filamenta
znaci izvadis iz kutije i koristis bez da ista "ulazes" u spravu (unapredjujes, dodajes delove, kupujes nove delove...), "koristis spravu onakvu kakva stigne, bez bilo kakvih izmena"
[Ovu poruku je menjao bogdan.kecman dana 28.10.2022. u 05:24 GMT+1]
[ mnn @ 28.10.2022. 05:14 ] @
Gledam malo youtube kanale o "Bambusu" i oni se uglavnom slažu da je to "revolucija" ali ipak sugerišu da ga se ne kupuje još neko vreme. Kao nije to još dovoljno testirano, još je u nekom razvoju i tako nešto. E sad dal je to tako ili su to ipak kanali koji su sponzorisani od nekog pa im je to konkurencija. Recimo taj Bambulab je u cenovnom rangu Pruse a po karaktersitikama trebo bi biti daleko ispred.
[ bogdan.kecman @ 28.10.2022. 05:24 ] @
a vidi,
- covek kom verujem mi je rekao da ga je probao i da je odusevljen ...
- ja ga ne bi kupio za sebe (zato sto je sve ono sto je glavno kod njega kompletno closed source i ako sutra firma rikne imas spravu koju ne mozes da upgradeujes i za koju ne znas kako i zasto radi a poenta celog tog sistema je da uci i da se unapredjuje ) ali ja nisam neko kome je bitno da masina radi "out of the box" vec nasuprot da masina moze lako i jednostavno da se unapredjuje i da je sve vezano za nju dostupno i otvoreno
- masina jos uvek nije zvanicno u prodaji
tako da .. interesantno
[ vucko47 @ 28.10.2022. 19:40 ] @
Ja sam moj štampač počeo da pravim pre možda dve godine i još ga nisam završio 🤣. Na samom početku sam hteo da većinu delova pokupujem ovde, kod nas u Srbiji, al posle ko zna koliko čitanja, gledanja i priče sa ljudima sam odustao i počeo da dovlačim sve iz EU. Mislio sam da mi neko ovde uradi štampu delova pa ja to samo sklopim i to je to a onda sam skontao da mi je možda bolje da za te pare kupim jednog kineza i da sam štampam šta mi treba a tako i učim u praksi. Izgleda da je to bila velika greška jer sam onda video i osetio na svojoj koži šta ta bicikla može a šta ne i tako sam počeo da menjam i da dopunjujem dizajn. Jednom rečju da puno ser.ndam 🙂.
Sada mi je sasvim jasno sve ovo što Bogdan priča o kvalitetu, dizajnu i ceni. Bukvalno za sve što se čovek uhvati košta kao jedan ceo kinez 🙂 ali se i vidi razlika. U nekim momentima sam kontao da se ostavim štampača i radim neki manji cnc al kad sam počeo da jedem ..vna onda da idem do kraja. Realno mi i ovaj kinez radi posao al jbg.
Iskreno se nadam da će ova saga da se završi u skorije vreme pa da kačim ovde celu skalameriju i objasnim ceo proces izrade.
[ bogdan.kecman @ 28.10.2022. 20:08 ] @
Citat:
vucko47: Bukvalno za sve što se čovek uhvati košta kao jedan ceo kinez
pazi rad, pojavili se only malyan m150 prusa i3 klonovi (isto ko ender3 samo malo drugacije) i ova ekipa iz bele crkve uveze brdo komada za neke potrebe i iscimam ja vladu da uzme i meni jedan da nesto probam ... i uzme vlada taj M150 i uzmem ja da vidim "sta sve tu ima smisla da se nabudzi" posto realno "out of the box" masina je krsina za moje pojmove (mislim i prusa original je krsina za moje pojmove da se razumemo) .. i krenem ja, pricamo o masini koja je tada sa ultraskupim shipingom, carinom, porezom bila tipa 400eur "u beograd" (tipa 200$ u ameriku) ... u roku od 2 nedelje sam upucao u masinu 2500eur a nisam se jos ni zagrejao ono bukvalno "tek sam poceo" ... al jbg .. dobar extruder 600eur na dobar dan, puf, za to danas kupis 3 kineza, kvalitetni motori precizni sa malom vibracijom, kvalitetni drajveri, original kaisevi ... na njemu sam experimentisao sa IGUS linearnim vodjicama, amerima jbt igus posalje paket od 10 lezajeva i 4 sipke "da probaju", meni su 8 lezajeva i 4 sipke naplatili preko 500eur (nece prodaju direkt neko preko srpskog zastupnika iskljucivo)...
sada je malo lakse jer ovi konstrukcioni profili mogu da se uzmu relativno jeftino kod nas + ukprevoz resava problem stvari iz EU ali i dalje...
da ali da li ti treba ta razlika? koliko cesto? usluzna stampa je bedza, jeftinije das nekom da ti printa za pare nego da se drndas, da imas svez materijal, da imas boje, vrste, da imas gde da stavis ovaj ili onaj printer ... PLA izvadis iz kutije posle godinu dana i moz ga bacis raspada se, puca... ni ostali materijali nisu mnogo bolji evo stampam sad klincu nesto sa PETG koji je kao nov do jaja (dasfilament-ov) stajao mi 2 godine neotvoren, odvakumiro ga, ne moze se stampa uopste, susio ga 8h na 70C u susari, stampa ali jedva, stringing pakao, overhang nista ... 2.6KG paket jbg zao mi da bacim, susio sam ga ood preksinoc do malopre (3-4 puta sam povecavao satnicu, susara moze max 15h) preko 40h se susio .. evo sad je "prihvatljiv" kvalitet (realno njesra ali za detetovu igracku ok) ...
a pazi imas ove kineze sto rade bedza 4 slojni pcb, rade i stampu i cnc, rade stampu u svim plastikama, oces fdm oces laser, najlon laserom je j. keve, razbija, a mogu ti urade i sintering metalni 3d print a mogu ti urade i cnc viseosni sa tolerancijama i pmaterinama ... pa za to kad mi 3 puta u 6 meseci treba posaljem kinezu da mi uradi final za kikiriki pare, a na dz printeru otstampam da probam dal radi :) dal je to to, dal pasuje..
Citat:
vucko47:
U nekim momentima sam kontao da se ostavim štampača i radim neki manji cnc al kad sam počeo da jedem ..vna onda da idem do kraja. Realno mi i ovaj kinez radi posao al jbg.
Iskreno se nadam da će ova saga da se završi u skorije vreme pa da kačim ovde celu skalameriju i objasnim ceo proces izrade.
meni je najveci problem prostor :( ... sve ostalo moze se resi ali kada nemas prostor sve je komplikovanije na 10ti stepen :( .. evo mi ga j. e3d motion sistem, kupio sam ga cim je izasao ne mogu da ga sklopim nemem j. gde da ga stavim, poceo sam sklapanje na kuhinjskom stolu za rucavanje i morao da ga sklonim odande i evo ga godinama mi stoji ovde zatrpan kutijama ... jbg .. zivot .. sve se nadje, i delovi, i pare, i vreme moze se iskopa ali ne moze levitira masina jbg mora fizicki da imas prostor za nju ... zato je meni ovaj minijaturac glavna masina jbg, kad mu nesto crkne mogu ga opravim u krilu (bukvalno, skoro mu je flet kabl koji ide od glave do maticno crko, odradio sam zameni svih kablova, ciscenje, remont, podmazivanje svih linearnih sina, kolica, sredio celu glavu, sve zivo U KRILU ... al vec ender3 velicinu ne mozes u krilu zahteva prostor na stolu
[ mnn @ 01.11.2022. 14:23 ] @
Citat:
vucko47:
Mislio sam da mi neko ovde uradi štampu delova pa ja to samo sklopim i to je to a onda sam skontao da mi je možda bolje da za te pare kupim jednog kineza i da sam štampam šta mi treba a tako i učim u praksi. Izgleda da je to bila velika greška jer sam onda video i osetio na svojoj koži šta ta bicikla može a šta ne i tako sam počeo da menjam i da dopunjujem dizajn.
A šta ta tvoja bicikla može a šta ne ? Čime si zadovoljan a čime ne? Koji je tip bicikle?
Dok čekamo finale
[ vucko47 @ 03.11.2022. 16:46 ] @
Uzeo sam Ender 3 al od njega su ostali samo dugmići 🤣. Mislim da nema potrebe da pišem šta sa njim može a šta ne u onoj varijanti bez prepravki. Uglavnom pla. Ja ne znam dal ima nešto da nisam menjao ili čačkao na njemu. Trenutno budžim i testiram neke japanske motore što sam dobio od drugara. A motore za novu mašinu sam dovukao od vani i koštali su više nego ceo ender 🙂. Kutiju sam mu napravio isti dan kada sam ga sklopio i to je najjeftiniji upgrade a uz to je puno manje bučan kad je zatvoren.
Inače, kada sam malo ušao u štos oko štampe, nakačio sam mu micro swiss direct drive extruder u kompletu sa njihovim hotend om i to nije ona fora da zašrafiš par šrafova i to je to nego traži dalji upgrade. Opet, ja sam ga i kupio sa tom namerom da ga svako malo čačkam i učim se na njemu.
[ bogdan.kecman @ 03.11.2022. 17:01 ] @
a vidi creality masine, i ceo taj range jeftinih masina su PLA-only masine. Realno za 99.999999% potreba za po kuci PLA ti je dovoljan... za 99% stampe za prodaju PLA ti je dovoljan... za rapid prototyping PLA ti je dovoljan ... ja ne koristim PLA ne zato sto ne valja nego zato sto kada sam ja pocinjao da dovucem PLA u srbiju kilo me kostao oko 260eur a lokalno sam kupovao PP i HDPE za 10eur kilo ... za 26x razliku u ceni, naucio sam da stampam PP i HDPE i onda usput i sve ovo mnogo jednostavnije tipa ABS i PETG i najlon i ... ali realno danas kada je PLA bedza i ima se kupi de oces u srbistanu to ti realno zavrsava 99% potreba ...
za onih 1% potreba sto ti PLA ne radi posao - otstampas u PLA i onda imas izbor
1. silikon oko pla, napravis modlu, nalijes dvokomponentnom smolom i dobijes deo snage i jacine kakav ne mozes da otstampas
2. gips oko PLA, napravis modlu, nalijes alu/bronzu i dobijes metalni deo :D
3. isprobas dal je PLA deo ok, i ako jeste (kada uradis dovoljno iteracija da je to to) posaljes STL kinezu da ti ga otstampa u cemu oces za kikiriki, sacekas dve nedelje i dobijes deo u najlonu, cf filled najlonu, abs-u, aluminijumu, titanijumu, zlatu ako hoces da platis malo vise kikirikija ..
tako da je ono do jaja da imas printer koji stampa najlon ili abs ili ... al dal ti treba? sve ono sto moras da platis da bi to mogao ne moze da se isplati nikad obzirom da pla radi posao a u slucaju kad ne radi posaljes kinezu u tih 1% i resen problem (ili posaljes imas lokalno usluznu stampu, laser najlon vrhunski rezultati... imas sta oces u lokalu, full kolor plastiku, smolu... sve)
[ vucko47 @ 03.11.2022. 17:27 ] @
Kao što ranije napisah meni to radi posao. A o prodaji štampe ne razmišljam i nemam nameru tako nešto da radim. Do sada sam svakome to radio za dž.
Te fore sa smolom i aluminijumom rade ultra dobro i to može vrhunski da ispadne kad se malo uđe u štos.
E sad, dal mi treba mašina koja će da štampa najlon ili šta već pa realno je da ne al hoću da imam i da je sam sklopim 😁. To mi pretstavlja neku vrstu relaksacije.
[ bogdan.kecman @ 03.11.2022. 17:38 ] @
ma da nego meni je sad problem plastika, ja ne volim da kupujem "kad mi treba" vec da imam i sad mora bacam plastiku, svo sto je preko 3 godine staro (a pricamo o desetinama spulni) mora u smece ne moze se koristi :( ... ABS je tu i tamo ostao ok, ovo ostalo sve smece, PLA pipnes i on pukne, susio, grejao, kvasio, jeo ..., nista ne pomaze ... PETG toliko curi i dlakavi da je skoro nemoguc za rad, gurnem ga u dryer na 12h na 80C on bude sat vremena "ok" i onda opet krene da se ponasa neupotrebljivo ... mora stampam direkt iz susare koja radi non stop na 70tak stepeni da bi mogao da ga koristim... struja nije bas bedza jbg .. najlon neupotrebljiv skroz realno da ne bi pucao mora ga natopis, da ga ostavis u vodi 5-6 dana, pa onda mora ga susis mislim zamisli na sta lici printanje sa tim.... jbg, ovi filamenti svi imaju neke aditive koji kada prodju kroz extruder vise ne prave problem ali ako ne prodju kroz extruder u nekom roku filament krene se raspada :( ... sad evo stampam deci neke gluposti da istrosim sto vise ovog "jedva upotrebljivog" nije idealno, nije lepo "al radi" .. tako da i to mora se uzme u obzir, ako uglavnom koristis PLA kupis najlon on ti stoji, kad ti zatreba moz ga bacis ...
[ mnn @ 04.11.2022. 05:09 ] @
E jbg, a ja kupio od tog ređe korištenog po malo da se nađe. Znači prvo frustracije pa kanta.
Neki dan sam sušio pla, malo preterao sa temperaturom a on se na mestima slepio. Nije bilo do njega već do štampača
[ vucko47 @ 05.12.2022. 12:26 ] @
Jel ima nešto kod nas da se kupi za izolaciju donje strane beda? Traka, nešto? Moram kineza da izolujem a nisam ništa korisno pronašao po našim radnjama. Verovatno ne znam kako treba da tražim 🙂.
[ bogdan.kecman @ 05.12.2022. 13:24 ] @
najbolje sto sam ja nasao je 2mm debela pluta, imas kod nas da kupis (ja mislim da sam kupio rolnu veliku na KP) ... pa ona spojis nekoliko slojeva plute (koliko moze stane ispod bed-a) .. veci problem je cime ces da je zalepis, ja sam koristio neku 3m duplolepljivu traku koja je odradila posao ali je bila solidno nemoguca za kupovinu u srbistanu ... obicne ove dobre izolacije ne mogu da guraju 120C koliko ti realno treba..
[ SaleB81 @ 05.12.2022. 13:52 ] @
Nekoliko proizvoda mi pada na pamet, jedano od njih sam uzimao za neke druge namene, a drugi nisam. Keramicka vuna, keramicki filc i sampolepljiva traka od ekspandiranog tefona. Ja sam koristio keramicku vunu i cena pre korone nije bila nesto bolna, cak se ne secam ni koliko sam platio. Sto se samolepljive trake za od ekspandiranog teflona tice, samolepljiva je, a posto joj je radni opseg do 270c, logicno mi je da i lepak funkcionise do te temperature, mada svakako ako se odlucis za tu varijantu, mozes da ih pitas pre kupovine.
Imas pluta u rolni i debljine 6mm. sirine 1m. Prodaje se po metru duznom.
Cime da lepis - crvenim termoopornim silikonom do 280-350C.
[ vucko47 @ 05.12.2022. 14:34 ] @
Izgleda da ce pluta da zavrsi posao a ako ce taj silikon da drzi njega imam negde. Mozda moze da se izlepi sa alu trakom i dodatno ucvrsti.
Kakav je taj silikon kao termoizolator?
[ bogdan.kecman @ 05.12.2022. 14:49 ] @
crveni silikon ne radi posao, ja sam prvo time lepio i odlepi se posle 2-3 nedelje, cistio plutu alkoholom, acetonom, ne pomaze posle par nedelja otpadne od silikona ... inace sam crveni silikon nije los izolator, nije extra ali nije los, ja ga koristim za izolaciju custom hotenda (kao one kapice sto prave ljudi od silikona samo ja napravim permanentni shield) - ista prica i sa crnim high temp silikonom ... mislim da su problem vibracije i odvoji se mikron povrsine plute ostane zalepljen za silikon a ostatak samo padne :(
ima pluta debljina raznih, ja sam uzimao 2mm zato sto meni samo toliko moze stane izmedju bed-a i ostatka printera pa kako je siroka metar mozes par lejera po 2mm zalepis rade navodno bolje nego jedan od 4 ili 6mm :D
keramicka vuna i filc su pakao, tu su velike vibracije, bude puna soba iglica od vune, tu gresku sam napravio pre 10 godina i nikad vise :( .. nego sad sam se setio, tu gde je bila keramicka vuna, tu je bilo dosta mesta skoro 4cm ispod beda slobodno, ja sam tu umesto te vune stavio pur penu otpornu na temperaturu... trpi preko 120C (mislim 150 ili tako nesto), lepo se zalepi, iseces posle visak kada se stvrdne i radi do jaja :D
tefllonska traka je vrh ali izadje previse para, ima ista takva silikonska (expandirani silikon) za iste namene (za dihtovanje poklopaca na autoklavima i slicno), izadje manje para ali je realno mega smor najsira je tipa 2cm ...
za plutu idealno zalepis sa 3M 468MP onda kroz plutu usrafis nekoliko srafova u bed odozdo dal sa velikim podloskama ili stavis od balse nekoliko "precki" koje idu preko celog beda drzeci plutu a drze ih srafovi mada je dovoljno i samo 3M 468MP i po ivicama samo ojacas obicnom alu trakom ili cak obicni oni booldog clips koji drze staklo npr rade posao da u 4 coska drze plutu ... jer uvek krene na ivici i onda polako krece da otpada cela kada krene neka ivica
inace ima gumena izolacija koja trpi 200C koja se koristi za pecke i slicno, moze se nabavi (ili od kineza ili sa amazona preko deprevoz) problem je sto je to tesko u pm i bed ti dobije previse na masi mora dodatno smanjis vec spor acceleration za bed i ubijes poentu ...
Da ja sam keramicku vunu staticki koristio tako da mi ta mana nije poznata, jedino se secam da se osipala mnogo manje od staklene koju je zamenila.
Sto se 3M proizvoda, a posebno traka tice, Korus doo (korus.rs) ima dosta na lageru, sto nema moze da nabavi, ali nemojte se iznenaditi cenom. Ja sam za mehanicka staticka opterecenja koristio kineksu varijanut 3M look-a-like trake i nista sto sam lepio se jos nije odlepilo, ali za povisenu temperaturu i dinamicka optrerecenja nemam referentna iskustva.
[ vucko47 @ 05.12.2022. 15:24 ] @
Nemam u šta da ušrafim kad je bed jedva 3mm a ispod pcb grejač 🤣. Nešto drugo moram da smislim. Gledam nešto što može kod nas da se kupi. Probaću prvo sa ovim silikonom što imam. Kontam da isteram celu tubu na bed i ostavim da se osuši, zalepim sondu na bed i na silikon pa uporedim razliku.
Za novu mašinu imam alu ploče od 10 i 20mm pa će tu imati prostora za igranje.
Keramička vuna mi odgovara za nešto drugo pa je info svakako koristan.
[ bogdan.kecman @ 05.12.2022. 15:40 ] @
keramicka vuna je vrh izolator, utuko sam ja ovde u zidove, otislo preko 100m2 u zidove :D i keva je ali nikako za printer, ne zelis taj pakao u zivotu veruj mi :( .. nije ni 15min radio printer kad sam krenuo da se gusim...
da samo namazes silikonom, nije losa ideja mada ti je ipak pluta mnogo bolje resenje ... a za lepak imas 3M radnju u beogradu ... puna tuba silikona je prilicno teska, znacajno ces otezati bed...
inace, ako ne stampas high-temp vec se zadrzavas na 60-80C za PLA-PETG obicna TESA trake duplolepljiva (traka za tepihe tzv) ti radi posao a imas da je kupis u svakom megamarketu i u svakoj farbari ... ona izdrzava 250C bez problema (ja sam nekad davno stampao direkt na nju, i dalje ako stampa PP/HDPE stampam direkt na nju) ali postane mekana pa ako je teska pluta otpadne ali na 80tak C nisam imao problem ni sa obicnom tesa trakom... tako da mozes to za probu... pluta je jeftina, ta traka je jeftina...
[ vucko47 @ 05.12.2022. 19:12 ] @
A šta znam, proceniću odokativnom metodom koliko da nsnesem silikona. Svakako je u kutiji pa mislim da će raditi posao a ništa me ne košta da probam.
Znači ima i kod nas nešto da se nadje. Ma ja mu lepim silikon večeras samo ako budem imao snage. Lično, ne bih išao ispod 120⁰ za izolacioni materijal jer mi to nekako isuviše blizu da bih se osećao sigurno. Ipak to treba da radi ceo dan
[ vucko47 @ 07.12.2022. 18:22 ] @
Što se tiče silikona i nije neki izolator. Oko 10 do 15⁰ je niža temperatura na njemu nego na bedu. Primetio sam još da mi je za 10⁰ niža temeratura na bedu od podešene i to je tako za bilo koju podešenu vrednost.
Dok sam podešavao bed uspeo sam da spustim z više nego što treba pa je pri prvom testu nozla drljala po staklu neko vreme dok nisam video pa sad verovatno i nju moram skidati 🙂.
Za sada će ostati ovako i sutra ide nazad u kutiju pa kreće sa abs da štampa.
[ bogdan.kecman @ 07.12.2022. 18:39 ] @
vzv silikon, on je "dodatna otpornost" za temperaturu, sta to znaci, meris temp beda bez silikona i plotujes temp i upalis ventis koji duva u bed videces kako naglo pada temp i kako se PID muci da odrzi temp, posebno ako si blizu gornje granice samog beda, namazes ga silikonom, silikon ce posle 20tak minuta da bude iste temperature kao bed ali upalis ventis da duva u bed preko tog silikona i gotovo da ne primetis promenu... tako da odradjuje on cudo posla ali sigurno nece biti "hladan", ceo silikon ce se zagrejati blizu temperature samog bed-a ...
senzor se nalazi na grejacu, ne na povrsini aluminijuma tako da je normalno da ti je povrsina aluminijuma znacajno ispod temperature grejaca ... to je ono sto sam ja pricao vec 100 puta i ovde i tamo kod pedje na fb grupi, sve te temperature su samo "guidelines", znaci za bed ti kaze PLA 60C i nozla 200C ali to je samo guidelines, prvo ti senzori imaju 3% ili 5% gresku, to je ogromna greska tako da to sto NTC senzor kaze 200C to je daleko od 200C, dobra stvar je sto su "konstantni kroz vreme" tako da ako NTC kaze 200C za 208C prave temperature, uvek ce za 208C prave temeprature vracati 200C ... a ti onda lepo odradis temp tower i vidis na kojoj temperaturi tvoj hotend najbolje stampa neki filament ... to sto si dobio uz filament uzimas samo kao pocetnu tacku ali probavas i ispod i iznad 20tak c ... isto i za bed, ti nadjes temp gde se lepo lepo i lako odvaja, 60C za PLA ili 70C za PETG ili 100C za ABS je samo polazna tacka, evo kod mene npr PLA je 60C, PETG je 85C, ABS je 110C na printeru koji najvise koristim..
Inace za ove gornje granica do jaja pomaze obicna debela salveta stavis preko bed-a dok radis preheat dok ne stignes do zadate temperature, onda sklonis i pustis da stampa, idealno pluta od par mm ali cak i salveta pomaze, ja sam npr na underpowered bed-u (bio je 100W a sad je npr 750W ista povrsina) kome je trebalo letnji dan do podne da stigne do 105C skinuo recimo heat-up time sa 70minuta na 12-15minuta sa komadom 2mm plute koji samo stavim preko bed-a kada pustim da se predgreva
[ vucko47 @ 07.12.2022. 19:11 ] @
Ma nikad mi nešto nije palo na pamet da merim koliko je to tačno jer i nema neku svrhu. Primetno je da se sada bed brže zagreva a duže hladi što verovatno znači da će i lakše da održava temperaturu tokom štampe. I još je sada temperatura jednaka na celoj površini beda što je pre silikona bio problem. Zagreje na podešenu temperaturu al samo u centru pa onda čekanje da se ravnomerno rasporedi a sada je ceo bed ok. Šta mu silikon radi ne znam al ima nekog napredka izgleda.
[ vucko47 @ 09.12.2022. 18:35 ] @
Jel neko kupovao ove filamente sto se valjaju po kp? Gledam ABS i poprilicno su niske cene.
[ mnn @ 09.12.2022. 20:04 ] @
Uzimao sam ja neke. Recimo neki TPU jeftini za ono što meni treba je dobar. Uzimao i PLA ,ABS, PETG. Meni je problem što te poštarina ošiša. Recimo kod Voxellaba sačekam da napravim porudžbinu od 4-5 komada i dobijem gratis poštarinu a osnovna cena je tu ili malo manja. Uzimao sam i od jednog domaćeg proizvođača ali tu mi je crv sumlje u "ponovljivosti".
Čekamo konačnu ocenu od Bogdana
PS
Kod Voxellaba sam uzeo i neke kao karbon PETG i PLA i iz više pokušaja nisam uspeo. Probaću na drugom štampaču kad nabavim čeličnu nozlu 0.6
slaba vajda od mene tu ... ja jos uvek rabim stok od pre 3 godine jer ja kad kupujem ja kupujem po 50-100kg u komadu jer sam se ja navikao da placam preko 100 funti za kilo filamenta i onda kako su vremenom pale cene ja i dalje kupujem na veliko ...
kineski esun sam mnogo koristio i vrlo sam zadovoljan sa njim
kineski colido sam koristio manje (mozda 100kg do sada max) i isto sam zadovoljan iako mi je esun bio bolji
neki "hobbyking" sam koristio ali bas malo (mozda 5kg nekog elasticnog kvazi tpu i mozda 6-7kg PC) i sta znam, nisam se obradovao
neke noname spulne sam kupio abs i pla da probam, mozda po 4-5 spulni od svakog, svaku spulnu probo i bacio, pun je filament nekog otpada bio i smrdeo je za medalju
kapiram da je to sve na KP neka kina ... a ja sa kinom sa ovim brandname (esun, colido) imam ok iskustva ali sa noname imam jako losa iskustva... sta oni prodaju na KP - kapiram najjeftinije sto nadju na babi a to je realno ovo smrdljivo puno otpadaka tako da ja nisam ni probao da kupim preko KP - vrlo moguce da gresim
inace, najbolji filament koji sam IKAD probao je 3D republika PLA, PLA+, PLAX ... bez zezanja, 3d republikin filament je ono next level u kvalitetu, bolji od dasfilamenta (od kog sam potrosio vise stotina kilograma) i od octo-a od koga sam isto potrosio stotine kilograma, bolji od pruse, filamentuma, ma od svega sto sam probao, ne zezam se ...ono, next level stuff ... dobio sam par kila bedza da testiram kada je krenula korona, odlepio sam koliko je dobar filament... no, meni stvarno pri printanju "kako to izgleda" nebitno, ja uglavnom stampam funkcionalne delove koji treba odrade posao .. PC, ABS, PETG, za PLA jako retko imam potrebe i to "da izgleda lepo" mi nebitno, svejedno ja sve ovo sto pravim posle mora razbusim, ispoliram... a sa ABS mozes acetonom cuda da napravis tako da meni nije znacajno... meni bitno da ne zabada nozlu, da ne bazdi, da ne puca... a to skoro svako odradjuje osim noname kineza po mojim testovima
inace ovi drugari kojima sam pomagao klasicno uzimaju PLA od voxxel-a i od 3d republike i nikad ni sa jednim brendom koje ovi prodaju nisu imali problem ... sto se postarine tice, meni voxxel na 50m od kancelarije tako da tu nemam problem :D ... ovaj vlada sto pravi ove izlozbe, on koristi i ove punjene filamente, tipa punjene gvozdenom prasinom, punjene bakrom, mesingom pa on to patinira izgleda vrh .. sve voxxellabs filamenti sve perfektno radi .. pogledaj ove "zelene" modele, to je patinirano bakarno punjenje u PLA-u :D https://youtu.be/R0Q20HBx0lI (inace veci deo izlozbe je uradjen na enderu onom velikom 50x50x50cm "stock" bez ikakvih izmena, ostatak je 3d republika stmampala na ultimakeru da pomogne jer vlada nije mogao sve sam da stigne da zavrsi do izlozbe :D malo se preracunao koliko vremena treba za extruziju te kolicine plastike :D )
[ SaleB81 @ 09.12.2022. 23:18 ] @
Ima Gembird u Boljevcu mislim 100-200din jeftiniji nego u Gembird prodavnici u Krnjaci, a u Krnjaci dobijes gratis slanje za preko 1000din. Ja vec nekoliko godina od njih nabavljam PLA, povremeno nesto drugo, ali PLA ja uglavnom trosim. Esun i Colido su bolji, secam se koristio sam ih davno, ali je i ovo dovoljno dobro. Moj poslednji kontakt sa Esun-om je bila neka poluprovidna ljubicasta koja se relativno tesko stampala, ali Colido od 5-6 kotura razlicitih boja nijedan ne pamtim po necemu losem. Posle Colida i Esuna sam presao na nesto sto je Voxel tada prodavao, bez kutiji na providnim koturima, ako se ne varam rekose da je uvoz iz Poljske bio. Tad sam uzeo tri kotura razlicitih boja i to je poslednje sto sam u Voxelu kupio. Posle sam nasao Gembird. U startu je bio bolji, poslednje dve godine je losiji, ali i dalje mislim da je dovoljno dobar.
Kad spomenu Colido i Esun, da li mogu negde kod nas da se nabave?
[ vucko47 @ 09.12.2022. 23:27 ] @
Esun imaš u voxellab za drugi nisam siguran.
[ vucko47 @ 20.12.2022. 11:32 ] @
Poručio kilogram abs sa kp i stigao Gembird filament. Cena 1750 za filament i plus poštarina od 515 dinara 🤣. Filament izgleda jeftiniji nego na njihovom sajtu ako sam dobro video. Dal ovo valja čemu ne znam, nisam ga još probao. Negde sam čitao da su ljudi imali problema sa njihovim petg pa kontam da će isto biti i sa abs.
Ima li neko da je trošio ove kineze?
[ bogdan.kecman @ 20.12.2022. 11:59 ] @
otvorio sam pre neki dan neki noname PLA koji menja boju na temperaturi (na toplom svetlo crven, na hladnom tamno ljubicast) ... mislim da je narucen sa hobby kinga pre 4+ godina ... i ladno radi super ... posebno sto moj printer ovaj sto je jedini u funkciji sada uopste nije za PLA (los part cooling, losa retrakcija jer se lose hladi hotend jer je namenjen da radi na 300+ C) ... vrlo sam zadovoljan sa njim .. noname skroz nista nije pisalo na kutiji nista na rolni, nisam ni znao da ga imam :D .. tj ima nalepnica na rolni al ...
[ mnn @ 20.12.2022. 20:11 ] @
Za ovaj Gembird pla filament čitam na facebuku da se njih više žali da je lošiji u odnosu na ranije.
[ bogdan.kecman @ 20.12.2022. 21:07 ] @
najveci problem kod kineza u svemu je kontrola kvaliteta, kada pokrenu neki proizvod oni imaju neki qa dok se ne probiju i onda krece secenje coskova i qa je prvi tu koji leti, a problem je sto za filament qa je meeeeeeeeeeega vazan :( i onda jbg..
[ DSL @ 21.12.2022. 06:46 ] @
Citat:
bogdan.kecman:
otvorio sam pre neki dan neki noname PLA koji menja boju na temperaturi (na toplom svetlo crven, na hladnom tamno ljubicast) ... mislim da je narucen sa hobby kinga pre 4+ godina ... i ladno radi super ... posebno sto moj printer ovaj sto je jedini u funkciji sada uopste nije za PLA (los part cooling, losa retrakcija jer se lose hladi hotend jer je namenjen da radi na 300+ C) ... vrlo sam zadovoljan sa njim .. noname skroz nista nije pisalo na kutiji nista na rolni, nisam ni znao da ga imam :D .. tj ima nalepnica na rolni al ...
I, sad ce bude cela kuca u pink...
[ bogdan.kecman @ 21.12.2022. 06:52 ] @
pa jedna rolna, tesko da ce "cela kuca" bilo sta od jedne rolne :D meni rolna tesko da traje duze od nedelju dve i to je ovo malecna rolnica ona od kilo, nije ova normalna od 2.6kg ... ali printno sam deci neko prstenje i neke ukrase, svidja im se sto menja boju :D
[ mnn @ 21.12.2022. 11:58 ] @
Inače Bogdane ko od preko ima dobar i povoljan filament?
koristio sam nekad Innofil3D ali ih je kupio BASF, nisam probao BASF filament od kada su ih kupili ali u toj fabrici 3Drepublika ja mislim pravi svoj filament a 3D Republika filament je perverzno dobar tako da ja ako ima u 3D republici kupujem od njih, najbolji odnos cena/kvalitet od svega sto sam do sada probao
a inace mozes igora da gledas uradio je dosta testova raznih filamenata koje on kupuje u madjarskoj (on je iselio iz srbije u budimpestu predaje tamo neko masinstvo dal u srednjoj skoli ili nekom faksu ne znam) imas bas veliki broj materijala probano
Inače kod 3DRepublike je sve na upit i nisam baš oduševljen time.
Za jedan upit za pla dobio sam sledeći odgovor
”3D Republika PLA TOUGH CRNA Filament 1000g 1.75mm -- cena 4,828.56din. sa PDV-om”
[ vucko47 @ 22.12.2022. 11:27 ] @
Mene opasno živcira to na upit. Ne znam šta je problem da se napiše cena.
[ bogdan.kecman @ 22.12.2022. 11:32 ] @
to sto je na sajtu sve "pitaj" je i meni mega smor ali ne vidi problem sa ovim odgovorom? to je do jaja filament i to je cena koja je do jaja za tough pla. mene obican pla kosta 30eur 750g (dakle 4700RSD za 1kg) i to u nemackoj, pa onda jos treba da platim da dodje do srbije (sto je oko 5eur za kg) dakle izadje me finalno 5200-5300RSD me kosta kg OBICNOG PLA (octofiber: https://octofiber.com/3d-printing-filament/pla/175mm.html ) koji je dobrog kvaliteta .. tough je znacajno skuplji, do duse meni nije bio interesantan nikad ja nisam veliki PLA ljubitelj ... vidi posto im je obican PLA i posto im je PLA-X, meni je njihov PLA kvalitetniji od octofiber-a a PLA-X je jos vece ludilo (kvalitetan do bola + moze ultra brzo se stampa, min 30% brze nego obican PLA)
[ vucko47 @ 22.12.2022. 12:13 ] @
Malo čudan problem mi se jutros desio. Juče ostavljen štampač da radi, jutros javio da je završio i ja ga isključio preko Home Assistant. Malopre dodjem da skinem model kad ono fale dva otvora na jednoj strani. Oba na istoj strani modela. U Fusion360 sve ok, u Cura sve ok u OctoPrint sve ok i vide se ta dva otvora al ovaj moj kinez ih nije napravio. Sve ostalo izgleda savršeno.
Jel imao neko sličnih problema? Meni ovo nikako nije jasno 🤔
[ bogdan.kecman @ 22.12.2022. 12:22 ] @
desava se da nema otvora ako ne valja STL fajl ali mora u G-Code preview da se vidi ... ako imas taj G-Code otvori ga u CraftWare-u on ima do jaja dobar g-code viewer pa vidi sta ce kaze ...
[ mnn @ 22.12.2022. 13:29 ] @
Cenovnik
[ bogdan.kecman @ 22.12.2022. 13:44 ] @
ovako na prvi pogled meni su ove cene skroz ok ... 2k ti je noname kinesko go123no od filamenta a 3k je 3drepublika vrhunski filament ... sad ok, onaj noname ukrades i porez od drzave pa platis samo 2k, otme ti brza posta za porez jos 400-600 dingera, dok kod 3dr mora platis porez jos 600 kinti .... bem li ga, po meni ovo su vrh cene obzirom da je filament stvarno vrh ...
jedna, mozda zanimljiva, situacija vezana za ovaj njihov PLA-X (realno kao PLA samo moze mnooogo brze da se stampa, vrhunski filament isto), imam jarana koji je uzeo veliki printer ali je lik mega-picajzla i onda je ulozio mega puno para da "unapredi" masinu, skupi railovi, skupi srafovi, skupe matice, ultra skup extruder, uber skup hotend ... znaci ono ispruzio se ludilo i opet nije bio zadovoljan izgledom printa, ono nije mu to to, nisu zidovi ravni, vide se artifakti razni, covek nesrecan... i dam mu ja da mi printne nesto veliko, nebitan mi bio kvalitet nego mi bilo bitno da je veliki volumen masine i dam mu ja sto mi ostalo pola rolne PLA-X da pusti to na 120mm/sec sa .6 nozlom, nisam stigo kuci od njega zvoni telefon, lik urla na mene, kaze jbt ovo sto izlazi na bedu je ludilo, nikad mi ovako dobro stampac nije printao .... zavrsio se print (ja naklikao na brzaka draft profil znaci brzina i brzina .. nista optimizacija) zove covek, gotovo, prelepo, ne moze da veruje da je to izaslo iz njegovog printera ... otiso odma kupio rolnu PLA i rolnu PLA-X od 3d republike, vise od tada ne stampa ni sa jednim drugim filamentom :D :D :D :D ... veca mu je razlika u kvalitetu sto je promenio filament sa raznih "kupujemprodajem" rolni na ovaj nego par iljada evra sto je ulozio u masinu za "bolje delove"...
ja sam i dalje uglavnom na ABS-u i jos uvek trosim ABS od pre 5+ godina sa "lagera" (kupio sam bio preko 500kg pre 5-6 godina odjednom) tako da dok to ne istrosim necu nesto preterano da se cimam ... a imam jos kutija neotvorenih, mora samo proverim cega imam, znam da PLA vise nemam ali mi nesto deluje da nemam ni ABS-a samo jos malo PETG-a i brdo PC i PA
[ mnn @ 22.12.2022. 19:30 ] @
Kako se boriš sa "warping"-om kod abs? Ja imam jedan štampač sa grejanjem komore ali nekako nisam zadovoljan kad je nešto veće u pitanju. Sve mi je to nekako na "granici".
[ bogdan.kecman @ 22.12.2022. 20:53 ] @
pa za pocetak imam 2 ABS dedicated masine sa 140x140x140mm volumenom sto ti vec resava 80% problema, time sto se nalaze u 50-60C izolaciji resavas jos 10% problema i zadnjih 10% resavas dizajnom toga sto treba da napravis...
[ Predrag Supurovic @ 25.12.2022. 22:46 ] @
Citat:
mnn: Inače kod 3DRepublike je sve na upit i nisam baš oduševljen time.
To je razlog što od njih nisam nikad ništa kupio. Em nemaju cene na sajtu im je sajt sav razje8an ko da je uhakovan.
Bogdan se ubi hvaleći ih, ali ne pomaže. Kad neko ima tako jadan pristup kupcima, nemam poverenja.
ne njih, samo njihov filament :) ... izadje me isto ko ovi kvalitetni evropski a kvalitetniji je, sto se firme tice oni prodaju ultimaker, ja nisam ljubitelj ultimaker-a
[ vucko47 @ 26.12.2022. 15:12 ] @
Ni ja nisam kupovao taj njihov filament a razlog je isti. Ne znam zašto da gubim vreme i čekam odgovor koji kod nas možes i da ne dobiješ.
A što se tiče onog jeftinog ABS filamenta sa kp probah ga danas i iskreno sam iznenadjen. Za prvi print pustio Calibration Cube i ispalo zamalo pa savršeno.
Pustio na sredini preporučene temperature za ekstruder, ništa temp tower, e-step i ostalo.
E sad, naravno da su se ćoskovi malo podigli kad sam govedo i nisam nivelisao bed a čekićao sam neki pla da ga odvojim pre ovoga. Pretpostavljam da ću to srediti na sledećem printu i kontam da toga više neće biti kad sve podesim.
Što se tiče čvrstoće i ostaloga to ću videti danas ili sutra dok uradim nešto konkretno za štampu. Da li ima neki "specijalan" miris nisam siguran jer me još drma prehlada pa mi nos noje baš sam svoj.
Sve u svemu za sada mi deluje da ovaj ABS može ispasti čak i ok al ima još vremena da završi u kanti . Videćemo kako će se pokazati na malo većem printu.
[ bogdan.kecman @ 26.12.2022. 15:34 ] @
Citat:
vucko47: Ni ja nisam kupovao taj njihov filament a razlog je isti. Ne znam zašto da gubim vreme i čekam odgovor koji kod nas možes i da ne dobiješ.
jbg, i meni to ide na ganglije kada ne vidim odma cenu, al nekako sa njima nikad nisam kupovao preko sajta nego ono mailom, profaktura i onda u toj komunikaciji to ide drugacije... ali da, i ja potpuno imam trip da "pozovi za cenu" preskacem :( ... no evo mnn je podigao cjenik ovde na temu tako da ...
Citat:
vucko47:E sad, naravno da su se ćoskovi malo podigli kad sam govedo i nisam nivelisao bed a čekićao sam neki pla da ga odvojim pre ovoga. Pretpostavljam da ću to srediti na sledećem printu i kontam da toga više neće biti kad sve podesim.
ABS na 5x1x1cm stangli coskom dize teg od 80kg tako da pitanje sta si uradio, ABS ako printas brzo i ako bed nije dovoljno vruc i ako imas hladniji env. da se brze hlade slojevi osim ako nije neki specijalni ABS u pitanju mozes da nivelises bed do prekosutra nece pomoci.... mora dignes bed temp i da napravis neki enclosure, posebno u zimskih mesecima ako nisi od onih ko moja zena koje drze klimu na 30+
Citat:
vucko47:
Što se tiče čvrstoće i ostaloga to ću videti danas ili sutra dok uradim nešto konkretno za štampu. Da li ima neki "specijalan" miris nisam siguran jer me još drma prehlada pa mi nos noje baš sam svoj.
Sve u svemu za sada mi deluje da ovaj ABS može ispasti čak i ok al ima još vremena da završi u kanti :D. Videćemo kako će se pokazati na malo većem printu.
glavni problemi sa kineskim ABS-om su
- varijacije u dimenzijama
- smece u samom ABS-u
- kvalitet overhang-a
nista to nes videti na test cube printu
[ bogdan.kecman @ 26.12.2022. 15:36 ] @
inace ako neko nadje kombinacuju ABS+PC (80-90% ABS i 20-10% PC) stampa se na 270C i mnoooooogo je dobar materijal, odlicni overhangs, support se lako odlepljuje.. iako se i ABS i PC warpuju do jaja nekako se kombo ABS+PC warpuje mnoooooooooooooooogo manje
[ DSL @ 26.12.2022. 15:55 ] @
Ima li kakva etiketa na kutiji tog filamenta od 3d republike? Nešto sumnjam da je u po Srbije neko pokrenuo proizvodnju vrhunskog kvaliteta neceg.
[ vucko47 @ 26.12.2022. 16:13 ] @
@bogdan.kecman
Ma sve mi je to jasno al sta sam ocekivao ovo je odlicno. ABS teram vec neko vreme i znam kako da ga sredim kad vidim sta se desava pri stampi. Pazi, stampano na staklu bez bilo cega za lepljenje, nikakva podesavanja i utezanja nisam radio, mrzi me da ti pustam sliku pa da vidis na sta lici bed mesh . Jasno je da nema ni govora o nekom normalnom printu jbg. A skutijan je od prvog dana. Nisam nikada koristio Gembird i jednostavno sam ocekivao obicno smece al mislim da sam malo pogresio.
Sto se tice ovog mog nesrecnog kinezcica mislim da je svima jasno da je on samo za PLA ako se koristi u standardnoj varijanti al od mog su ostali samo dugmici jer meni je trebao konkretno za ABS. Jeftinije mi je bilo da ga kupim i nadogradim nego da mi neko drugi radi delove za ono sto sam tada poceo da pravim a sto se izmenilo puno puta do danas. Mozda je preterano reci jeftinije al korisnije je sigurno. Blage veze ja nisam imao o 3d stampi kada sam odlucio da kupim kineza i da krenem sa ovim. Prvo sam sa tobom pricao u vezi pravljenja, kupovine i svega ostaloga.
Da sada kupujem kineza dobro bih razmislio jer izgleda da dolaze sa losijim napajanjem i kineskim smecem od cipova na ploci pa moze da bude problema sa radom i teranjem nekog normalnog firmware-a.
[ bogdan.kecman @ 26.12.2022. 16:21 ] @
ima njihova etiketa, prave ga u holandskoj nacionalnoj fabrici filamenta (koju je pre koju godinu kupio basf valjda ili micubisi chemicals ne secam se) ako se dobro secam ... ja sam slucajno naleteo uopste na njih, mene ultimaker realno ne zanima, upoznao sam erika jos pre nego je osnovao ultimaker (on je isto deo reprap core tima, postao je clan nekoliko meseci posle mene tako da je realno covek tu od pocetka) i zajedno smo pricali kako bi trebalo napraviti nesto bolje od postojeceg skeinforge-a, razmisljali o novoj "banana" elektronici za reprap baziranoj na pic32mx (ja sam tada jos uvek bio sa picovima) i cak smo napravili bili zajedno jedan firmware ... onda je on krenuo u pravljenje ultimaker-a sto je realno u startu bila poboljsana verzija rapmana (i njegov i moj prvi printer su bili rapman - to je kit od akrila koji jako lici na ender-a i tako smo se i upoznali) gde je zamenio akril sperom i napravio zatvorene stranice... tu su nam se onda interesovanja razisla, on je krenuo da se bavi biznisom i unapredjuje to sto ima (skidam kapu, i ultimaker je odlican koncept i cura je odlican slajser) a ja sam nastavio da istrazujem specijalne materijale za stampu... nismo se culi deceniju :D ... elem, ultimaker je, po meni, preskupa igracka, realno naplacuje ime, to sto postoji dugo, druge masine su po meni mnogo bolji bang for the buck .. ono gde ultimaker kida sa kvalitetom je filament ... objasnjavao mi je ortak koji ima fabriku filamenta na novom zelandu, za 2.8/3mm filament je MNOGO jeftinije napraviti manju toleranciju nego sa 1.75mm filamentom .. ako se dobro secam price, tebe kosta "absolutna" vrednost, dakle ako ces pravis filament sa 0.1mm greskom to je X para ako pravis filament sa 0.01mm greskom to je Y para i slicno, fora je sto na 3mm 0.1mm greska je +-3.3% dok je za 1.75mm je 5.7% greska, sto je skoro duplo veca greska procentualno i duplo se vise vidi na printu iako je absolutno ista greska tako da je ista cena da se napravi 3.3% 3mm filament i 5.7% 1.75mm filament i samim tim sto je ultimaker zadrzao taj 2.8mm filament oni su dobili mnogo kvalitetniji filament za iste pare...
elem, ja sam se sa 3d republikom upoznao, kao sto rekoh slucajno, preko jednog umetnika koji je pravio izlozbu gde je jedan od sponzora bila 3d republika i onda sam radio testiranje VOLTERA uredjaja (stampanje PCB-a kod kuce, ljudi mi ponudili da testiram, ja testirao) i tako sam upoznao par ljudi tamo, skroz cool ekipa koliko sam ja video, pa mi ispricase kako su resili da prave taj svoj filament u toj fabrici u valjda holandiji :) i dali mi rolnu da probam - ja spomenuo ortaku da imaju taj PLA-X koji je za brzo stampanje (posto ima ogroman stampac pa mu treba), on probao i ODLEPIO, zvao me, plakao od srece, ja reko ok da probam, otpakovao kutiju i to je to, ja od sada za PLA kupujem samo njihod :D ... dolazi u beloj kutiji sa kolor nalepnicom na kojoj pise sta je i made in europe i neki osnovni podaci i batch number, na samoj rolni ima mala kolor nalepnica sta je i to je to ... nikakvi spec. podaci ne postoje ... mozda ga prave i negde u srbiji ne znam nit me preterano interesuje posto je vrhunskog kvaliteta ovo sto sam ja do sada probao ... inace nije to pravljenje neko mudo, pravi politerm 3mm HDPE i PP vec decenijama, zovu ga "zica za varenje" :D
[ bogdan.kecman @ 26.12.2022. 16:24 ] @
Citat:
vucko47:
stampano na staklu bez bilo cega za lepljenje
pazi ja stavljam na staklo lak da bi mogao da ga odlepim, ne da bi se bolje zalepio :D ... imam (tj imao sam do pre par meseci, krenuo sam u generalno ciscenje pre 5-6 meseci pa sam pobacao) jedno 20tak bedova 150x150 i 10tak 230x230 od stakla gde je staklo "rascepljeno", krene se dize cosak i odvali komadinu stakla iz stakla i podigne se :( ... presao sam davno na printbite (geralite / fr4) iskljucivo
[ vucko47 @ 26.12.2022. 16:41 ] @
Nisam znao da moze i to da se desi sa staklom. Ajd da se iskrivi vremenom al da ga tako razhebe to nisam imao pojma da moze. Ja koristim neki lak koji pobije sve zivo i mrtvo u celoj prostorij, pospadaju i obrve sa cela al drzi ko smrt.
Zeznuo se pa naprskao za PLA i jedva ziv skinuo model sa stakla.
[ bogdan.kecman @ 26.12.2022. 16:55 ] @
oh da, samo chipuje staklo, ladno se rascepi staklo ... isti .!. se desava i sa obicnim prozorskim i sa borosilikatnim... probao sam sa kaljenim, sa njim se to ne desava, prsne celo staklo, ali kaljeno ne valja ni za .!. posto je talasasto uvek ako je tanko :( ... sile warpinga su nenormalne, kazem ti malecni komad abs-a dize 80kg na keca
a lak, lak za kosu ili bilo koji PVA lak se rastvara u vodi, ako drzi prejako bucnes u vodu i lak se istopi i pesma, ili gurnes u zamrzivac pva se pretvori u prah :) ...
mozes da zamesas drvofix beli sa vodom pa to da mazes ili deciji lepak u stiku ... to je sve PVA ..
geralite je keva, sve se prilicno dobro vata za njega a kad se oladi sve se otkaci skroz jedino mora se stampa malo toplije (ja ABS stampam na 110-115C)
[ mnn @ 26.12.2022. 20:50 ] @
Bogdane šta kažeš za VOLTERU? Ja bio jedno vreme zainteresovan al sam na kraju odustao.
znas kako, ja sam je drzao ovde 7 dana, isprobao sve sto me zanimalo, snimio to, i onda, ako si primetio, nigde nisam objavio review iste. mene mama ucila da ako ne mogu da pomognem da ne odmazem.
u jednoj recenici - sigurno postoji neko kome tako nesto treba, ja da mi je neko pokloni da mi stoji u radnoj sobi mozda bi je upalio jednom u 3-4 meseca a verovatno ni tada. Limiti su po meni preozbiljni.
Jedino gde sam joj nasao upotrebnu vrednost je pravljenje PCB-a na staklu, znaci napravis stakleni front na uredjaju (od nekog neprovidnog stakla ili ako bas oces moze i providno) i onda printnes kapacitivne dugmice sa druge strane, par ledica za signalizaciju i tako nesto, eventualno neki mcu koji sve to kontrolise i onda samo neki seriski ili i2c ili tako nesto prema ostatku uredjaja... ja sam ranije vec pravio takve interface staklene plocice sa bakarnom folijom koju zalepim na staklo sa uv lepkom pa onda ecujem kao standardan pcb...
osnovni limit je prevelik otpor treka, sve ostalo bi moglo da se nekako zaobidje, vie ove za zakucavanje su odlicne, busenje rupa je odlicno, to sto mora se koristi low temperature melt kalaj za lemljenje moze da se podnese ... znaci sve to bi nekako mogao da progutam ali vrlo varijabilni i vrlo veliki otpor trekova je meni limit koji ne mogu da zaobidjem...
pazi, sprava je vrhunskog kvaliteta, ultra do jaja kvalitetna proizvodnja, sw je odlican, sve radi sto je reklamirano da radi, tako da sve sto pise na reklami to stoji... samo sto za tu cenu ja cu placam kineze + dhl, da dobijem profi 4 slojnu stampu "prekosutra" na vratima, mnogo godina pre nego potrosim pare koje bi me kostala voltera...
da nije ta cena bila bi druga prica ali, vidi, voltera ti
1. nacrta dvostrani pcb za po cuke
2. izbusi taj pcb za par minuta
3. nacrta solder padove
-. onda ti postavis komponente rucno
4. onda ona ispece te komponente
-. onda ti nakucas vie (imas dve velicine, zatvorene i sa rupom kroz koju moze prodje nogica)
[1] traje otprilike koliko i uzmes oslojenu plocicu, otstampas na foliji pcb, osvetlis plocicu kroz pcb, bucnes u kiselinu ... traje tu negde isto, malo duze traje ovo ako radis rucno ako ne stampas nego odes do fotosloga da ti tamo urade foliju ali realno tu je negde, mozda ovo tvoje traje duze
[2] ovo je velika pomoc, steta sto je tako mali form-factor, ali mali cnc koji bi sluzio za busenje pcb-a moze da se napravi za ispod 100eur
[3]+[4] realno ja ovo uradim brze bez voltere, da ne spominjem da mi je kalaj u mojoj varijanti abitna cena dok za volteru mora koristis low-melt-temp koji je daleko od jeftinog
ove vie njihove i alat za nakucavanje je do jaja, nisam video da samo to negde moze da se kupi ali realno to je jedino sto bi pomoglo kucnom pravljenju plocica sve ostalo sa pnp folijom ili sa folijom + oslojenim plocicama radi isto ili bolje od voltere
e sad, ako si ono medicinski tehnicar, i radis u nekom labu i neces da se drndas sa kiselinom, sa lemljenjem sa ... oces da sa kompa "kliknes" i tamo dobijes plocicu i bole te uvo koliko kosta posto se trosi neki grant u milionima i svakako ce propadne ako se ne potrosi - u tom slucaju je voltera vrhunska sprava, ali u nekom DIY slucaju voltera nije u stanju sebe da isplati za 10 godina
ako vidis grafikone, videces da sam ja proveo dugo vremena pod mikroskopom i sa preciznim 8digit ommetrom
[ DSL @ 27.12.2022. 12:06 ] @
Dobar review.
Jesi li testirao ponovljivost u izradi? Recimo, odstampas 100 superfinih istih track-ova i testiras otpor svake ponaosob. Bilo bi dobro ovo za kreiranje specificnih senzora, na staklu, kvarcu, keramici....
nije ovo review, nemoj da ga gledas kao review, ja sam gledao sta je meni interesantno i zakljucio da MENI i ljudima kao ja to nije interesantno i onda nisam hteo dalje da testiram i da pisem i objavljujem review jer ne mogu iz mog ugla da vidim benefit ali moj ugao gledanja je suvise mali tako da je jako glupo da ja sada "opljunem" uredjaj koji meni ne treba... to je ono sto rece gervais, vidis na oglasnoj tabli oglas za ucenje spanskog, okrenes telefon sa oglasa i kazes im da te ne zanima spanski ... to je suma mog pregleda tog uredjaja te zato to nije review i pls nemoj da ga gledas kao na review... to je samo brdo razloga zasto MENI taj uredjaj ne bi bio koristan....
ali stvarno, moram da ponovim jos jednom, kvalitet je MEGA, znaci masina je uradjena za milion dolara, stvarno vrhunski kvalitet, paznja obracena na sve najsitnije detalje, perverzija je skroz... jedino jbg ja to ne mogu otplatim a nije ono 100eur pa nema veze lepo da se ima, treba pljunut ozbiljne pare za spravu koju ja ne mogu otplatim jer meni par sati ranije za pcb tog tipa nema nikakvu vrednost, a kinez+dhl je 4dana kod mene kuci 4slojni pcb ako mi treba toliko brzo, cak moze i brze ako je bas hitno ... ali voltera v-one (to sam testirao) je tipa 5200eur (kada se dodaju jos troskovi u srbistanu mozda i 6k) ... 4pack nozli je 50-70eur zavisi koje nozle a realno jedan rad jedna nozla, onda je bacis pa koristis sledecu nema ciscenja (mislim mozes ceo dan da radis sa tom jednom ali napravis pauzu par dana - bacis uzmes novu) .. spric paste 50eur, spric boje 2ml je 60-100eur (zavisi koja boja, ova 100eur je ova provodnija koju sam ja testirao, ona od 60 je tek visoka otpornost), 20g kalaja (low melt temp) je 15eur (za te pare kupis 250g normalnog) ... prosto sa cenovne strane ja to ne mogu opravdam, kome cena nije problem i kome visok otpor vodova nije problem sprava je do jaja.
ja saradjujem sa puno firmi i ono sto je "normalno" ovde kod nas nije normalno u razvijenom svetu, to sto ja umem da napisem firmware, dizajniram plocicu, napravim plocicu i zalemim sve na plocicu je za prosecnu nemacku, svedsku, americku firmu neshvatljivo, to rade 4 razlicita inzenjera ... sa volterom ti dajes mogucnost nekome ko ne ume da otstampa na foliju i osvetli plocicu izecuje i izbusi da to moze da uradi na svom stolu u kancelariji bez neke prevelike muke ... sve i da zna, da bi taj doneo kantu sa kiselinom u kanc treba dobije nemogucu dozvolu :D tako da ... ima to svoje trziste... ja sam mislio da bi meni bilo zanimljivo ali jbg... preskupo
Citat:
DSL:
Jesi li testirao ponovljivost u izradi? Recimo, odstampas 100 superfinih istih track-ova i testiras otpor svake ponaosob.
jesam, i proveo puno vremena pod mikroskopom mereci debljine i prateci kvalitet ... nije cak fora u 100 finih trekova jedan pored drugog, dovoljan je problem jedan track od 10cm da bude konzistentan u tih 10cm ... jer naidjes na ovakve probleme npr:
Citat:
DSL:
Bilo bi dobro ovo za kreiranje specificnih senzora, na staklu, kvarcu, keramici....
DA, zato sam i testirao puno na staklu (kao sto vidis na slici koju sam digao trekovi su na staklu) ali za 5000+ eura? znas koliko senzora mozes da kupis za te pare :)
da ponovim jos jednom, stvarno nije review, ja sam ovde naveo samo negativne strane koje su mene odbile od masine, ima masina jako puno pozitivnih strana, mozda bolje da sam samo napisao - previse para
[ DSL @ 27.12.2022. 13:11 ] @
Opusteno, meni je ovo parcijalan, jako uzak review koji upravo nisani probleme koji su meni kriticni. Imam neke ideje za razvoj specificnih senzora i u glavi razradjujem mogucnost tehnoloske razrade.
[ bogdan.kecman @ 27.12.2022. 13:42 ] @
Citat:
DSL: Imam neke ideje za razvoj specificnih senzora i u glavi razradjujem mogucnost tehnoloske razrade.
pa vidi, ako hoces npr da stampas na kapton, zalepis na alu blok i onda savijes alu blok i meris otpor trekova na kaptonu koji se "razvlace" kada se savije alu blok -> probao, radi :) ... pitanje koliko puta bi se ta boja rasteglila i vratila ali za par puta sljaka ... likovi koji su to pravili su se odvalili od posla da naprave da to radi, valjda su godinama isrtazivali te boje da bi nasli neku koja bi mogla da radi, zato i kosta toliko
[ DSL @ 27.12.2022. 20:16 ] @
ne bas na kapton... imam neke ideje sa provodnim patternima na keramici
[ bogdan.kecman @ 27.12.2022. 20:23 ] @
ma ja samo kazem sta sam probao :D
pazi ta boja je provodna, koliko ja vidim puna srebra pa na nju moze i da se lemi ali niskom temperaturom ... mozes od njih da kupis posebno i taj dispenser i vrhove i boju, samu cnc masinu koja ce da crta, ako je keramika neravna, mozes da pravis i sam, ako je u pitanju ravno, uzmes volteru
[ SaleB81 @ 27.12.2022. 21:16 ] @
(Zanemarujem da mene niko nista nije pitao)
Po meni 3D stampa nije resenje PCB problema, bar ne za krajnje korisnike. Od kad sam saznao za JLCPCB ja se hemikalijama vise ne bavim, pogotovo od kad sam prvi put probao uslugu montaze SMT komponenata. Nekada sam mogao da lemim SSOP rucnom lemilicom, sad vise to ne vidim lepo, SOP i dalje moze, ali zasto se truditi ako ne mora.
Varijante koje sam video koje su mi privukle paznju, su bile UV laseri koji stampaju sliku na fotoosetljivoj ploci ili precizne graverke (buse rupice, ali ne postavljaju komponente; sad razmisljam vidjao sam masine koji imaju automatski izmenjivac alata, ali nisam video jos nijednu koja kao jedan od alata ima dispenser paste i vakuum za postavljanje komponenata).
[ bogdan.kecman @ 27.12.2022. 21:57 ] @
Citat:
SaleB81: Po meni 3D stampa nije resenje PCB problema
voltera nije 3d stampac, nema nikakve veze sa 3d stampom, to je samo digresija u ovoj temi, potpuno nepovezano za 3d stampu... to je sprava za pravljenje pcb-ova:
ja kineze koristim vec 15 godina, seedstudio, itead, dirtypcb, pcbone... sada je tu jlcpcb, pcbway ... sada je i 4 sloja bedza ... tako da, svakako ... i u kombinaciji sa dhl-om kada je zurba za relativno kratko vreme mozes da imas extra plocice ...
ja sam ocoravio takodje ali lemim na slepo pa posle proverim mikroskopom i imam bolji izlaz nego jlcpcb usluga, mnogo cesto prave greske, pogresno okrenu komponente (iako je provereno na njihovom vieweru da su ok, ali jbg udju im pogresno sa rolne i ne vide), cesto imaju bridgeve ispod komponenti ako komponente imaju centralni pad... realno, greske nisu tako retke sa njima, cak se desavalo da 10 od 10 plocica imaju gresku ... ali dovoljno i samo da ti zapakuju sve komponente koje ti trebaju da zalemis sam pa je dovoljno, ili samo 0402 otpornike da zaleme pa pesma :D
Citat:
SaleB81:nijednu koja kao jedan od alata ima dispenser paste i vakuum za postavljanje komponenata).
imam ja neku koja je dispenser paste i vakuum za postavljanje komponenti jedino sto ti rucno pomeras alat on samo kontrolise koliko ce da pritisne pritiskom dispenser za pastu ili kada ce da upali/ugasi vakuum ... ja imam neki noname, jaran ima weller sistem za to isto, radi na isti nacin samo je malo bolje napravljen (ovaj moj je trosio previse vazduha jer je vakuum pravio sa pritiskom, pa sam mu zamenio taj deo sa pravom vakuum pumpom tako da se kaci i na kompresor i na vakuum i radi vrh) ... razmisljao sam da napravim onaj XY pozicioner rucni, ali ono cisto da ti se ne umara ruka, ali sam svatio da toliko retko to radim da nema svrhe
[ MajorFatal @ 28.12.2022. 21:08 ] @
Citat:
bogdan.kecman:
tako da za 0.05 kais keva, najjeftiniji, lako se skalira, slabo vibrira ... najlaksi za rad ... ja volim najvise 5mm pitch zato sto ga ima u najvise verzija (sa celicnom i fiber i kevlar i ... armaturom) .. samo je bitno da uzmes neki kais sa "imenom" da bi znao koje su za njega specifikacije (sila i min radius) i to ti je to.... u zemunu u prvomajskoj imas belts firmu, imaju kaiseve, kod njih sam uzimao 5mm kais i pulije, nisu ni blizu jeftini ko kinezi ali jbg sa imenom i vrhunskog kvaliteta ...
Dok sam morao da nabavljam neke kaiševe, čini mi se po sećanju da je najveći izbor imala firma coning.doo, pa onda oni iz automobilske industrije euro07 i samel, pa tek na desetom mestu firme belt, motorbelt, balkanbelt, powerbelt itd ...
[ mnn @ 29.12.2022. 20:51 ] @
Bogdane kako si "zatvorio" tog svog za abs? Kako mu greješ chamber? Ovaj moj zatvoreni sa grejanjem komore je 400x300mm pa kad mu staviš abs i sve popališ greje kao furuna. Zato bi ja jedan manji koji je isto zatvoren ( ne baš nešto posebno ) prebacio na abs.
jedan taj za ABS sam uzo polovan UP2mini koji je skroz zatvorena masina, solidna mehanika, malecan, UZASNA elektronika... iscupao sve napolje i bacio, gurno moju elektroniku, moj extruder... umesto carbon filtera ubacio grejac za vazduh (posto u originalu ne greje vazduh ali ima odlicno postavljen carbon filter koji izvadis i gurnes grejac tu) ... on bi hteo kao da greje sve unutra bed-om ali realno mu je underpowered bed, treba mu 20min da dobaci do 100C tako da je sve to zamenjeno, novo napajanje, nova elektronika (duet2eth), novi grejaci etc etc.. 0.2mm nozla i pesma .. ceo je zatvoren i ima oko 200W grejac koji greje vazduh + oko 300W grejac u bed-u ... ovo je fotka sa neta, odneo sam ga vec u kucu tako da mi nije vise ovde u stanu
drugi je isto baziran na istoj firmi ali kvalitetnija masina, isto kompletno zamenjeno sve, nova elektronika (smoothieware), novi extruder, novo sve ... skoro promenjeni i kablovi, on ima 500W bed :D ... on je ubacen ceo u onaj ikea lack sto, kome su sve stranice zatvorene sa nekom izolacijom (neka folija kupio u ugarskoj mada je ima svuda, ono tipa 5mm debela, sjajna kao folija sa jedne strane a pena neka sundjer sa druge strane, stavio duplu foliju i zatvorio sve... on stampa sa 0.5mm nozlom i nema dodatno grejanje vazduha, unutra je oko 60C dok stampa (prednja strana je isto ta folija koja se "zatvara" na cicak traku ... evo fotkica njegova, sada je otvoren stampam neka sra... neke alke za merenje prstena od nekog changecolor PLA pa je otvoreno sve ali vidi se i ova prednja strana koja se na cicak dole zatvori..
[ vucko47 @ 08.01.2023. 22:11 ] @
Kako stampate sa ASA? Koliko je tezi odnosno laksi za stampu od ABS? Ja nesto kontam da je to tu negde i da su slicni uslovi al nisam ga nikada koristio. Mozda mi stigne kilogram u skorije vreme pa da se malo igram.
I da, da li moze adekvatno zameniti ABS? Gledah par klipova ali mi nesto nisu ubedljivi. Ono stampa se na otvorenom a i ako je stampac skutijan unutra neka kilava temperatura pa nisam siguran koliko je to sve realno za proceniti.
Sve neka fensi kucista da lepo izgledaju za yt jbg
[ bogdan.kecman @ 09.01.2023. 02:14 ] @
meni nema razlike ASA/ABS za stampu, koristim ABS profil za ASA i sve radi bez problema .. ponasaju mi se u stampi identicno jedino sto je ASA skuplji u nabavci a ja nemam neke potrebe za UV otpornoscu pa onda koristim obican ABS ... do duse, sada sam izgleda istrosio sav ABS i sav PETG pa cu gledati da li cu kupovati ABS ili ASA zavisno od cena ... ostalo mi polikarbonata i najlona pun k. kupio mnogo vise nego sto koristim
[ vucko47 @ 09.01.2023. 02:32 ] @
Ja ga dobijam na poklon pa mi cena trenutno nije bitna 🙂. A i nisam neki potrošač filamenta pa i kad kupujem to je sitno. Znači, to je u suštini ABS samo drugo pakovanje plus UV otpornost.
razlika je sto je butadiene zamenjen sa acrylate da bi se dobile bolje performanse "napolju" ... sto se svega ostalog tice isto ... drugo pakovanje ... ASA je pravljen za industriju kao 1:1 zamena za ABS koja ce koristiti iste alate, iste procese, isto sve a proizvesti objekat koji ce moci da izdrzi napolju "duze" bez da pozuti, oslabi, krene da "truli" (da se kruni i pretvara u mikroplastiku)
ako gledas neki "prosek" ASA ima nesto nizi Tg i nesto nizu otpornost na temperaturu i nesto manji impact strength od ABS-a a kosta vise... tako da je ABS generalno "jaci" filament, ako ti treba da drzi neki motor koji se greje ABS je generalno bolji materijal osim ako to ne treba da radi izlozen suncu onda je ASA bolji :) ali sve te "generalne razlike" nemaju veze jer proizvodjaci filamenta guraju u filament cudo aditiva koji menjaju sve te vrednosti drasticno pa imas ABS koji se stampa na 270-300C iako je normalno 230-250 a imas PETG koji se stampa na 210 iako je normalno da ga printas na 280 ... tako da bez da probas odredjeni filament oidredjenog proizvodjaca sve je nagadjanje osim tih nekih generalnih stvari tipa higroskopan je ili otporan je na UV ili svetli u mraku ili .. vece su razlike izmejdu razlicitih ABS-ova ili izmedju razlicitih ASA-ova nego izmedju ABS i ASA ... realno % koliko cega idu zavise od proizvodjaca, takodje nijedan filament nije cist ABS ili cist ASA vec imaju do 10% raznih aditiva za laksu stampu, za nizu temperaturu topljenja, za manji warping, za .!. za palac ... tako da realno isti .!.
sto se lakoce stampe tice - isti .!. ABS i ASA je isti nivo smora, PLA je najlaksi, PETG je super jednostavan ako nemas overhangs i support, ABS, ASA i HIPS su "ok" i onda krece pakao sa PE, PP, PC, PA i ostalim high warping materijalima... ja sam 10+ godina bezao od PLA i sada mislim da sam mnogo pogresio, previse netacnih podataka je pedlano o svim tim materijalima.... PLA je keva :D ... ja sam se u startu zaljubio u ABS i to sta dobijam sa acetonom kako ga lako lepim i kako dobijam ultra smooth surface sa njim ali na kraju dana to mi je 1% printa gde mi to treba a za sve ostalo je PLA mogao da mi ustedi i vreme i novac al tvrdoglavo to jbg bosno moja jabuko u cvijetu...
[ vucko47 @ 09.01.2023. 10:58 ] @
Ja sam odlepio posle prvog uspešnog printa sa ABS i totalno promenio mišljenje o 3d štampi. Dok sam trošio samo PLA i na ABS gledao kao na nekakvo strašilo zamalo sam odustao od svega. PLA mi je iskreno odvratan materijal al to je samo moj lični utisak i osećaj. Jbg, imam ja još dosta da učim o svemu ovome pa i vremena da promenim mišljenje 🙂.
Svakako hvala za ABS vs ASA info.
[ bogdan.kecman @ 09.01.2023. 11:23 ] @
a vidi, svaki materijal ima svoje .. prvo PLA je toliko kompleksan materijal ... cek da probam da nadjem neke matore fotke ..
jbg pogubio sam sve sa onim pozarom, evo nesto sto je ostalo online
pogledaj ovde ovu kutiju (jbg to je 12 godina staro, slikano ko zna cim, ja sam tada bio uglavnom na analognim foto aparatima) https://www.thingiverse.com/thing:2057
pogledaj ovde ovog mendela mog (mislim da je ovaj poklonjen beogradskom haklabu, nikad nisam cuo da li su mu ikad zakacili elektroniku i pokrenuli ga) ovaj nosac za Y motor je od PLA, sve ostalo sto vidis belo na njemu je polipropilen https://www.thingiverse.com/thing:2139
zasto ove slike ... to je JEDINI PLA koji je tada bio dostupan, takozvani "natural PLA" ... to kad zapalis kao da si zapalio kocku secera, dok se stampa ogladnis ko vuk jer sve vreme mirise na secernu vunu dok se stampa ... lepljivo u pm, ruzno providno, krtooooooooooooooooooooooo, krto do bola ... kao da stampas akrilne stapice, uzas totalni ... to je cist PLA bez aditiva ... onda se pojavio beli, realno samo dodata boja i onda su poceli da dodaju aditive i sada imas 50000 vrsta PLA od kojih su neki mega sra123 a neki ultra turbo do jaja .. ovaj sa kojim sam ja "onda" radio ne postoji vec deceniju...
ako nisi koristio PETG, probaj, best of both worlds, UV otporan, temp otporan slicno ko ABS, warpuje ko PLA (dakle skoro pa ne) ... jedini problem koji PETG ima je sto je lepljiv pa ako imas support tesko ga odlepiti inace sve ostalo je pesma ..
inace jedna mega dobra fora koju iz nekog razloga pun .!. ljudi ne zna .. ALU LEPLJIVA TRAKA!!!! imas da kupis alu i bakarnu lepljivu traku, ono solidne debljine, tipa 2-3 puta deblje od alu folije (nije mi tu mikrometar ali ovako sublerom izmedju 0.07 i 0.1mm debljina alu folije, nemam bakarne kod sebe da izmerim ona je jos malo deblja mozda 0.15mm npr) ... i pazi sad, PLA duct za ventis koji je na 2-3mm od nozle koja je na 300C (i od cele kockice koja se greje) koji stavis tako da stampa, kao duva ventis kroz njega nece mu biti nista i posle 3min ceo PLA deo se istopi i raspadne i smrdi i .... znaci ne ono "izdrzao je 3 dana pa..." nego 3 minuta i raspad ... otstampas drugi, isti materijal, ista spulna, isto sve samo sada spolja zalepis alu lepljivu traku i evo ga taj isti duct radi vec 6 godina bez problema nije se ni deformisao :D :D tako da .. ALU lepljiva traka :D
[ vucko47 @ 09.01.2023. 12:05 ] @
Pa to ti kažem, ima vremena da promenim mišljenje. Dok osposobim novu mašinu pa će bude lakše za rad.
PETG jesam probao i to je bio cirkus 🤣. Kanim se da ga opet uzmem al trenutno imam PLA i ABS i više nego što mi treba pa još i taj ASA ako dobijem...
Što se tiče alu koristim ga ko zna koliko već za zaštitu kondenzatora i ostaloga po pločama kad radim nešto sa duvaljkom. I alu i bakarnu traku imam i koristio sam obe za oblaganje unutrašnjosti nekih printanih kutija al u neke druge svrhe.
Na onom standardnom ender exstruderu sam koristio kapton traku da bih blokirao protok vazduha sa donje strane. Da nema part cooling zbog ABS i to je radilo posao ekstra. Uzgred, uskoro mu vraćam taj njegov extruder ako je još u životu.
[ bogdan.kecman @ 09.01.2023. 12:18 ] @
samo lagano :D ... kapton ne pomaze previse kod ovih stvari, ok je da zalepis oko extrudera cisto da malo zadrzi toplotu da ga ne ubije skroz ventis koji duva u njega mada ti je za to mnooogo bolji onaj crni silikon za zaptivanje motora, imas u svakoj radnji sa autodelovima silikon koji trpi preko 300C (ne secam se mislim da zeleni ide valjda do 300 a crni do 500 ili 700C ali mozda gresim, abitno crni radi super za extruder) zamazes lepo i to mu izolacija radi ko pesma :D ...
a za plastiku, ja sam prvo probao sa kaptonom, zalepis na PLA koji stoji pored grejaca - raspadne se ko da nema kaptona, a stavis alu traku i zivi godinama .. mislim da je fora sto ALU traka reflektuje dobar deo toplote i rasiri toplotu na vecu povrsinu i onda delovi koji nisu direkt na udaru isijavaju tu toplotu tako da se mnogo manje toplote prenosi na plastiku ispod ... to je pretpostavka samo, ne znam zasto se desava ali se desava i funkcionise do jaja ... takodje je moguce da mu ALU drzi formu, moguce da u svoj toj visokoj temperaturi taj PLA u stvari izgubi tu cvrstinu ali mu ALU drzi formu i onda kada temp nestane plastika se ponovo stvrdne... bem li ga sta je ali alu traka cini PLA toliko korisnijim u high temp situacijama da je to ludilo :D
[ SaleB81 @ 09.01.2023. 15:15 ] @
Secam se ovog Mendela, budi uspomene; to je prvi 3D printer koji sam video u radu :)
Bese neka 2010/11, nadjem ja reprap sajt i nadjem da od 20-30 stampanih delova, nekoliko navojnih sipki i malo srafovske robe moze da se napravi 3D stampac. Ja odusevljen. Nadjem da postoji lik kod nas koji ima napravljen uredjaj, programer, ucestvuje u razvoju te sprave. Kontaktiram coveka, kaze covek, dodji, vidi, mozda ti se ne svidi kad ga vidis uzivo. Odemo drugar i ja jedno popodne do njega negde u Zemun, upoznamo Bogdana, popijemo kafu, ispricamo se, vidimo kako sprava radi. Shvatim ja da to nije resenje za mene, ali ostade prijatno poznanstvo i pozitivno iskustvo. Sad da ga sretnem na ulici ne znam da li bih ga prepoznao. Par godina kasnije kad su se pojavila kineska komercijalna resenja i filamenti u boji, kupim ja prvi stampac i uz njega sam dosta naucio, s vremena na vreme postavio pitanje, dobio odgovor, trazio po netu, citao, ucio i mozda nesto i naucio.
Ja sam prvenstveno trazio tvrd materijal za stampu. Poredeci neke blogove i klipove gde su ljudi radili testove cvrstoce i krutosti razlicitih materijala vrlo brzo sam shvatio da je PLA u 90+% slucajeva za mene najbolji materijal. Za preostalih par % situacija lakse je da dam nekome da mi odstampa nesto sa ABS-om, nego da modifijkujem stampac. Do sad sam za 6-7 godina upotrebio mozda 3kg ABS-a. Probao sam PETG. Imam kotur HIPS-a sa kojim moj raniji stampac nije zeleo da radi, pa cu mozda da probam na ovom (Ender 5, od nedavno direct drive). PLA+ nikad nisam probao, ali PLA meni uglavnom zavrsava posao.
Nego zanimljiva stvar, imam kotur crnog Gembird PLA, visi na stampacu jedno tri meseca, od kad sam poceo modifikaciju bowden na direct, dok nisam pre neki dan zavrsio. Krto je bilo prvih 20cm, to sam odlomio, nastavak uveo u stampac i evo vec tri dana stampam s njim sasvim normalno, niti pucka, niti ostavlja cvorice karakteristicne za visak vlage. Iznenadjen sam. Jeste kod mene malo niza vlaznost zbog centralnog grejanja, ali ne toliko niska da ne smeta PLA materijalu. Recimo da se vrti izmedju 28-38%, ove godine nemam merac pri ruci ali to su proslogodisnje vrednosti. Jeftina direct drive konverziona ploca zadovoljava iako sam morao da pravim novi kais jer je ploca neki 14mm uza od fabricke, pa je kais kratak i morao sam da pravim distancere da nacentriram zupcasti mehanizam bas iznad ektrudera jer su distanceri koje sam dobio u setu bili neodgovarajuci, ali sad radi lepo. Par stvari koje nisam sa bowdenom mogao da odstampam zbog agresivnijih i cestih retrakcija, juce sam uspesno odstampao.
Ako sam dobro razumeo, alu foliju lepis na napravljen PLA deo? To ima smisla, heat deflector - heat spreader efekat. Imam bakarnu samolepljivu foliju, od nje sam pravio kapacitivne tastere dosta uspesno, isto sam birao deblju, da mogu da zalemim zicicu za povrsinu. Probacu to. Ja sam relativno uspesan bio sa premazivanjem gotovog PLA dela epoxijem za primene u motornom prostoru recimo, a ne bas na bloku motora nego negde dalje, gde su temperature dovoljno velike da PLA deo omeksa i izgubi formu, ali ne dovoljno velike da se potpuno istopi. Nosac kamere malo specifican sto sam pravio drugaru, i njega smo prelili epoxijem, i on je izdrzao dva leta na suncu u kabini bez da omeksa i promeni oblik.
[ MajorFatal @ 09.01.2023. 22:00 ] @
Citat:
bogdan.kecman: samo lagano :D ... kapton ne pomaze previse kod ovih stvari, ok je da zalepis oko extrudera cisto da malo zadrzi toplotu da ga ne ubije skroz ventis koji duva u njega mada ti je za to mnooogo bolji onaj crni silikon za zaptivanje motora, imas u svakoj radnji sa autodelovima silikon koji trpi preko 300C (ne secam se mislim da zeleni ide valjda do 300 a crni do 500 ili 700C ali mozda gresim, abitno crni radi super za extruder) zamazes lepo i to mu izolacija radi ko pesma :D ...
Često spominjete silikone, pa sam hteo da pitam da li ste nekad umesto njih probali trajno elastični građevinski git to jest Elastoten, iz mog nekog iskustva ti gitovi su sve što silikoni reklamiraju samo i zaista imaju te osobine, svaki silikon ukrti i raspadne se na suncu posle dve godine čak i kad ga reklamiraju uv otporan, a ovi gitovi traju i dalje i dalje su elastični ... pri tom lepe i drže toliko jako da nekad savetuju ugradnju njima umesto građevinskim materijalom, a lično se uverio koliko jako drže kad sam morao da demontiram nešto što je bilo zalepljeno sa 2 Cm2 gita, pola sata tukao čekićem, obio sve okolo git ostao na mestu ..
A ako je termoizolacija presudnija nađoh ovo: Silikon za kamine fire place 1250, trpi temperature do 1250 stepeni celzijusa, služi i za silikonisanje grejača i odžaka direktno ...
[ vucko47 @ 10.01.2023. 01:33 ] @
Ja nisam probao ništa slično. Taj neki crveni silikon sam koristio za bed jer sam ga imao i hteo sam da vidim dal radi kao toplotni izolator što se izgleda ispostavilo da i nije baš za tu namenu. U nekom periodu je temperatura niža za desetak stepeni na silikonu ali se vremenom to izgubi i sve dodje približno isto zagrejano. Sa druge strane dobio sam bolju toplotnu stabilnost i ceo bed je ravnomerno zagrejan. Lakše održava temperaturu i hladi se daleko sporije nego bez silikona. Potrošnja struje je takodje manja. Ono jest mizerno al manje vuče kad se zagreje 🙂.
[ vucko47 @ 15.05.2023. 10:03 ] @
Citat:
bogdan.kecman:
on je ubacen ceo u onaj ikea lack sto, kome su sve stranice zatvorene sa nekom izolacijom (neka folija kupio u ugarskoj mada je ima svuda, ono tipa 5mm debela, sjajna kao folija sa jedne strane a pena neka sundjer sa druge strane, stavio duplu foliju i zatvorio sve...
Da li možda znaš kako se zove ta izolacija i gde je ima za kupiti? Ja sve što sam uspeo da nadjem košta kao da je obložena zlatom a ne alu folijom.
[ bogdan.kecman @ 15.05.2023. 12:31 ] @
ja sam kupovao u auchanu ili u tesku u segedinu rolne ali trebalo bi da ima svuda to da se kupi... ali ne moras tu foliju uzmes 1cm stiropor radice posao
[ vucko47 @ 15.05.2023. 15:23 ] @
Ma napravio sam kutiju drugaru a on se nešto plaši da se slučajno ne zapali pošto je od iverice 🙂 pa jurimo nešto da izlepimo unutra. Kod mene nema nikakvih problema al jbg.
[ bogdan.kecman @ 16.05.2023. 02:18 ] @
pa ovo je neka expandirana plastika nista manje zapaljivo od stiropora sa alu folijom zalepljenom sa jedne strane... pre ce to se zapali nego iverica :D ...
ima onih crnih high-temp izolatora baziranih na gumi ali to nije ovo sto sam ja kroistio i to nisam nigde video da ima da se kupi a da ne kosta bubreg i plucno krilo
[ vucko47 @ 16.05.2023. 02:38 ] @
Ma neću da se cimam oko toga. Cene su ludačke pa neka sam kupuje i lepi ako hoće ja nemam živaca da se zezam više sa ovim.
Iverica i da uspe da se zapali neće baš tako lako da gori jer ko zna kakvog smeća to ima u sebi.
[ vucko47 @ 02.06.2023. 19:29 ] @
Zna li mozda neko jel radi sutra Voxellab (3D Market) u Beogradu? Na sajtu pise ponedeljak - petak a na fb stranici ponedeljak - subota.
[ mnn @ 04.06.2023. 10:21 ] @
Ako nekog zanima da štampa reljef zemljišta Reljef u stl fajl
Ja sam probao ovaj i nije loše. Malo se treba "igrati" sa z osom ako se radi neka manja površina
[ vucko47 @ 25.07.2023. 22:08 ] @
Da li mozda neko zna jel ima gde u Srbiji da se nabavi Nema14 LDO 36STH17-AHG steper motor?
[ bogdan.kecman @ 26.07.2023. 13:53 ] @
imali su kelco i mikroprinc takve male ali geared motore mnogo sporije i nisu high temp ... ovaj sto ti hoces mislim da ide u orbital njega kod nas jedino mozda na kupujemprodajem ako neko stokuje od ovih koji stokuju delove za 3d stampace mada tesko... najbolji bet ti je amazon.de ili kinezi
[ vucko47 @ 26.07.2023. 14:32 ] @
Ma našao sam već vani al mi više muka da dovlačim sve sa strane jbg.
[ bogdan.kecman @ 26.07.2023. 16:07 ] @
srbistan prijatelju, ako ti treba ista sto nije jeftin leba i kineske patike - mora uvezes :(
[ mnn @ 19.08.2023. 18:24 ] @
3D Republika postaje distributer za Bambu Lab za Balkan
Uzeo dva komada prošle godine.
Na Bogdanovu sugestiju
[ bogdan.kecman @ 19.08.2023. 20:47 ] @
si uzeo x1c ili p1p ? kako si zadovoljan ... meni je ovaj x1c+ams totalno kao "alatka u radionici" uopste na njega ne gledam kao na diy spravu vec kao na ono hp network 2d printer :D
btw rekose da ce drzati i njihove filamente ne samo printere, videcemo... od svega sto sam do sada probao sunlu radi odlicno ... uski esun je drndav do jaja mnogo su im uske spulne pa je najbolje premotati... kartonske ne treba ni pokusavati... e sad do sada neki marble koji sam ja probavao PLA ne rade kako treba iz ams-a (inace direkt rade super), nisam probao bambusov marble, svaki put kad sam narucivao nije bio na stanju ... videcemo dal ce rd3 da ih ima na stanju :D iu koje ce cene biti kada plate shiping, carinu, reket ovima na vlasti, dodaju svoju marginu da pokriju cenu poslovanja u srbistanu... dal ce biti racuna kupovati taj filament ili ne posto je u startu skuplji od ostalih
[ mnn @ 20.08.2023. 06:27 ] @
x1c i p1p na kom za sad teram samo pla. Naknadno sam uzeo i AMS za menjanje filamenta.
Ja prezadovoljan pošto meni treba štampač kao alat. Uzeo i nekoliko različitih fleksibilnih ploča. Kad završi izvadim i ubacim drugu a ne da čekam da se prva ohladi.
Uzeo sam i nešto njihovog filamenta i mogu reći da je baš dobar. Malo je gužva dal zbog male proizvodnje ili velike potražnje.
Častili su me sa dva pla carbona pre par dana sa nekom malom cenom. Probao na drugom štampaču na kom je bila čelična nozla 0.6 i on odštampao kao nikad do sad. Inače taj štampač sa pla carbonom iz Voxellaba nema šanse da radi( možda je količina carbona u pitanju)
Kad sam uzimao drugi (p1p) nije imao kameru već je ona išla kao poklon i ja montiram. Dok sam se ja odlučio za kupovinu nestalo kamera i ja uzmem bez. Nakon nekog vreme obaveste me da imaju kamere i da će poslati da ja platim samo poštarinu. I sad su mi nudili štampače sa nekim popustima kao "ranom" kupcu.
Cena je bila za EU +pdv i onda kako se snađeš.
Podrška im je do jaja što bi reko Bogdan. Za održavanje i popravke jednog dana biće "zanimljivo" pošto je to toliko sabijeno u mali prostor i nepristupačno.
U svakom slučaju napravili su veliki problem ostalim proizvođačima zato što su u momentu napravili veliki iskorak napred.
[ vucko47 @ 28.08.2023. 17:44 ] @
Dal je moguće da mi klipper obrne bed mesh po y osi? Ubi me zadnjih par dana sa prvim slojem. Sve je radilo perfektno i onda kreće da me rastura. Inače, bed je fiksiran jer nema potrebe da ga šetam po z.
Pre svakog printa uredno pokupi klicky i odradi kalibraciju normalno ,ostavi klicky na mesto a onda počne da me j!!!. Ne znam šta mu nisam radio i ništa. Sad sam se utripovao da mi nekako obrće y osu kada radi prvi sloj. Tamo gde treba da spusti nozlu on je podigne a gde treba da je podigne on je spusti 😡. I to onda ispadne opšti haos. Bed mesh mi prikazuje normalno i tu vidim da su ose postavljene ispravno.
Podešavanja su ista, ništa specijalno. Ender jeste modifikovan na razne načine ali je do sada sve radilo perfektno.
Sad, ne znam dal je mene ili klipper udarila ova vrućina al sam siguran da neko debelo pravi sr**e.
[ bogdan.kecman @ 03.09.2023. 13:27 ] @
nisam se dovoljno igrao sa kliperom pa ne bi znao reci ali dodaj 2-4 lista papira sa jedne strane beda pa uradi mesh pa pogledaj mesh da li vidis papir na meshu gde ocekujes... prilicno laganica da proveris dal ti je mesh ok
[ vucko47 @ 03.09.2023. 14:05 ] @
Uspeo sam nekako da sredim stvar il se samo sredilo 🤣. A probao sam i to al sa krep trakom i vidim je tačno tamo gde treba.
Nakon toga pobrišem sve i napravim novu start_stop konfiguraciju ali bez da radi privremeni bed mesh već da koristi prethodno napravljeni kao i bez nekih drugih gluposti. Pustim da radi i sve ok. Vratim u konfiguraciju da radi bed mesh pre svakog printa i opet sve ok. U medjuvremenu je bio i neki update valjda pa je možda i to doprinelo.
Sta je konkretno bo problem to pojma nemam. Gledajući po netu sam video da ima još ljudi koji su imali ili imaju sličan problem.
[ vidonk @ 21.10.2023. 22:48 ] @
Pozdrav forumaši,
Ovako imam repliku Hyper Cuba (coreXY) kao što je youtuber Tech2C napravio znači bed je podržan sa jedne strane sa 2 "glatke šipke" i navojnim vretenom,
nije direct drive već bowden, štampač sam sastavio skoro odštampao sam usual staf 20x20x20 cube, 3dbenchy, neke poboljšane djelove za sam štampač
i počeo sam da štampam "malo veći" objekat odnosno držač za MCU PCB board i u toku štampanja malo malo nedostaju spoljni layeri, pa onda open bude
10-tak odštampano pa open jedan,dva hvale so šta bi mogao da bude uzrok ? Koristim PLA štampan na 205C glava je replika E3D V6 all metal
Umjesto da je obratno da je teže odštampati jaje kod mene je obrnuto, Ima li ko nku ideju šta da probam kako bih mogao da nastavim da štampam bez problema ?
[ vucko47 @ 21.10.2023. 23:08 ] @
Meni deluje kao da ekstruder zeza. Mozda preskače ili proklizava. Koji ekstruder je na tom printeru?
[ vidonk @ 22.10.2023. 14:26 ] @
Citat:
vucko47: Meni deluje kao da ekstruder zeza. Mozda preskače ili proklizava. Koji ekstruder je na tom printeru?
ne moze da postigne taj extruder ... na jajetu je spor jer ima prekide, ovde ima ravne linije i nema mogucnost da izbaci toliki volumen plastike u toj jedinici vremena
sad da li je nozla poluzapusena, dal je los transfer toplote, dal je los prenos na extruderu, dal su u sumi - nebitno, ima milion stvari zbog kojih taj extruder ne uspeva da gurne dovoljno plastike ali to ti je rezultat, smanji kolicinu plastike koju pljucas u jedinici vremena i povecaj temperaturu (realno je 205 prenisko za pla) i resices problem ...
a svakako proveri nozlu, cold pull svakako, proveri da li extruder preskace, proveri da ti ne ispada ptfe crevo iz hotenda...
[ vidonk @ 23.10.2023. 20:10 ] @
Citat:
bogdan.kecman: ne moze da postigne taj extruder ... na jajetu je spor jer ima prekide, ovde ima ravne linije i nema mogucnost da izbaci toliki volumen plastike u toj jedinici vremena
Ok pokušaću sa max 220 stepeni,
Pokušao sam sa manijm brzinama isto odštama 1cm u visinu i onda kad dođe do ovih pravougaonih proreza počne da zeza
Citat:
bogdan.kecman
sad da li je nozla poluzapusena, dal je los transfer toplote, dal je los prenos na extruderu, dal su u sumi - nebitno, ima milion stvari zbog kojih taj extruder ne uspeva da gurne dovoljno plastike ali to ti je rezultat, smanji kolicinu plastike koju pljucas u jedinici vremena i povecaj temperaturu (realno je 205 prenisko za pla) i resices problem ...
a svakako proveri nozlu, cold pull svakako, proveri da li extruder preskace, proveri da ti ne ispada ptfe crevo iz hotenda...
radio sam 10tak could pullova i vrh filamenta je ok nema čestica a bebljina filamenta je 0.39mm sa kina šublerom
ja sumnjam na heat creep da heat break pravi problem kad krenu češće retrakcije odma počnu problemi.
E sad problem je što extruder ne pravi nikakve zvukove kad krene da preskače desi se da skroz stane on vrti ali nema filamenta.
PTFE crijevo je ok imam one osigurače ono U izgleda na extruderu i na glavi.
Odštampao sam više stvari sve ok i sad odjednom zeza, probaću predloženom pa ćemo da vidimo
[ bogdan.kecman @ 26.10.2023. 00:48 ] @
jedino ako ti je retrakcija bas lose podesena, to nije neki torture test obicno par rupa .. mozes za pocetak da ugasis skroz retrakciju (bice ruzno i cupavo ali nema veze lako se odsece / spali) da vidis da li je do toga mada ne lici jer si reko da ti jaje stampa ok a na jajetu ima mnooogo vise retraction-a nego ovde ... kreep se desava sa retrakcijama i kada presporo stampas pa se popne temperatura kroz filament posebno na ovako dugackim linijama ti izguras filament dovoljno brzo da toplota ne moze da se penje gore tako da ne lici da je to, da nisi stavio sliku sa jajetom retrakcija je prva ideja tu uvek ali jaje ti je ok...
probaj da ubijes retrakciju skroz da budes siguran dal je to... ako radi onda je to, onda vidi koliko mozes da je povecas a da nemas problem... i onda dodatno vidi kako bolje da oladis gornji deo tog v6 mozda da stavis neki malo bolji ventis, oni kineski nisu ni za .!. ...
[ vidonk @ 27.10.2023. 11:02 ] @
Citat:
bogdan.kecman: jedino ako ti je retrakcija bas lose podesena, to nije neki torture test obicno par rupa .. mozes za pocetak da ugasis skroz retrakciju (bice ruzno i cupavo ali nema veze lako se odsece / spali) da vidis da li je do toga mada ne lici jer si reko da ti jaje stampa ok a na jajetu ima mnooogo vise retraction-a nego ovde ... kreep se desava sa retrakcijama i kada presporo stampas pa se popne temperatura kroz filament posebno na ovako dugackim linijama ti izguras filament dovoljno brzo da toplota ne moze da se penje gore tako da ne lici da je to, da nisi stavio sliku sa jajetom retrakcija je prva ideja tu uvek ali jaje ti je ok...
probaj da ubijes retrakciju skroz da budes siguran dal je to... ako radi onda je to, onda vidi koliko mozes da je povecas a da nemas problem... i onda dodatno vidi kako bolje da oladis gornji deo tog v6 mozda da stavis neki malo bolji ventis, oni kineski nisu ni za .!. ...
Probao sam retrakciju od 2-5mm ništa se ne mijenja odštampa dobar dio ok onda počne da preskače layere, mislim da je do extrudera poručio sam aluminijski
[ vucko47 @ 28.10.2023. 19:50 ] @
Sad sa ekstruderima možeš da se igraš kako hoćeš, ima toga dosta za kupiti ili napraviti. Kod nas malo teže za kupovinu al ima vani sve.
Evo šta ja vozim na mom kinezčiću zadnjih dana.
Jbg, svi šrafovi različiti al to mi bilo pri ruci kad sam montirao 🤣. Težina sa montiranim hotendom i svim ostalim 190 grama. To je bez onog ventilatora što visi sa strane 😀. Za ovo što teram ovih dana mi nije potrebno hladjene a inače kačim jedan 5015 što je za moj abs i više nego dovoljno. Ja to moram bar jednom mesečno da čačkam i menjam svašta nešto. Kanim se da narednih dana isprobam i jedan ekstruder sa kaišima 🙂
[ vidonk @ 29.10.2023. 17:21 ] @
Citat:
vucko47: Sad sa ekstruderima možeš da se igraš kako hoćeš, ima toga dosta za kupiti ili napraviti. Kod nas malo teže za kupovinu al ima vani sve.
Evo šta ja vozim na mom kinezčiću zadnjih dana.
Jbg, svi šrafovi različiti al to mi bilo pri ruci kad sam montirao 🤣. Težina sa montiranim hotendom i svim ostalim 190 grama. To je bez onog ventilatora što visi sa strane 😀. Za ovo što teram ovih dana mi nije potrebno hladjene a inače kačim jedan 5015 što je za moj abs i više nego dovoljno. Ja to moram bar jednom mesečno da čačkam i menjam svašta nešto. Kanim se da narednih dana isprobam i jedan ekstruder sa kaišima 🙂
Fino fino, koji to ender tačno ? Ja sam prestao da ih pratim zadnje vrijeme. Inače kartazijci/bed slingeri mi se nesviđaju zbog težine koju tjeraju po osama.
Koju brzinu možeš da postigneš za infil na tom enderu ?
[ vucko47 @ 29.10.2023. 20:56 ] @
To je ender 3v2 al ga tera klipper. Ne znam ni sam kada sam ga tačno kupio, možda pre dve do tri godine. Uzeo ga da bih pravio delove za drugu mašinu a usput i nešto naučio o svemu tome. Sada mi služi za testiranje svega i svačega al ume da uradi i dobar print kada zatreba 🙂.
Sad, što se tiče brzine i nije ender neka brza mašina. Baš taj nazovi bed mu je slaba tačka. Prvo što je to aluminijum od nepunih 3mm pa još kriv ko k.... a i staklo preko je takodje krivo i dodaje mu još nepotrebne mase. Moram i njega da zamenim sa normalnim komadom aluminijuma al trenutno nemam grejač pa je to na čekanju za sada.
Ja uglavnom koristim abs pa tako da ne znam koji mu je maksimum sa brzinom jbg. Od skora trošim i asa al mu to dodje isto kao i abs 🙂.
[ vidonk @ 29.10.2023. 21:18 ] @
Citat:
vucko47: To je ender 3v2 al ga tera klipper. Ne znam ni sam kada sam ga tačno kupio, možda pre dve do tri godine. Uzeo ga da bih pravio delove za drugu mašinu a usput i nešto naučio o svemu tome. Sada mi služi za testiranje svega i svačega al ume da uradi i dobar print kada zatreba 🙂.
Meni su svi preporučivali klipper al ja sam se odlučio za 32-binu MCU. Vidim da si planirao da napraviš 3D štampač pa me interesuje koji tačno si želio?
Citat:
vucko47:
Sad, što se tiče brzine i nije ender neka brza mašina. Baš taj nazovi bed mu je slaba tačka. Prvo što je to aluminijum od nepunih 3mm pa još kriv ko k.... a i staklo preko je takodje krivo i dodaje mu još nepotrebne mase. Moram i njega da zamenim sa normalnim komadom aluminijuma al trenutno nemam grejač pa je to na čekanju za sada.
Ja sam poručivao dio po dio za moju mašinu i ja imam alu bed od 3mm ima manjih devijacija ali je to ispod 0,1 milimtra, skoro sam štampao veći poklopaci prvi layer je ispao super.
Probaj ogledalo ono bi trebalo da je ravnije
Citat:
vucko47:
Ja uglavnom koristim abs pa tako da ne znam koji mu je maksimum sa brzinom jbg. Od skora trošim i asa al mu to dodje isto kao i abs 🙂.
Ja bježim od ABS-a zbog mirisa i skupljanja
[ vucko47 @ 29.10.2023. 22:03 ] @
Počeo sam sa marlinom al sam brzo prešao na klipper jer imam raznih ploča koje odlično mogu da posluže za te stvari a i malo sam mu izmenio opis što marlin nije baš mogao da izgura. Jedno vreme sam koristio intel nuc a sada ne znam šta sam stavio. Mislim da je neka amd pločica al šta je na njoj ko zna 🙂. Višak pinova sa enderove ploče koristim za svašta nešto. Belt z, klicky probe, kontrola hotend ventilatora, temperatura kućišta itd..
Što se tiče delova to pojma nemam šta sam sve dovukao i šta još uvek dovlačim 🤣. Uglavnom sve mora da se uveze. Zadnje što sam kupio su oni ldo pancake stepper motori. Imao sam samo jedan pa sam ga šetao svako malo. Grejač za bed sam kupio samo jedan kad sam govedo i on je na tom drugom štampaču koji pravim i štimam već ko zna koliko. Počeo sam i jedan manji cnc pa često bude cirkus kad se to sve pomeša. Jbg, ja ovo sve radim za svoju dušu i nemam nameru da ulazim u nekakav posao sa 3d štampom.
Što se tiče abs-a jeste da ima taj miris ali meni to nije u kući a i skutijano je sve zbog temperature pa i kada si pored štampača nema nikakvog mirisa. Naravno dok se ne otvore vrata 🤣. To dal' ispusta više ili manje "mirisa" il' koliko se povlači dosta zavisi od kvaliteta abs-a. Ja sam ga opasno zgotivio pa umem da ga držim pod kontrolom kakav god da je kvalitet. Za razliku od abs-a petg me je onesvestio. Ja ne znam dal' ima nešto na štampaču i u okolini za šta se to go..o nije zalepilo.
[ bogdan.kecman @ 30.10.2023. 14:37 ] @
Citat:
vidonk:
Probao sam retrakciju od 2-5mm ništa se ne mijenja odštampa dobar dio ok onda počne da preskače layere, mislim da je do extrudera poručio sam aluminijski
probas skroz bez :D
elem, imas sada bedza extrudera, prebaci to gumno na direct drive extruder ionako je spor ko .!. tako da ti extruder motor na X osi ne smeta uzmi neki all metal komplet sa velikim heatsinkom i pevaj :D ...
Probao sam i nije završilo ni prvi layer prekinuo print total mess
Citat:
bogdan.kecman:
elem, imas sada bedza extrudera, prebaci to gumno na direct drive extruder ionako je spor ko .!. tako da ti extruder motor na X osi ne smeta uzmi neki all metal komplet sa velikim heatsinkom i pevaj :D ...
Ne znam za tebe ali meni Hyper Cube leti, ostao sam bez filamenta ali probaću kako spoljni zidovi izgledaju na 100mm/sec e ako je to sporo onda ne znam.
Ja tjeram bowden sa 2mm retraction-om i radi bez problema e sad to što pritisak na filament ne vrši opruga već elastičnost PLA poluge pa popusti posle nekolika sata
to je neka druga priča. Ne mogu vam opisati koliko sam zadovoljan setupom ove mašine samo da mi stigne extruder
Probajte da odštampate jaje sa linka odozgo, smanjio sam mu visinu na 32mm
[ bogdan.kecman @ 30.10.2023. 19:41 ] @
vidi mora da moze da otstampa bez retrakcije, imas stringing naravno (koji se relativno lako ocisti nije to neko mudo), mi smo preko 5 godina stampali bez retrakcije dok nekom retrakcija nije pala na pamet...
sto se brzine tice, ja imam ovde printere koji tuku 500mm/sec sa 500,000mm/sec/sec acceleracijom :D a nisu corexy :D ... nije brzina problem ... kada max flow nije veliki, a max flow ide na gore sa boljim extruderom ... ali kada povecavas max flow creeping prestaje da bude problem i kod losih extrudera zato mi je cudno sto imas takav problem na vecoj brzini.... ono sto je cudno je jaje ima mnogo vise retrakcija od one obicne single rupe na kvadru... nesto tu meni jos smrdi ... da si ovde blizu pa da snimimo termalnom da vidimo sta se tacno desava :D al niksic daleko jbg... brzina nije problem ako je masina cvrsta, ja sam cak dual extruder (1.75 sa 0.25mm nozlom za perimeters i 3mm sa 1mm nozlom za infill) solidne tezine sa 2 motora, 2 hotenda... gurao preko 500kmm/sec/sec bez problema, fora je samo mora 12mm sirina kaisa, i to original, ne ovaj 4-5mm kinez koji je na aliexpresu i mora masina bude cela jaka... to je npr bilo na masini napravljenoj od MDF-a koja je cela bila izlepljena, ne srafljena, pa onda preko mdf-a 6mm alu ploce sa svih strana utegnute celicnim brezonima, oko 92-93kg je bio printer :D (na zalost nije preziveo selidbu jer nije mogao da prodje kroz vrata pa je rasturen u delove jos tamo pre 11 godina)
inace taj plasticni extruder ako je od PLA to ti je bas problem jbg :( i bice ti problem sa cim god, printni ga bar od PETG ako neces od ABS-a mada je ABS tu keva, razbusis samo rupe posle busilicom i pesma ... ne podnosim bowden, nikad nisam mogao ocima da ga vidim, posebno sto je neupotrebljiv za sve osim za PLA ... ima sada bas malih direct drive extrudera laganih koji guraju cudo i karate plastike kroz sebe, imas onaj sto je rumun napravio za voron sa onim planetarnim mini steperom...
[ vucko47 @ 30.10.2023. 20:43 ] @
Ja moj abs trenutno vozim na 60mm/s, suluda brzina . Jbg, tu sam sasvim siguran da nema pucanja i povlačenja. A ovaj ekstruder što se vidi na prethodnoj slici, šerpa, može da progura čudo plastike.
Sličan problem kao i @vidonk sam imao pre nekog vremena kada sam na kineza vratio njegov ekstruder a hotend je bio e3d v6 ako sam pogodio tačan naziv 🙂. Nejednako guranje plastike, pa preskakanje i totalno proklizavanje ekstrudera. Stavim njegov hotend i isto sr..e. Onda zakačim orbiter i sve opet normalno i u granicama protoka za hotend.
Ja sam skontao da je u mom slučaju problem bila verovatno temperatura motora koja se prenosila na metalni točkić koji gura filament. Na stranu što je to inače bicikla od ekstrudera.
Sad su direct-drive ekstruderi jeftini a još sa ovim ldo pancake motorima imaju i malu težinu al ko šta voli nek koristi.
@bogdan.kecman
Na koji konkretno ekstruder za voron misliš? Ja sam baš juče video novi dizajn ekstrudera za voron al zaboravih koji mu je naziv jbg.
[ vidonk @ 30.10.2023. 22:40 ] @
Citat:
bogdan.kecman:
vidi mora da moze da otstampa bez retrakcije, imas stringing naravno (koji se relativno lako ocisti nije to neko mudo), mi smo preko 5 godina stampali bez retrakcije dok nekom retrakcija nije pala na pamet...
Pa može on bez retrakcije ali mi se ne čisti stringing nikako, znam može upaljačem da se spali i malo skalper al ajde ako ne bude druge printaću tako
Citat:
bogdan.kecman:
sto se brzine tice, ja imam ovde printere koji tuku 500mm/sec sa 500,000mm/sec/sec acceleracijom :D a nisu corexy :D ... nije brzina problem ... kada max flow nije veliki, a max flow ide na gore sa boljim extruderom ... ali kada povecavas max flow creeping prestaje da bude problem i kod losih extrudera zato mi je cudno sto imas takav problem na vecoj brzini.... ono sto je cudno je jaje ima mnogo vise retrakcija od one obicne single rupe na kvadru... nesto tu meni jos smrdi ... da si ovde blizu pa da snimimo termalnom da vidimo sta se tacno desava :D al niksic daleko jbg...
Koji je to tip mašine što printa 500mm/sec stvarno impresivno zavidim ti ?Čitao sam da zavarivalje layera pri tako nekim overkill brzinama postaje problem. Hvala ti što bi mi izašao toliko u susret
pored posla i svih obaveza koje imaš nadam se da ćemo uspjeti nešto i ovako da riješimo. Evo da se pohvalim ovako to izleda kod mene sa svježe odštampanom ručicom
koja gura ležaj a on filament na ultijev knob.
Citat:
bogdan.kecman:
brzina nije problem ako je masina cvrsta, ja sam cak dual extruder (1.75 sa 0.25mm nozlom za perimeters i 3mm sa 1mm nozlom za infill) solidne tezine sa 2 motora, 2 hotenda... gurao preko 500kmm/sec/sec bez problema, fora je samo mora 12mm sirina kaisa, i to original, ne ovaj 4-5mm kinez koji je na aliexpresu i mora masina bude cela jaka... to je npr bilo na masini napravljenoj od MDF-a koja je cela bila izlepljena, ne srafljena, pa onda preko mdf-a 6mm alu ploce sa svih strana utegnute celicnim brezonima, oko 92-93kg je bio printer :D (na zalost nije preziveo selidbu jer nije mogao da prodje kroz vrata pa je rasturen u delove jos tamo pre 11 godina)
Kod mene su oni 2020 alu profili i ram je čvrst nema šta. Koliko košta takav originalni kajiš od 12mm ? Meni se čini da nije problem retrakcija već guranje filamenta kad su male dužine u pitanju sve ok kao što jaje pokazuje čim je linija preko 10-tak mm dužine odma problem onaj bockavi gear od ultija ne gura filament valjda nekad gura nekad ne
Citat:
bogdan.kecman:
inace taj plasticni extruder ako je od PLA to ti je bas problem jbg :( i bice ti problem sa cim god, printni ga bar od PETG ako neces od ABS-a mada je ABS tu keva, razbusis samo rupe posle busilicom i pesma ... ne podnosim bowden, nikad nisam mogao ocima da ga vidim, posebno sto je neupotrebljiv za sve osim za PLA ... ima sada bas malih direct drive extrudera laganih koji guraju cudo i karate plastike kroz sebe, imas onaj sto je rumun napravio za voron sa onim planetarnim mini steperom...
Da uzeću kilo PETG-a kad budem išao do glavnog grada možda riješi problem. To nešto na osnovu onog bambu lab-a ? I on ima čini mi se planetarni mini stepper
[ bogdan.kecman @ 01.11.2023. 17:17 ] @
Citat:
vucko47:
Na koji konkretno ekstruder za voron misliš? Ja sam baš juče video novi dizajn ekstrudera za voron al zaboravih koji mu je naziv jbg.
ovaj rumun sto je izmislio roto rolo tako nesto se zove ... veliki dole hotend a gore malecno gumno sa malim okruglim motorom sa planetarnim prenosom... zaboravio sam tacno kako se zove ali mislim da je sa onim kinezima sto su pravili klon komarca dogovorio da ga prave ... stao mi mozak a moja oprema je po podrumu i po kutijama ne mogu da dodjem do mojih bukmarka
[ bogdan.kecman @ 01.11.2023. 17:28 ] @
Citat:
vidonk:
Pa može on bez retrakcije ali mi se ne čisti stringing nikako, znam može upaljačem da se spali i malo skalper al ajde ako ne bude druge printaću tako
ideja je da probas da li je do toga, cisto kao info, ne da tako na dalje stampas :D
Citat:
vidonk:
Koji je to tip mašine što printa 500mm/sec stvarno impresivno zavidim ti ?Čitao sam da zavarivalje layera pri tako nekim overkill brzinama postaje problem.
to su sve moji dizajni ... realno ta masina bas na koju sam mislio vise ne postoji (nije mogla izadje kroz vrata kada smo se selili iz pretproslog stana u prosli stan) ali je bila napravljena od debelog MDF-a (28mm debljina ako se dobro secam) koji je secen za siroke tiple (ne znam kako se to zove) i onda je lepljen, ceo ulepljen, onda preko toga 6mm ploce aluminijuma koje ga stegnu dodatno i onda dodatna rigidnost sa celicnim brezonima koji utegnu sve i cuvaju sve prave uglove.... sama masina je sa 25mm hiwin sinama, nema23 motorima i kretanjem slicnim kao na ultimakeru samo nisu dve sipke vec 2 hiwin sine i set od 2 extrudera koji ima 4 kolica da ide po te dve sine, tako da su nema 23 motori koji su poteski stacionarni na ramu a jedino sto se mrda su mali nema17 motori na extruderu (u stvari jedan nema17 i jedan nema14 posto je jedno 1.75mm extruder sa 0.2 do 0.4mm nozlom a drugo je 3mm extruder obicno sa 1 - 1.5mm nozlom - prvi za perimeter a drugi za infill)
Citat:
vidonk:
Kod mene su oni 2020 alu profili i ram je čvrst nema šta
:D :D :D
2020 alu profili su savitljivi... nema tu cvrstoce prijatelju, to je "ok" za 3d stampu zato to nema nikakvih lateralnih sila, da pustis da miluje nesto video bi kako se cela masina uvija :D .. tako i velike akceleracije ne rade posao jer se ram uvija... to ne da nije cvrsto nego vrlo suprotno od toga... celicni izsavijan lim stancani je cesto cvrsci ako se dobro uradi
Citat:
vidonk:
Koliko košta takav originalni kajiš od 12mm ?
skoro isto kao ovaj od 5mm razlike su smesne u ceni .. samo je fora naci ga u nekoj nemackoj radnji pa dobaciti vamo, nisu to neke cene problem je samo sto vecina on-line prodaje kinu a ozbiljni sajtovi sa original kaisevima drze min pitch 5mm te za ove sa mini razmakom zuba koji nama trebaju nije lako naci
Citat:
vidonk:
To nešto na osnovu onog bambu lab-a ? I on ima čini mi se planetarni mini stepper
ne to je starije od bambusa to je razvijano za voron da bude mega lagano a da gura puno plastike ali da me ubijes sad kako se zove.. roto, rolo, ro na .!. ga ... ili orbi nesto .. bem ga..
kupovao sam od njih svasta, kvalitet je cesto bolji od originala!!! cena nije klasicna dzaba kineska ali kvalitet KIDA
[ bogdan.kecman @ 01.11.2023. 17:39 ] @
taj orbiter je izmislio neki rumun, tj madjar koji zivi u rumuniji i onda je napravio dil sa mellow da oni prave to u kini i prodaju a daju onda nazad neki % .. tako da mellow na ali je njegov originalni proizvodjac mada pogledaj sajt pa vidi detalje ima tu svasta nesto zanimljivo koga zanima
vzbot ( https://docs.vzbot.org/vz-other/goliath ) takodje ima do jaja stvari, goliat j. kevu koliko je dobar, oni imaju isto extruder koji je odlican isto mislim da ga ima kod mellow-a u do jaja kvalitetu ..
[ bogdan.kecman @ 01.11.2023. 17:44 ] @
a za brzinu, vidi obican ender5 kome zamenis par delova trci 3500mm/sec2 acceleration i brzinom od 1000mm/sec a moze i mnogo mnogo brze kada mu se ucvrsti ram (posto je od jadnih malih 2020 extruzija) .. dovoljno akrilne ploce da mu usravid u 4 stranice da ga ucvrstis do jaja, ako 5mm akril zamenis sa 5-6mm aluminijumom - pesma :D mozes teras duplo vise :D ... naravno mora bacis us...ne tockice i stavis proper sine
nije nije evo nasao sam na ALI-ju posto znam da mellow pravi a oni su na aliju ..
[ vucko47 @ 01.11.2023. 18:21 ] @
Kupujem ja preko mellow svašta nešto. Baš su mi skoro od njih stigli oni ldo pancake motori. Kvalitet im je odličan. A i taj orbiter sam kod njih isto pazario 🙂
[ vidonk @ 01.11.2023. 19:03 ] @
Citat:
bogdan.kecman:
ideja je da probas da li je do toga, cisto kao info, ne da tako na dalje stampas :D
Ah pa nismo se sporazumijeli, praštaj, probao sam ista stvar posle drugog trećeg layera nedostaje jedan onaj završni layer
Citat:
bogdan.kecman:
to su sve moji dizajni ... realno ta masina bas na koju sam mislio vise ne postoji (nije mogla izadje kroz vrata kada smo se selili iz pretproslog stana u prosli stan) ali je bila napravljena od debelog MDF-a (28mm debljina ako se dobro secam) koji je secen za siroke tiple (ne znam kako se to zove) i onda je lepljen, ceo ulepljen, onda preko toga 6mm ploce aluminijuma koje ga stegnu dodatno i onda dodatna rigidnost sa celicnim brezonima koji utegnu sve i cuvaju sve prave uglove.... sama masina je sa 25mm hiwin sinama, nema23 motorima i kretanjem slicnim kao na ultimakeru samo nisu dve sipke vec 2 hiwin sine i set od 2 extrudera koji ima 4 kolica da ide po te dve sine, tako da su nema 23 motori koji su poteski stacionarni na ramu a jedino sto se mrda su mali nema17 motori na extruderu (u stvari jedan nema17 i jedan nema14 posto je jedno 1.75mm extruder sa 0.2 do 0.4mm nozlom a drugo je 3mm extruder obicno sa 1 - 1.5mm nozlom - prvi za perimeter a drugi za infill)
Well done, to je bio armirani tenk. Jel bio CoreXY ?
Citat:
bogdan.kecman:
:D :D :D
2020 alu profili su savitljivi... nema tu cvrstoce prijatelju, to je "ok" za 3d stampu zato to nema nikakvih lateralnih sila, da pustis da miluje nesto video bi kako se cela masina uvija :D .. tako i velike akceleracije ne rade posao jer se ram uvija... to ne da nije cvrsto nego vrlo suprotno od toga... celicni izsavijan lim stancani je cesto cvrsci ako se dobro uradi
Ne znam meni je ram solidan, 2020 profili su relativno kratki pa i to igra ulogu a to što ti kažeš da nose glodalcu to je već druga priča
Probao sam sa malo većim brzinama i ne osjećaju se nikakve vibracije na ram-u, da se uvija ili sl. Nego sam tanak sa filamentom :(
Citat:
bogdan.kecman:
ne to je starije od bambusa to je razvijano za voron da bude mega lagano a da gura puno plastike ali da me ubijes sad kako se zove.. roto, rolo, ro na .!. ga ... ili orbi nesto .. bem ga..
Nego pojavio mi se drugi problem sa elektronikom, dešava se s vremena na vrijeme
nije do display-a dugme je ok, a elektronika je BTT SKR 1,4 Turbo ? Any idea ?
[Ovu poruku je menjao vidonk dana 01.11.2023. u 20:37 GMT+1]
[ vucko47 @ 01.11.2023. 19:45 ] @
Citat:
Nego pojavio mi se drugi problem sa elektronikom, dešava se s vremena na vrijeme nije do display-a dugme je ok, a elektronika je BTT SKR 1,4 Turbo ? Any idea ?
Ja te ništa nisam razumeo . Kakav problem sa elektronikom?
A i kako uspevsš da printaš na toj podlozi? Ta traka il šta već na bedu deluje baš drljavo 🙂
Edit:
Dok sam pisao poruku nije bilo drugog klipa.
[ vidonk @ 01.11.2023. 20:01 ] @
Citat:
vucko47: Ja te ništa nisam razumeo :D. Kakav problem sa elektronikom?
A i kako uspevsš da printaš na toj podlozi? Ta traka il šta već na bedu deluje baš drljavo 🙂
Obična papirna traka sa lakom za kosu preprskana ali se nakon 3-4 printa "pohaba" ne printam
ništa već 10-tak dana a ostao sam skoro i bez filamenta a mrzilo me da lijepim novu
kod mene sve radi, 1 layer prijanja baš dobro i na onakvoj podlozi, bowdern sa 2mm retrakcijom
radi bez problema, ali ne mogu da odštampam pravu liniju na pravouganom modelu .
Kod mene sve obratno
Sorry nešto radim preko anydeska pa ne znam šta sam napisao a šta nisam
Kao što vidiš uđe u meni pa se vrati na info screen kao da je dugme pritisnuto non-stop
[Ovu poruku je menjao vidonk dana 01.11.2023. u 21:26 GMT+1]
[ bogdan.kecman @ 03.11.2023. 12:09 ] @
Citat:
vidonk:
Well done, to je bio armirani tenk. Jel bio CoreXY ?
tenk, da, ali na zalost nije bio "rastavljiv" samim tim ni "prenosiv" tako da je umro jbg ...
ne, nije bio corexy, rekoh vec, to je bio gantry slican kao na ultimaker samo sa 2 sine ...
sta je fora, imas jednu sinu koja se krece po X i imas jednu sinu koja se krece po Y osi, sine su potpuno nezavisne, imas fixiran motor na ram koji vrti sipku koja na dva coska ima puli koji drzi kais koji pomera sinu tako da su ti motori koji mrdaju sine fiksni. na preseku te dve sine ti je pozicija koja te zanima, uzmes plasticnu kockicu i zasrafis na nju pod 90 stepeni kolica navuces sine i dobijes XY kretnju koja nema motor koji se seta sa nekom osom a racunica za polozaj je jednostavna, nema drndanja i transformacija koje ti trebaju za corexy, racunica jednostavna, testiranje jednostavno, belt tensioning nije kritican... sve u svemu po meni mnogo bolje od corexy ... ultimaker radi isto to samo ima 2 sipke i linearne lezajeve na toj kockici koja nosi extruder
Citat:
vidonk:
Da nije ovo
stavio sam gore direkt linkove na ALI na to sto sam mislio
Citat:
vidonk:
elektronika je BTT SKR 1,4 Turbo
ja jos nisam video nesto sto taj SKR tim pravi da valja :( sve elektronike su im pune bagova
ne mislim
- nisam je probao
- koliko god ti kinezi koji se vataju za 3d prave ok ili odlicnu mehaniku nemaju pojma sa elektronikom i prave mega lose stvari, cak i kada kloniraju naprave sra...
sto se elektronike tice ja duet volim i to original (klonovi su sa 50% tanjim bakrom sto je problem) i to je to ... voleo sam smoothieboard ali to je mrtva prica na zalost
[ vidonk @ 04.11.2023. 15:31 ] @
Citat:
bogdan.kecman:
tenk, da, ali na zalost nije bio "rastavljiv" samim tim ni "prenosiv" tako da je umro jbg ...
ne, nije bio corexy, rekoh vec, to je bio gantry slican kao na ultimaker samo sa 2 sine ...
sta je fora, imas jednu sinu koja se krece po X i imas jednu sinu koja se krece po Y osi, sine su potpuno nezavisne, imas fixiran motor na ram koji vrti sipku koja na dva coska ima puli koji drzi kais koji pomera sinu tako da su ti motori koji mrdaju sine fiksni. na preseku te dve sine ti je pozicija koja te zanima, uzmes plasticnu kockicu i zasrafis na nju pod 90 stepeni kolica navuces sine i dobijes XY kretnju koja nema motor koji se seta sa nekom osom a racunica za polozaj je jednostavna, nema drndanja i transformacija koje ti trebaju za corexy, racunica jednostavna, testiranje jednostavno, belt tensioning nije kritican... sve u svemu po meni mnogo bolje od corexy ... ultimaker radi isto to samo ima 2 sipke i linearne lezajeve na toj kockici koja nosi extruder
Da da nije CoreXY već kao Ulti samo umesno "šipki" ti si stavio one linearne šine sa kolicima
Citat:
bogdan.kecman:
ja jos nisam video nesto sto taj SKR tim pravi da valja :( sve elektronike su im pune bagova
Aha ok, imaš još neku ideju šta bih mogao provjeriti na štampaču ?
Imam jednu ideju ali da ne trošim vrijeme i material bzv ako ti misliš da neće da fercera, evo ovako.
U lokalnoj srednjoj mašinskoj školi postoji smjer "kompjutersko konstruisanje" valjda koriste neku prastaru verziju SolidWorks-a
pa sam mislio da im sastavim jedan 3D štampač ali mi se ne daju neke velike pare čisto nešto da imaju da mogu dizajn da
prevore u 3D oblik brzinom oko 50-tak mm/s. Evo ovako mislio sam da uradim ram od odštampanih 2020 profila po uzoru na ove što
imam s tim što bi išao brezon kroz sredinu i na krajevima bi bio pritegnut maticama koje ne bi virile već bi bile u ravni sa ivicom.
Napajanje od PC-ja (imam), Mega-Ramps combo sa bed-om od pcb ploče sa ogledalom i LCD screen bi bilo ok (jeftino), 4 nema motora,
end stopovi(imam 3kom), kaiš(imam), inductive sensor (imam) e jedino dal da idem sa glatkim šipkama za X osu ili kabon, printhed (imam)
Šta misliš ?
[ bogdan.kecman @ 04.11.2023. 22:32 ] @
za manje pare mozes da kupis polovan ender3 nego sto ces samo da platis 2020 profile nemoj gubis vreme na to, samo ces ti biti za sve kriv a oni sa tim nece nista raditi
[ bogdan.kecman @ 04.11.2023. 22:34 ] @
ti si skoro u EU, posta radi prilicno ok, imas po EU pun .!. polovnih ender3 printera za kikiriki
[ vidonk @ 04.11.2023. 23:01 ] @
Citat:
bogdan.kecman: za manje pare mozes da kupis polovan ender3 nego sto ces samo da platis 2020 profile nemoj gubis vreme na to, samo ces ti biti za sve kriv a oni sa tim nece nista raditi
Vjerovatno se nisam se najbolje izrazio, imam ideju da odštampam 2020 profile od PLA na 220C na mom štampaču i da
provučem m4 brezon kroz sredinu 2020 plastičnog profila i zašrafim ga na krajevima tako da i ako se desi lom profili če
ostati "u ravni" jer ih drži brezon iznutra, interesuje me tvoje mišljenje o toj ideji ?
Citat:
bogdan.kecman: ti si skoro u EU, posta radi prilicno ok, imas po EU pun .!. polovnih ender3 printera za kikiriki
Malo je komplikovano ovdje u MNE uvesti printer, treba gomilu papira da sredim da nisam osuđivan, da platim špediterske usluge, carina,
odobrenje od ministarstva ekonomije i td
[ bogdan.kecman @ 06.11.2023. 02:12 ] @
to je bre crna gora, posalji ga autobusom iz nemacke i stici ce ...
za 2020 od pla sa brezonom, radili ljudi, nisu se usrecili :( ....
Prvi sneg u mom kraju i normalno da nema telefona, interneta, struje... Naravno, opet puče print zbog nestanka struje. Ne znam ni koji put do sada se to dešava. Često se desi da struja prekine na minut iz ko zna kog razloga i to je dovoljno da s...e štampu. Ovo sada je palo par centimetara snega i za očekivati je neko sr..e jbg.
E, kako ja više nemam živaca da bacam plastiku onako i da razmišljam hoće li opet nešto "vanredno" da se desi pa da po...e sve iznova moram da nabavim ili napravim nekakav UPS za štampač. Ove što imam su mi svi zauzeti a nisam siguran ni koliko bi neki računarski UPS završio posao. Imam i par APC rashodovanih negde u furdi pa mogu možda nešto da budžim.
Da li neko koristi ili ima nekakav predlog za neki UPS? Mislim da je maksimalna potrošnja mog sokoćala nekih 350W kada je sve pouključivano.
[ bogdan.kecman @ 27.11.2023. 03:21 ] @
najveca je potrosnja na pocetku dok greje bed od ladnog do radne temperature, posle toga je mnogo manja potrosnja, a za to vreme ti ups nije mnogo bitan tako da ne bi trebalo da imas problem sa 350VA upsom ... ja drzim 700VA upsove (neki matori APC i BestPower upsovi) ali sam zakacio na njih velike olovne akumulatore ... posto su originalne baterije odavno mrtve ja sam na ove sto rade na jednu bateriju turio po jedan 75Ah accu za kola a na ove sto rade na 2 baterije 2 accu za kola ali manja (mislim da su 40Ah ali nisam siguran) ... dovoljno da printer radi duuuuuugo vremena :D ... e sad ja tu imam ventilaciju pa sam turio obicne akumulatore (to sam imao), da je u zatvorenom turio bi gel akumulatore za kola (mrvicu skuplji) ... recimo ovaj bambus vuce kilowat kada krene da greje bed ali ups je tada u bypass modu tako da i 700VA ups radi posao, a posle kada krene da radi ne vuce ni 100W u proseku tako da ako nestane struje dok radi moze uglavnom da zavrsi na bateriju...
jedini problem kod ovoga je ako ups nije u stanju da napuni bateriju (pregreje se pre nego napuni bateriju) onda je zgodno kada nestane struje, kad zavrsis posao, pre nego sto upalis ups napunis bateriju externim punjacem pa tek onda vratis nazad na ups...
inace ove printere koje sam ja sam pravio, oni svi rade na 24V ne koriste 230vac uopste (x1c na primer koristi 230vac za grejanje bed-a) tako da ja ne koristim ups na njima uopste vec direkt na izlaz od napajanja zakacim 2 akumulatora u seriju paralelno sa napajanjem i pesma... nije idealno, nije kako treba punjenje akumulatora al bole me uvo :D nemam gubitke na samom ups-u, dranje ventisa na upsu i slicno
[ vucko47 @ 27.11.2023. 09:22 ] @
Kontao i ja da budžim nešto samo sa dva aku jer je isto na 24V al fora je što imam i NUC koji vozi klipper, kamere i jedan telefon kao klipper screen a led za osvetljenje u kutiji u kojoj je štampač je na 12V 🤣. Cirkus jbg.
Probaću da osposobim jedan APC pa da mu isto zakačim dva aku od auta. Trebalo bi da su 1000VA i imaju mogućnost dodavanja eksternih baterija al to je opet znatno manji kapacitet od automobilskih akumulatora. Možda bih morao da mu pojačam malo i hladjenje.
Ako se dobro sećam, punjenje je sa nekih 1A pa je to malo problematično. Ne znam kakav je firmware al kontam da neće dozvoliti beskonačno punjenje. A ja, kakvo sam govedo, neću se setiti da ih napunim sa punjačem.
[ bogdan.kecman @ 29.11.2023. 00:26 ] @
pa klipper vezi na jedan akumulator a svetlo ne mora da se bekapuje ko ga j. sto bi trosilo struju
pazi punjenje je slabo ali sta ima veze, napunices ti kad dodje struja rucno, tebi je realno bitno da on moze da drzi dovoljno dugo ...
gledao sam foru, spoje malu bateriju na ups (ono 1-3Ah) standardnu ups sla bateriju i onda preko relea vezu accu veliki a rele se napaja direkt iz 220 i sada kada ima struje rele spoji accu prema punjacu za accu koji isto radi na 220v tako da je accu non stop na punjacu, za sve to vreme ups je srecan sa svojom malom baterijom, kada nestane struje rele prespoji accu direkt umesto na punjac prespoji ga direkt na bateriju od upsa ... kada dodje struja opet, rele vrati accu na punjac i skine ga as upsa, tako da ups nikad ne vidi taj accu kao nesto sto treba da puni :D ... nisam radio to ali sam video na par mesta radi do jaja :D
[ vucko47 @ 29.11.2023. 16:49 ] @
Moram priznati da mi se svidja ta ideja sa relejom
[ vidonk @ 14.02.2024. 14:04 ] @
@bogdan.kecman pretražih temu tri puta al ne mogu da nađem tvoj post gdje si pisao o filamentima koje je dobar koji ne
uzeo bih jednu rolnu PLA sa aliexpress imaš neku preporuku/link koji brend da uzmem ?
[ vucko47 @ 14.02.2024. 14:36 ] @
To što će ti Bogdan preporučiti teško da ćeš naći na aliju . Vidim da na fb grupi ljudi hvale sunlu i dd od tih nekih jeftinih. Ja sunlu nisam probao a sa dd petg sam imao očajno iskustvo. Jeste da ne trošim nešto pla ali esun pla i petg su mi ok dok zadnja tura esun abs+ je katastrofa, unakazili su ga opasno.
Sad je ovde kod nas dobavljiv i formfutura pa ću morati da uzmem abs da probam. Ako je neko već koristio njihov asa/abs neka napiše koju.
Sad, meni ne moraš mnogo da veruješ pa čekaj dok se Bogdan javi.
[ dr0id @ 14.02.2024. 14:42 ] @
Probaj i https://www.extrudr.com/en/ (kupon za 20% popusta: EX_DruckTipps3D). A Sunlu je standardno odlican, bolji od DD
[Ovu poruku je menjao dr0id dana 14.02.2024. u 16:17 GMT+1]
[ SaleB81 @ 15.02.2024. 08:20 ] @
@vucko47:
Gde nabavljas Esun?
Ja sam pre 4-5 godina nabavio jedan kotur PLA, ne secam se gde, pamtim ga kao dobrog.
Uzeo sam od Djordja (nesit2bhobby.com) kotur Sunlu u decembru, ali ga jos nisam upotrebio. Pre nekoliko meseci sam uzeo Polymaker neki plavi PLA od nekog ko je imao 15kg viska na FB grupi. Njega trenutno koristim i jedan je od najboljih koje sam do sad koristio (u rangu sa Print-rite Colido i Esun od pre pet godina). Sad vidim pre neki dan objavu za Form Futura (3Dhut.rs), pa planiram i od njih da uzmem kotur da probam. DD na osnovu onoga sto ljudi pisu o njemu na FB grupi, ne mogu da zakljucim da je nesto sto zelim da probam, navodno ima velike varijacije u kvalitetu, i kada je dobar, nije los, a kada je los neupotrebljivo je los. Gembird ima varijacije u kvalitetu, ali kada je los je i dalje sasvim upotrebljiv.
Konkretno znacajna razlika koju sam primetio izmedju Polymaker-a i prethodno rado koriscenog Gembird-a. Gembird kada stoji u stampacu 2-3 dana (kotur visi iznad), promenama vlage na na dnevnom nivou deo koji visi izmedju koutura i ekstrudera postane krut i pukne ili ako eventualno ne pukne tokom stajanja, odlomi se cim se pokrene ekstruder. Polymaker moze da stoji i 15 dana, a da je i dalje fleksibilan i upotrebljiv.
U 3Dhut ponudi privukao mi je paznju PETG HDglass, to imam zelju da probam.
[ vucko47 @ 15.02.2024. 12:54 ] @
eSun uzimam preko Madjara i zadnju turu sam uzeo preko Donald Krizsán al valjda ima nešto i u Voxellab. Od pla sam uzeo samo jedan kotur pla+, imam ga dosta od prethodne ture pa mi nije bilo potrebno više. Probao sam ga i bar meni deluje da je sve ok.
Petg je takodje dobar. Probao sam jedan kotur plavog iz zadnje ture i isto je ok.
Ja ih vozim na 160 za wall i 200 infil a 3800 acceleration i štampaju se odlično, ujednačeno i bez string-a. Kada završim idu u vakum kese.
DD petg ne znam kako bih opisao. Moje iskustvo sa njim je očajno, jednostavno smeće. Probao sam sve i svašta al bez pozitivnog rezultata. Da li im toliko varira kvalitet ne znam jer sam nekom srećom uzeo samo jedan kotur u crnoj boji. Tamo na fb grupi kad ih neko popljuje skoči pola grupe u odbranu tako da nisam ništa pisao u vezi toga .
Najzanimljiviji su mi kada komentarišu ona pakovanja sa par boja iznenadjenja. Kao sve super, sve odlično samo se malo teže štampaju i ima stringing-a a i možda su i puni vode što je sasvim normalno pa kad pogodim sva podešavanja i prosušim ga jedno šest puta po četiri sata ima da radi ekstra 🤣🤣🤣. A i boje su malo šuntave al' ja sam prezadovoljan, najbolji filament .
Moram naglasiti da ja možda grešim u vezi dd filamenta i da sam možda samo naleteo na loš kotur pa moje pisanje ovde ne mora biti ispravno. Ko misli drugačije može slobodno da mi pošalje kotur na probu .
Pomenuh u prethodnom postu da sam opet uzeo esun abs+ pa moram napisati da je iskustvo slično kao sa dd . To jednostavno više nije onaj isti filament. Ne znam šta su mu uradili ali su uspeli da ga unakaze. Prvo što prečnik filamenta opasno varira pa nije moguće dobiti ujednačen protok na nozli drugo i najbitnije vezivanje slojeva je nula. Neće on da se krivi i lepi ok za bed al džabe kad se lomi po slojevima kao grisina.
Abs uglavnom vozim na 60 i sporije sa 50 do 60° okoline a sa ovim iz nove ture ne znam šta da radim. Probao sam razne kombinacije i podešavanja i ništa pa je moje mišljenje da trenutno esun abs+ treba zaobići i novac potrošiti na nešto normalno. Jednostavno, nije više onaj isti abs.
Gembird sam probao samo abs i to kupio na kp za neku siću. Meni delovao ok al samo kida kako smrdi . Opet, bolje uzeti nešto normalnije bar što se abs-a tiče.
[ mnn @ 15.02.2024. 18:28 ] @
Vucko ko ti je taj Donald Krizsán.
[ vucko47 @ 15.02.2024. 18:41 ] @
Pustio sam ti pp. Nesto mi trulo da kacim ovde coveka
[ SaleB81 @ 15.02.2024. 19:28 ] @
Ja se ne bih setio da razmisljam o tome na tvom mestu. Coveku je to dopunski posao. Nikad steta od reklame. No, uvek moze i pp da se pusti nekom novom ako bude zainteresovan. Da li si od Lenarda nekad nesto narucivao? On je poslednje imao neki Filaticum, uglavnom samo PLA, ali mi je promaklo. Dok sam ja video i razmislio, on sve rasprodao.
[ vucko47 @ 15.02.2024. 20:17 ] @
Samo zadnju turu sam uzeo preko njega. Abs, petg, pla+... Meni je nudio sunlu jer je valjda to imao trenutno ali nisam uzeo. Mozda sam trebao uzeti za probu jer ga dosta ljudi hvali al uglavnom svi pricaju o pla a mene zanima abs i od skoro asa. Jbg kad se ovde pojavi nesto ok to odmah ode pa treba uzimati kad je se u mogucnosti. Ja obicno gledam kada imaju ok popusti pa onda cimam drugare, rodbinu ili nekoga od ovih sto dovlace sve i svasta.
[ SaleB81 @ 15.02.2024. 21:54 ] @
Djordje (nesit2bhobby.com) je uzeo zastupnistvo za Sunlu. Mislim da ima oglas i na KP. Problem je trenutno sto je prva tura u toku, pa je izbor boja i materijala ogranicen, ali koliko znam imaju velike planove vec za naredni uvoz. Trenutno su samo PLA beli, crni i narandzasti dostupni koliko znam u Sunlu brendu, a PETG i ASA ima u crnoj boji, brenda Gucai. Ako sam dobro razumeo Jamg He, Gucai i Sunlu su brendovi istog proizvodjaca i po kvalitetu vrlo slicni, ali za detalje pozovi Nesit ili pitaj Djordja na FB grupi. PETG trenutno ima sjajnu cenu.
[ bogdan.kecman @ 19.02.2024. 04:23 ] @
uh uh ... vidi ovako ... kod nas, najvkvalitetniji filament ti je u 3d republici, ali kosta
u voxxel-u svi filamenti su ok i ok su cene
kupujemprodajem u 99% slucajeva je smece
aliexpres je u 99% slucajeva smece ako nisu namebrand a taj namebrand ces ovcde kupiti jeftinije + racunaj 100% ces platiti carinu i pdv na tu posiljku je sve preko po kile proveravaju duplo
ja najvise trosim sunlu pla od djordja (ima samo crni i beli) - def. najbolji odnos cena/kvalitet, i plax od 3d republike (ono sto im je na stoku je kraj fabrika je zatvorena
petg takodje od djordja jamghe ili kako se vec zove, isto vrlo kvalitetan, jedina mana je sto je na kartonskoj spulni
evo da ti dam info, samo ove godine sam potrosio njegovih preko 25kg PLA i 15kg PETG, on valjda prelazi sad na taj jamghe pa rasprodaje sunlu po prilicno dobrim cenama a meni se to trosi prilicno brzo, jedini problem je sto ne drzi 100 boja vec ono crno, belo i eventualno narandzasto (narandzasto se dobro farba) sto je meni ok mene boje ne zanimaju crna, bela i providna su mi 99.9999%
(ako ti treba djordjetov kontakt javi se na pp)
abs, asa, petg-cf, pa-cf iskljucivo 3d republika (sto su imali svog, sto imaju sad bambusovog) ili ako mogu da dovucem iz evrope onda dasfilament i octofiber
koristio sam godinama esun abs ali to je prilicno nizak kvalitet, takodje probal sam sve noname sa aliexpresa i hobbykinga i sve je uzas ukljucujuci i name brendove kao colido npr ...
creality petg providni iz voxxel-a je odlican (bas sam stuko 5kg pre neki dan) jedini problem je sto je printani objekat dosta krt, recimo mesec 30cm u precniku kada ispadne sa stolice na plocice razbije se :( (ask me how I know) jamghe petg je malo elasticniji ne puca tako lako
@saleb81, nije isti proizvodjac :D a kvalitet jeste tu negde ali razliciti proizvodjac, razlicita i fabrika jamghe je radio do sada uglavnom rezine skoro je krenuo da radi filament ...
sunlu je ogroman proizvodjac, ne znam da li imaju "verzije" razlicite po kvalitetu ali ono sto je provalio narod je da je sunlu jedan od proizvodjaca bambusovog pla filamenta, ovaj djoletov je skroz ok, jedino bela ima cudnu neku nijansu oce vuce u daljini malo na roze na led svetlu ... gotovo neprimetno, na malim komadima se ne vidi uopste ali na vecim povrsinama, posebno ravnim, na jacem led svetlu se vidi da vuce na roze u daljini :D ... ja taj beli koristim za interface layer za support za petg pa mi svejedno :D ali ko hoce neki bas cisto belu...
[ vucko47 @ 11.10.2024. 21:01 ] @
Da li je neko koristio one jeftine tmc2209 drajvere sa alija? Trebalo bi mi nekih pet komada da nabodem na octopus v1 ploču pa me zanima ima li neko da ih je koristio i valja li to čemu?
[ bogdan.kecman @ 11.10.2024. 21:27 ] @
da, nisam imao nekih problema
[ vucko47 @ 11.10.2024. 22:17 ] @
Ok, hvala za info
[ MajorFatal @ 14.10.2024. 22:40 ] @
Kad bi nekako mogle 2 nozle da se stave, pa da se brzina štampe duplira, ili deset nozli, pa da bude deset puta brže ..
[ bogdan.kecman @ 14.10.2024. 23:01 ] @
moze 2 nozle, to su ti IDEX stampaci
a moze i vise samo nema poente, 2 su vise nego dovoljne a brzina stampe
uopste nije problematicna odavno
[ MajorFatal @ 15.10.2024. 13:16 ] @
Više sam mislio jedan veći predmet duplo brže, nego dva manja identična predmeta, al ajd, nije bitno ..
[ bogdan.kecman @ 15.10.2024. 23:23 ] @
i to radi, koristis manju precizniju nozlu za perimeter i deblju brzu nozlu za infill i dobijes 10-100x ubrzanje a kvalitet isti ili bolji
[ MajorFatal @ 16.10.2024. 15:37 ] @
To zvuči sjajno! A na primer dva različita filamenta pa kao oni dvokomponentni gitovi, ili dvokomponentne smole, da se kombinuju osobine i dobije bolje?
[ bogdan.kecman @ 16.10.2024. 18:43 ] @
koristi se dva razlicita filamenta jedan za support npr a drugi za objekat ili dve boje ili 5 boja .. ima i sa 5 nozli i vise ... ali mesanje plastike nije moguce, cak i kada bi gurno dva razlicita filamenta u istu nozlu izadje napolje kao zubna pasta sa jedne stgrane jedan sa druge drugi, nema sanse da se tek tako pomesa... kada ti treba spec osobina plastike napravis takvu plastiku pa zicu od takve plastike, nema tu mesanja pri stampi
[ vucko47 @ 16.10.2024. 20:57 ] @
Mnogo to komplikovano a i treba uštelovati dva ekstrudera a nedjabože tri ili vise da rade sinhronizovano. Što više komplikuješ to više problema dobiješ. A, u današnje vreme štampa ide sasvim solidno što se tiče kvaliteta i brzine.
Meni je više "problematična" višebojna štampa od brzine. Jbg, uglavnom teram abs pa sam ograničen sa brzinom. U zadnje vreme i asa jer sam dobio rolnu na poklon i oduševio se.
Ako se koristi jedna nozla/ekstruder pravi se previše otpada a ako kreneš da praviš printer sa više alata/glava il' kako se već kaže, e onda tek vidiš sve čari 3d printa 😄. A nakon toga ide 😀 je.. me onaj ko me nagovorio da počnem sa ovim da se je...🤣
Kad sam već ovde, uzeo sam deset onih tmc2209 jeftinih drajvera sa alija za koje pitah pre par dana pa pišem dal' su ok kad i ako stignu.
[ MajorFatal @ 16.10.2024. 21:52 ] @
Meni to sve zvuči super, pa imam samo još jedno pitanje: čini mi se da printer pravi uvek iste poteze u smislu u istom pravcu dok štampa, zar ne bi bilo bolje da sa svakim novim slojem promeni pravac i štampa "unakrst", sve mi se čini ako su svi odštampani slojevi u istom pravcu da će kao što sam čitao na ovoj temi, da počnu da deluju sile koje rascepe ili izvitopere odštampani predmet?
[ SaleB81 @ 16.10.2024. 22:21 ] @
To mozes da podesis u softveru (slajseru) u nekoj meri. Mozes da podesis da li ce prvo da radi ispunu pa opseg ili opseg pa ispunu. Mozes da podesavas da li ce svi startovi biti na jednom mestu (x, y) ili ce u svakom sloju da pocne na drugom mestu. Ima jos nekoliko parametara koji mogu da se podese koji uticu na redosled kontura na slojevim, ali ne znam ih na pamet. Ovaj poslednji znam zato sto to koristis najcesce kad ne zelis da vidis sav obodu zaobljenog predmeta.
[ vucko47 @ 16.10.2024. 22:32 ] @
Pa nije baš da tako radi. Slojevi se preklapaju. Ima tu i do temperature i hlađenha slojeva kao i do materijala koji se koristi, podešavanja... Slajseri su dosta napredovali i print se može lepo utegnuti sa ok brzinama. Treba samo odvojiti vremena i sve podesiti pa uz dobro utegnutu mašinu dobiješ rezultat kao likovi sa yt 😁.
Samo, ja sam relativno nov u ovome pa nemoj da se hvataš za moje pisanje ovde. Počeo sam pre par godina uz Bogdanove savete i nisam hteo gotovo rešenje. Realno nisam imao pojma ništa o 3d štampi a Bogdan mi je objasnio gde da gledam i koje su opcije.
Uglavnom, uz mene koji konstantno nešto čačkam, veoma skup hobi 😁
Edit:
Da dodam samo da je ovo odgovor na @MajorFatal pisanje
[ MajorFatal @ 17.10.2024. 18:49 ] @
Lakše mi nacrtati nego objasniti .. ovako nešto sam mislio: Ako štampač uvek štampa istovetnim potezom napred nazad na primer, sve što odštampa je paralelno međusobno, a ako bi pri svakom sledećem sloju menjao pravac štampe za 45 stepeni, dobilo bi sa malo drugačije, u oba slučaja bi bila odštampana kocka, ali bi ova druga možda bila otpornija na udarce, krivljenje, cepanje ... ?
[ bogdan.kecman @ 17.10.2024. 19:44 ] @
Citat:
vucko47:
Mnogo to komplikovano a i treba uštelovati dva ekstrudera a nedjabože tri ili vise da rade sinhronizovano. Što više komplikuješ to više problema dobiješ. A, u današnje vreme štampa ide sasvim solidno što se tiče kvaliteta i brzine.
veruj mi, nije komplikovano uopste :D
Citat:
vucko47:
Meni je više "problematična" višebojna štampa od brzine
farbanje je keva, visebojna stampa je prilican waste of time and resources
Citat:
vucko47:
. Jbg, uglavnom teram abs pa sam ograničen sa brzinom. U zadnje vreme i asa jer sam dobio rolnu na poklon i oduševio se
nadji punjen ili sa carbon tubes ili sa glass fibers ... ne warpuje se i moze dosta brzo da se stampa, jedini problem je cena - mada je dosta jeftiniji od cf najlona .. jedino mora stavis celicnu nozlu i celicni zupcanik na extruderu
[ bogdan.kecman @ 17.10.2024. 19:45 ] @
Citat:
MajorFatal:
Meni to sve zvuči super, pa imam samo još jedno pitanje: čini mi se da printer pravi uvek iste poteze u smislu u istom pravcu dok štampa, zar ne bi bilo bolje da sa svakim novim slojem promeni pravac i štampa "unakrst", sve mi se čini ako su svi odštampani slojevi u istom pravcu da će kao što sam čitao na ovoj temi, da počnu da deluju sile koje rascepe ili izvitopere odštampani predmet?
to je sve podesivo ali po defaultu stampa unakrst ali to sa tim silama nema nikakve veze i to ne pomaze za te sile
[ bogdan.kecman @ 17.10.2024. 19:47 ] @
Citat:
MajorFatal:
Lakše mi nacrtati nego objasniti .. ovako nešto sam mislio: Ako štampač uvek štampa istovetnim potezom napred nazad na primer, sve što odštampa je paralelno međusobno, a ako bi pri svakom sledećem sloju menjao pravac štampe za 45 stepeni, dobilo bi sa malo drugačije, u oba slučaja bi bila odštampana kocka, ali bi ova druga možda bila otpornija na udarce, krivljenje, cepanje ... ?
ne radi kao na prvoj slici, to bi bilo glupo, zasto bi tako radio
ovo na drugoj slici moze tako da radi, moze da se podesi ali ne radi tako jer ni to nije idealno i bacanje je vremena i materijala
ako te zanima kako radi skini orca slicer, pusti da slajsuje neki objekat pa u preview pogledaj kako tacno slaze filament i onda pogledaj parametre koje ve mozes da menjas da delujes na to kako slaze filament ... u svakom slucaju od tvoje dve slike ne valja ni jedna
Upravo vadim iz malog mozga da je gui grafic user interface ili tako nešto :) ne zanima me baš toliko, samo se raspitujem, ako nije problem .. pokušao sam na youtube da nađem orca slicer, ali sam naleteo na ekstrudere .. ako vam ekstruderi budi evoluirali kao alpinistička oprema možda će izgledati ovako, onaj deo koji nalaže na filament ..
Ne znam koliko se dobro vidi u sredini taj usečeni točkić koji naleže na alpinističko uže, kao usek od zupčanika ekstrudera što nalaže na filament i povlači ga, alpinistička sprava ima zupce koji se zabijaju u uže donekle, tu su svi pre 20 godina svi imali poprečne horizontalne zareze baš kao na ekstruderu danas, ali to je iako deluje logično proklizavalo, a niko ne voli da prokliza na užetu dok je ambis ispod njega, i onda su svi stavili zupce, zarezi dobro i vidljivo okom nazube filament, ali realno dok radi tu je mala kontaktna površina, zupci bi morali da vuku u svakom slučaju .. e sad ostale detalje znaju oni koji su više u priči, da li to uopšte može tako i ima li smisla ..
[ Predrag Supurovic @ 18.10.2024. 14:37 ] @
Sa užetom je to lako jer je mekano i od vlakana je pa zupci imaju za šta da se zakače. Filament je tvrd.
[ branko tod @ 18.10.2024. 17:31 ] @
Ovo je moćna sprava
[ MajorFatal @ 19.10.2024. 08:02 ] @
Filament je tvrd, ali nijedna plastika ne može biti tvrđa od metala od koga je napravljen zupčanik za ekstruder, koliko ja vidim ostaju tragovi od ekstrudera na filamentu, i to jako loši, širina samog useka je manja nego razmak između dva useka, ovo možda sve vreme šlajfuje, tj proklizava po filamentu, na svakoj poziciji gde je točkić ravan, između svaka dva zareza ..
Ako je ravan točkić, kao kod "one gear extruder" kontakna površina između okruglog nenazubljenog točkića i filamenta okruglog profila je samo jedna tačka, na sredini filamenta i točkića .. ako je točkić usečen kao oba kod "two gear extruder" kontakna površina je samo jedna uska traka gde se dodiruju površine točkića i filamenta .. to će kad tad da proklizava čini mi se ..
[ bogdan.kecman @ 20.10.2024. 03:24 ] @
@branko, te sprave su prilicno jednostavne, ono sto je tu mega mocno je ta smesa betona i fibera i aditiva koja omogucava da to radi, inace samo spravu napravis u kucnoj radionsti prilicno je jednostavna svi problemi mehanicki su davno reseni.... osnovne razlike su tu izmedju razlicitih smesa "betona" ako ga tako mozemo nazvati
@major, mnogo je kompleksnije od toga i to da je plastika "meksa" nije bas tako, da vidis kako se taj metal potrosi od te plastike no u svakom slucaju princip sa opreme za penjanje ne moze ni u kom slucaju da se koristi jer je namenjen za drugaciji materijal koristi drugu kompletno ideju funkcionisanja i extremno je neprecizan ... ti kada gurnes 1 mikron plastike extruderom sa 1.75mm ako dole imas rupu od .25m tebi izadje dole 50 mikrona ... tako da ti je 1 mikron tamo vamo ogromna greska na extruderu ... svi ovi problemi sa tvojih slika su odavno reseni, problemi koji su sada su mikro nepreciznosti tipa kada navuces drajver na osovinu i stegnes ga za osovinu srafom da ga drzi da se ne pomera ti ga ofsetujes u stranu koji mikron i taj gubitak koncentriteta se vidi kao artefakti na printu pa sada novi kvalitetniji extruderi koriste sve glodano iz komada i slicno... davno je u 3d stampi nesto tu mehanicki problematcno da treba "resenje" sada se samo jure nule preciznosti izrade samih delova nista drugo.... ono sto kaska u 3d stampi je slajser software koji nije ni blizu toliko razvijen kao mehanika i elektronika i tu ima strasno mnogo prostora za napredak jer za razliku od klasicnog CAM software-a za cnc gde operator koji pravi finalni gcode program rucno pravi blokove koda uz pomoc cam softwarea ovde software generice kompletan kod i daleko je od idealnog
[ MajorFatal @ 21.10.2024. 15:15 ] @
Citat:
bogdan.kecman:
@major, mnogo je kompleksnije od toga i to da je plastika "meksa" nije bas tako, da vidis kako se taj metal potrosi od te plastike no u svakom slucaju princip sa opreme za penjanje ne moze ni u kom slucaju da se koristi jer je namenjen za drugaciji materijal koristi drugu kompletno ideju funkcionisanja i extremno je neprecizan ...
Oprema se potroši i pojede i u alpinizmu od užeta koje je deklarativno "mekše", ali ima još sličnosti, u oba slučaja je kombinacija metalnog uređaja i plastičnog medija koji je predimenzionisan u jednom smeru, tj tanak a dugačak, kao uže ili filament, u oba slučaja medij ide samo u jednom smeru, i ne sme biti proklizavanja, u oba slučaja su se odlučili za užljebljen točkić sa zarezima da bi obezbedio više trenja, u oba slučaja sprava mora da bude univerzalna da prihvati različite dimenzije medija, kod užeta od 8 do 13 milimetara, u oba slučaja opruga približava jedan deo skalamerije mediju ... zato mi se učinilo da neka ideja možda može da se pozajmi, ja bih proverio i pecaroši koje trikove koriste, zbog silka, silk je tanak dugačak i plastični :)
Citat:
ti kada gurnes 1 mikron plastike extruderom sa 1.75mm ako dole imas rupu od .25m tebi izadje dole 50 mikrona ... tako da ti je 1 mikron tamo vamo ogromna greska na extruderu ...
Slažem se, ali i obrnuto je ista greška, ako treba da gurne, a ne gurne zbog proklizavanja opet imaš 50 mikrona grešku, samo sad u suprotnom pravcu, toliko nedostaje na štampi ..
Citat:
ono sto kaska u 3d stampi je slajser software koji nije ni blizu toliko razvijen kao mehanika i elektronika i tu ima strasno mnogo prostora za napredak jer za razliku od klasicnog CAM software-a za cnc gde operator koji pravi finalni gcode program rucno pravi blokove koda uz pomoc cam softwarea ovde software generice kompletan kod i daleko je od idealnog
Verovatno ne mogu da razumem ni šta tačno sve slajser radi, ali ako možeš rečima da opišeš šta bi ti smatrao za idealan ili približno idealan kod, drage volje ću saslušati?
[ bogdan.kecman @ 21.10.2024. 17:23 ] @
> oba slučaja medij ide samo u jednom smeru
ali ne ide, u slucaju 3d printa ide u oba smera, jako precizno i jako brzo
> univerzalna da prihvati različite dimenzije medija
opet ne, medij je uvek iste evlicxine samo je razlicite tvrdoce
> zato mi se učinilo da neka ideja možda može da se pozajmi
toliko je razlicito da osim koncepta "nesto gura nesto" nema sta da se pozajmi
> pecaroši koje trikove koriste
cisto trenje namotaja oko osovine nista drugo
> Verovatno ne mogu da razumem ni šta tačno sve slajser radi
pa ako te zanima probaj jbg dzabe je, nema bas mnogo poente diskutovati bez nekog osnovnog poznavanja materije
[ MajorFatal @ 21.10.2024. 20:34 ] @
Citat:
bogdan.kecman: > oba slučaja medij ide samo u jednom smeru
ali ne ide, u slucaju 3d printa ide u oba smera, jako precizno i jako brzo
Koliko dugo čitam ovu temu, a nisam primetio taj detalj, da li govorimo o istom, tvrdiš da u nekom trenutku ekstruder vraća filament uzbrdo, kroz nozlu, i gore na kotur?
Citat:
> univerzalna da prihvati različite dimenzije medija
opet ne, medij je uvek iste evlicxine samo je razlicite tvrdoce
Bio sam uveren da ako hoćeš da štampaš sa 1,7 mm filamentom, pa onda sa 3 mm, samo zameniš nozlu, a ekstruder može da ostane isti ..
Citat:
> zato mi se učinilo da neka ideja možda može da se pozajmi
toliko je razlicito da osim koncepta "nesto gura nesto" nema sta da se pozajmi
Ja naveo 10 sličnosti, on podveo pod nešto gura nešto, sledeći put ću da stavim onu novčanicu iz top liste nadrealista, koja se zove Đe ba zapelo, i tu nešto gura nešto, ljudi guraju fiću koji se zaglavio u blatu .. :)
Citat:
> Verovatno ne mogu da razumem ni šta tačno sve slajser radi
pa ako te zanima probaj jbg dzabe je, nema bas mnogo poente diskutovati bez nekog osnovnog poznavanja materije
Ja i ne diskutujem ako mi veruješ, samo se raspitujem, a osnovno znanje imam sa ove teme, ne bih instalirao slajser, možda nekad neki od softvera za pravljenje 3d modela, tu bih se možda snašao, tinkercad, fuzion360, cora to sam nešto gledao.
[ vucko47 @ 21.10.2024. 20:52 ] @
Da, ekstruder vraća filament nazad i to je takozvani retraction. Od softvera ti je dovoljno da instaliraš već pomenuti Orca slicer i Fusion 360 ili Freecad.
[ bogdan.kecman @ 22.10.2024. 00:15 ] @
Citat:
da li govorimo o istom, tvrdiš da u nekom trenutku ekstruder vraća filament uzbrdo, kroz nozlu, i gore na kotur?
naravno, i to jako brzo i jako precizno, ima vise razloga zasto se i kada to radi, posto se istopljena plastika ne ponasao kao njutnovski fluid da bi odrzavao jednak pritisak u nozli moras da drndas filament tamo vamo pri ubrzavanju i usporavanju... kada hoces naglo da prekines moras da napravis vakuum u nozi inace ti iscuri filament iako si ti prestao da guras jer sama nozla ima svoju zapreminu gde je tecna plastika i ista iscuri pod silom gravitacije
Citat:
Bio sam uveren da ako hoćeš da štampaš sa 1,7 mm filamentom, pa onda sa 3 mm, samo zameniš nozlu, a ekstruder može da ostane isti ..
jok, sve je razlicito i extruder i kompletan hotend, ne moze jedan extruder da gura i 1.7 i 3mm mora drugi zupcanici, sve drugo ... dalje sile su ogromno razlicite (preko 100x su vece sile potrebne za izgurati plastiku kroz nozlu iste velicine u slucaju 3mm filamenta vs 1.75)
Citat:
Ja naveo 10 sličnosti, on podveo pod nešto gura nešto
zato sto nisu slicnosti ako znas sta i kako radi :D
Citat:
Ja i ne diskutujem ako mi veruješ, samo se raspitujem
pa slobodno postavi pitanje, niko ovde ne krije znanje
ali vise ces nauciti tako sto sa thingiverse-a skines 10 razlicitih stl-ova, instaliras orca slicer i igras se sa tih 10 stl-ova tako sto ih slajsujes i gledas sta dobijas kao izlaz ... mnogo brzo ce ti mnoge stvari biti kristalno jasne
[ MajorFatal @ 22.10.2024. 00:35 ] @
Najlepše hvala za strpljenje za moja mnogobrojna pitanja!
Pre nego što instaliram slicer imam samo još jedno pitanje napamet: recimo da nacrtam dve 3d kockice za jamb, koje su obe po 10 mm veličine, znam da će štampač dobro da ih uradi, ali recimo da je razmak između njih dve 0,1 mm .. da li će da odštampa takvu scenu sa dve kockice, ili će već dok crtam da mi brani da bilo koja dimenzija bilo čega bude ispod 0,25 mm, koliko sam stekao utisak da je najčešći najmanji korak, pomeraj, štampača? Ili će nekako da uspe da se snađe i odštampa i takvu scenu?
[ Predrag Supurovic @ 22.10.2024. 00:54 ] @
Odštampaće kaosi nacrtao, samo računaj da je to dovoljno blizu da se kocke malo zalepe jedna za drugu pa kad ih razdvojiš nećeš imati lepe površine.
[ SaleB81 @ 22.10.2024. 08:26 ] @
Ne znam odakle ti podatak da stampac postize najmanji pomeraj od 0.25mm. U sustini ne znam koliki je najmanji korak, ali 0.25 mi deluje kao jako mnogo. Standardni motori imaju korak od 1.8 stepeni, sto mu dodje na 200 koraka po krugu rotacije. Kod mene na 5god starom Ender-u su koturici na motorima precnika 12mm sa 20 zubaca, ako se ne varam. Znaci ako uzmemo u obzir da je obim zone tockica preko koje prelazi kais 37mm, motor je u mogucnosti da precizno postavi kais 200 jedinstvenih polazaja u tih 37mm. To je 0,1884mm razmaka izmedju pojedinacnih polozaja. Ovo izlaganje uzima u obzir korake motora, a drajveri vec dugo uspevaju da postignu mikro korake, koji ako se ne varam, uspesno uspevaju svaki korak da podele na bar 16 manjih delova (postoje i drajveri koji to rade do 256 mikrokoraka, ali u praksi neke od tih opcija ne rade bas najbolje koliko sam citao). Ali, vec sa 16 mikrokoraka sa 0,1884 dolazimo do pomeraja od 0.011775mm. Ako se ne varam vecina hobi stampaca se reklamira da postize uspesan pomeraj od 0.04mm. Ovo je sad vise neka okvirna matematika, niti sam uzeo ubzir debljinu kaisa, niti tegljenje kaisa, jer je osnovna poenta bila da pokazem da je 0.25 mnogo. Ja kod mene mogu da izmerim razliku konacnih dimenzija predmeta zavsino od toga da li je on nacrtan 0,1mm veceg ili manjeg precnika.
Kod stampe velika preciznost i nije od nekog velikog znacaja jer tecna plastika pod pritiskom ne moze bas da isprati detalje pokretanja do te mere do koje bi to bilo znacajno glodalici, tj. vece su tolerancije koje se mogu kompenzovati na razlicite nacine, pa i povlacenjem plastike u nazad. Primera radi, tebi iz dizne izlazi plasticni valjak precnika 0.4mm (moze manje ili vise zavisno od precnika dizne), ali kada se no pritisne na podlogu, on se malo rasiri, pa postane elipsastog poprecnog preseka, visine (karikiram) 0.3 i sirine 0.5. Time se postize slepljivanje sloja na sloj i prvog sloja na podlogu, ali takodje mogu da se naslone jedan na drugi, delovi koji su stampani previse blizu. Postoji cak i tehnika crtanja, tzv. print in place, gde se neki mehanizam od vise delova stampa sa malim tolerancijama izmedju delova, tako da pre prve upotrebe te veze mogu lako da se polome i da dobijes funkcionalan mehanizam koji je moras da sastavljas.
Ti kad crtas, program za crtanje ne zna cime ces proizvesti deo i da li ces ga proizvoditi, samim tim ne moze ni da te ogranici na nacin koji spominjes. Naravno svaki program za crtanje ima minimalnu dimenziju na kojoj moze da postavi dve paralelne linije i taj broj nije beskonacno mali, ali bar 0.01 ce ti svaka od tih aplikacija dozvoliti. Kada crtas nesto, ti ces obicno nacrtati jednu kockicu, pa ces u slajser softveru podesenom prema tvom stampacu staviti dve kockice jednu do druge. Ja zbog tehnickih ogranicenja mog stampaca predmete postavljam na oko 5mm razmaka jer dobijam glatke bocne povrsine, udaljenost prenosa je dovloljno velika da ce stampac povuci plastiku unazad, napraviti vakuum pri prenosu, pa nece biti curecih mostica (stringing, bridging). Ta podesavanja kada ce da se povuce nazad, pir kojoj udaljenosti, koliko daleko unazad, to su sve funkcionalne celine koje se podesavaju u slajseru, a on na osnovu parametara motora, prenosa, dimenzija radne povrsine, objekta za izlivanje, ... pravi listu G kodova koje stampac samo interpretira red po red.
Za kraj, slika kako izgleda mesingani tockic ekstrudera koga je pojelo oko 20kg plastike (obicne, neabrazivne, pla plastike).
[ bogdan.kecman @ 22.10.2024. 12:44 ] @
0.25mm je cesto najmanja nozla kojom stampas, mada idu nozle do 0.15mm
najmanji pomeraj sa kojim sam ja radio je 1/100000 mm tako da je najmanji pomeraj / rezolucija u XY ravni mnogo veca nego sto je temperaturna stabilnost masine, vise se masina pomeri kada ti udjes u sobu sa svojih 36 stepeni nego sto je mogucnost pozicioniranja glave u XY tako da sto se tice XY rezolucije / min pomeraja taj deo nije upitan... sto se Z tice najmanje sto sam ja koristio je 0.001mm ali ima ljudi su koristili i manji korak mada je to prilicno beskorisno, realnost je da je nekih 0.05 otprilike min korisna debljina layer-a (Z rezolucija)
[ MajorFatal @ 22.10.2024. 16:34 ] @
Citat:
SaleB81:
Ti kad crtas, program za crtanje ne zna cime ces proizvesti deo i da li ces ga proizvoditi, samim tim ne moze ni da te ogranici na nacin koji spominjes. Naravno svaki program za crtanje ima minimalnu dimenziju na kojoj moze da postavi dve paralelne linije i taj broj nije beskonacno mali, ali bar 0.01 ce ti svaka od tih aplikacija dozvoliti.
Upravo, program koji koristim za ilustracije mi ne dozvoljava da upišem bilo šta ispod 0,01 .. pa me ta situacija zanimala, ako ja nacrtam nešto 0,01, a nozla je najčešće 0,25 šta će da radi u toj situaciji, ali evo sad sam razumeo da je njegov pomeraj nozle nezavistan od same veličine nozle i filamenta, tako da 0,04 mm se hvale, to zvuči super .. više nego super ...
Citat:
Za kraj, slika kako izgleda mesingani tockic ekstrudera koga je pojelo oko 20kg plastike (obicne, neabrazivne, pla plastike).
Ne znam šta da ti kažem :) Ideja je iz alpinizma, pa se valjda Bogdan neće smejati mnogo, njima kad uže pojede spravu od dural aluminijuma, a u cilju uštede ljudstva i materijala, otkače točkić, okrenu ga za 180 stepeni, ponovo montiraju, i nastave da koriste još jednu sezonu, to bi na vašem primeru izgledalo ovako nekako:
Ali ja bih to predložio ranije, dok sam vam verovao da je ova vaša aktivnost "hobi", ovo bre posao, i to ozbiljan ..
Imao bih još milion pitanja, ali ne znam koliko sam dosadan, pa ne bih da preterujem .. "vakum"? Šta bre vakum, pravi vakum, ne možete vi da napravite vakum u kućnoj radinosti .. :)
[ bogdan.kecman @ 22.10.2024. 17:00 ] @
na ovim jeftinim ti mozes da promenis polozaj ovog "guraca" da se trosi na drugom mestu ali nema razloga to kosta 100-200dinara i traje dugo .. a za 500din uzmes 1000x kvalitetniji koji obicnom plastikom neces pojest nikad tako da... to je potrosni deo, skines bacis stavis novi... bedza .. kilo jeftine plastike je 20eur .. dal ce na 20kg da das 2eur za novi sraf koga briga :D
> ne možete vi da napravite vakum u kućnoj radinosti
jao bre fatal ... kako bre ... uzmi flasu, gurni prst, izvuci prst vidi nece izadje, napravio si vakuum u kucnoj radinosti ... uzmi spric, stisni do kraja, zapusi prstom i povuci plandzer - vakuum u kucnoj radinosti :D
kada filament udje u hotend on se rastopi i imas tecnu plastiku u "hotend chamber" koja zeli da curi kroz nozu ali nije lako jer je ulaz "zapusen" delom plastike koji nije jos skroz tecan a nije ni tvrd (transition zone) tako da bi iscurela plastika mora udje vazduh a rupa je mala i onda je to jako spor proces, u svakom slucaju ako "stoji" tako neko vreme iscurece plastika i "chamber" ce biti pun vazduha ... problem kada ti prestanes da stampas na jednom mestu i pomeris se da stampas na drugom mestu tokom tog pomeraja plastika em sama hoce da curne (gravitacija) em pposto je do malopre curela imas spoj izmedju plastike u hotendu i plastike koju si upravo otstampao i posto je plastika brdo upetljanih dugih lanaca polimera taj lanac "vuce" kroz nozlu jos plastike iako je ti ne guras odozgo... da bi to prekinuo ti "jako brzo" povuces filament nazad (retraction) i time kao kada povuces plandzer na spricu napravis vakuum i povuces taj istopljeni deo plastike, prekines taj lanac, dodjes do dela gde hoces da nastavis da stampas, gurnes prvo nazad (priming) tu istopljenu plastiku u "chamber" i onda nastavis normalno da stampas brzinom koju si planirao ... to ti je jedan primer, ima jos ali to je najcesci
[ SaleB81 @ 22.10.2024. 18:02 ] @
Problem je meni bio sto nisam imao novi, jer nisam znao da je potrosni deo. Imam kaiseve, motore, tockice, lezejeve, navojne sipke, dzekove, teflon, za ovo nisam znao. Zato je 20 dana radio okrenut, dok nije stigao drugi sa Alija. Naucio sam. Sad imam dva rezervna koje verovatno nikad necu upotrebiti.
> ne možete vi da napravite vakum u kućnoj radinosti
Zavisi sta smatras vakuumom. Ako vakuumom smatras odsustvo vazduha, da, slazem se. Ali, ako pod vakuumom smatras stvaranje podporitiska u odnosu na atmosferski pritisak, to je kao sto je Bogdan naveo par primera lako ostvarljivo na razne nacine. Kad sam napisao vakuum mislio sam na efekat povlacenja koji je Bogdan mnogo detaljnije objasnio u prethodnoj poruci.
Pitaj slobodno, iz skoro svakog Bogdanovog odgovora na neko tvoje pitanje i ja nesto naucim sto prethodno nisam znao.
> Upravo, program koji koristim za ilustracije mi ne dozvoljava da upišem bilo šta ispod 0,01 .. pa me ta situacija zanimala, ako ja nacrtam nešto 0,01, a nozla je najčešće 0,25 šta će da radi u toj situaciji, ali evo sad sam razumeo da je njegov pomeraj nozle nezavistan od same veličine nozle i filamenta, tako da 0,04 mm se hvale, to zvuči super .. više nego super ...
To je deo koji odradjuje slajser na osnovu karakteristika masine i pozicioniranja predmeta na simulaciji radne povrsine stampaca u samom slajseru. Slajser napise g kod. Masina kada se pokrene, prove sve motore dovede u nulte tacke, tj resetuje ih. Tad masina (misli da) zna koliko pomeraja kog motora je potrebno za izradu svakog sloja i sta treba uraditi kada se neki sloj zavrsi. Zasto misli da zna, za razliku od cnc masina za uklanjanje materijala koje nailaze na otpor pri radu i mnogo im je potrebnije da li je motor stvarno napravio zadati broj koraka, stamaci uglavnom nemaju povratnu spregu i nadaju se da nece doci do preskakanja i gubljenja koraka, ali nemaju nacina da to provere. Naravno, postoje skuplji stampaci koji imaju povratnu informaciju, ali za tim retko postoji potreba.
[ MajorFatal @ 22.10.2024. 19:21 ] @
Citat:
bogdan.kecman: ... vise se masina pomeri kada ti udjes u sobu sa svojih 36 stepeni nego sto je mogucnost pozicioniranja glave u XY
Obećavam da neću ulaziti u sobu .. :)
Citat:
bogdan.kecman:
kada filament udje u hotend on se rastopi i imas tecnu plastiku u "hotend chamber" ... to ti je jedan primer, ima jos ali to je najcesci
Jasno kao dan, jasno kao glečeri jezera Mičingen, mslm mnogo jasnije .. hvala!
Citat:
SaleB81:
Pitaj slobodno, iz skoro svakog Bogdanovog odgovora na neko tvoje pitanje i ja nesto naucim sto prethodno nisam znao.
E pa ako je tako .. :) I ovo pitanje je u vezi sa preciznošću .. na slici su levo dve kocke koje se preklapaju, između njih ima "usek" pretpostavljam da nije nikakav problem da se taj usek svede "na nulu", zanima me ova druga desno kocka, koju sam ja pobrljavio, iz koje vire tri klina, u sva tri pravca x, y, z, različito orijentisani, i sva tri se sužavaju .. na koliko će štampač da ih suzi, da li da smatram da će svaki taj vrh klina kad bi ga merio nečim biti 0,04 mm ili 0,25 ili neka druga mera?
[ SaleB81 @ 23.10.2024. 00:18 ] @
Stampac stampa geometrijska tela, a slajser sve sto je stavljeno na virtuelnu platformu stampaca dozivljava kao celinu (osim ako se nekom naprednom opcijom u slajseru koji to omogucava odredi prioritet stampe ali tada dolazi do izrazaja offset oko glave za stampu potreban za drugi predmet koji ce se posle stampati; licno s tim nisam imao iskustva nikad).
Znaci tvoje dve kocke, ako si ih sjedinio i kao jedno telo ih spustas na podlogu, najveci problem ce biti ostri uglovi izmedju dve stranice, poste ce tu postojati neki minimalan radius jer je u pitanju neprekidna linija. Ja sam rekreirao tvoje kocke kao dva tela, ali jedan objekat. Ako bi jedna kocka imala usek, a bila nezavisan deo, to moze da izgleda ovako. Uz nju moze da se doda druga kocka, koja je nezavisno odstampana, ali treba eksperimentisati sa tacnim dimenzionisanjem sa odredjenim stampacem, da bi to sve leglo kako treba. U sustini svodi na to da je unutrasnja dimenzija (rupa recimo) za oko pola precnika dizne manji nego na crtezu, a da je spoljasnji za oko pola precnika dizne veci od nazivnog. Obicno 0.1mm u stampi ne predstavlja znacajnu razliku, ali kada se rade delovi koji treba da prijanjaju na druge delove unapred definisanih dimenzija (osovine, lezajevi, srafovi, navrtke, ... ) treba poznavati ostvarive tolerancije stampaca koji se koristi.
Primeri su iz Ultimaker Cura slajsera, podesenog za moj stampac, debljina sloja 0.2, dizna 0.4.
Druga kocka ima problem sa drzanjem isturenih pozicija. U sustini sve sto odstupa vise od 45 stepeni od vertikale mora da ima dopunski oslonac tzv support. Na stampacima sa dva ekstrudera, u drugom moze da bude poseban support materijal koji se otapa u vodi, ali na prostijim masinama postoji mogucnost da se support doda stampanjem struktura takvih da se lako odvoje od povrsine predmeta. Povrsina nije idealno ravna, ali je struktura dela mnogo bolja nego kada nema supporta. Slozicu redom slike, crtez, vise slajsova na razlicitim znacajnim visinama, sa objasnjenjima, pa ce ti nadam se, to dati bolju sliku o tome koliko je slajser bitan element. Cura pri tom nije najbolji slajser, ali je jedan na koji sam ja navikao. Ima drugih koji bi to mozda bolje optimizovali, ali sustina je u tome da je jedna od funkcija slajsera da prilagodi ulazni crtez mogucnostima masine ispunjavajuci zadate kriterijume iscrtavanja.
Neka me neko ispravi ako sam negde pogresio :)
[ MajorFatal @ 23.10.2024. 01:18 ] @
To je to, hvala lepo, ako smem da sažmem oštri ispupčeni imaće malo praznine, položeni će biti stepenasti, a uzdupčenima će faliti 2 - 3 sloja do kraja, štampaću položenim ako budem mogao da biram .. :)
Suport koji se otapa u vodi, i to me zanimalo, ali sad si već odgovorio na pitanje koje sam hteo da postavim, tj šta sa predmetom gde je neophodan suport, a nalazi se u nekom kućištu recimo, tako da to je to, za sada nemam više pitanja ..
[ bogdan.kecman @ 23.10.2024. 14:24 ] @
kod plavog "objekta" bi dobio to tako jedino sto uglovi nisu ostri, svi uglovi su malo zaobljeni jer ne mozes da dobijes idealno ostar ugao, spoljni uglovi kocki imaju mali .3-.5mm radius, unutrasnji taj usek ce biti plici, kao da si dodao fillet na vrh toga, moze sa tanjom nozlom i usporenjem i pressure advance da se usilji da ne bude veliki fillet ali uvek ce postojati fillet kod takvog objekta pogotovo ako se koristi neka inzenjerska plastika
zeleno zavisi od orijentacije ali ovako kako je nacrtano desni i prednji klin su u vazduhu i morao bi neki support ispod njih
desni klin ce vrh da bude minimalne debljine koliko je "debljina linije kojom stampas" (u principu 20% vece od debljine nozle) i sam vrh ce biti zaobljen
prednji klin iskljucivo zavisi od debljine layer-a, vrh ce biti debljine 1 layer-a (0.08 ili 0.16 ili 0.25 ili ..)
ovaj gornji zavisi isto od debljine layera i debljine linije kojom stampas, znaci vrh sigurno ne moze da bude tanji od 20% preko velicine nozle
[ MajorFatal @ 23.10.2024. 22:36 ] @
To je sve bolje nego što sam zamišljao.
Video sam da ima onaj providni pla filament, pokušao sam da nađem nešto o optičkim osobinama, ali ništa nisam razumeo, ako bih odštampao lupu od njega, da li bi uveličavala stvari (pardon "približavala sliku" kažu fizičari) i kakva bi bila u poređenju sa staklenom, ili drugim plastikama?
[ bogdan.kecman @ 23.10.2024. 22:54 ] @
zaboravi providnost, mdf stampa nije ni blizu providna ma koji se filament koristi .. ima par fora da bude malo providnije ali generalno - jok
[ SaleB81 @ 23.10.2024. 23:17 ] @
Lupu moras da lijes, ima par tutorijala po youtube-u gde su ljudi pravili i lupe i specificna sociva za odredjene namene. Stampom mozes eventulano da otstampas provodnik svetlosti koji ce provoditi svetlost bolje od ostatka nekog kucista koje je mat i potpuno neprozirno, ali to mnogo daleko od onoga sto klirit moze.
[ MajorFatal @ 23.10.2024. 23:43 ] @
Hm, a oni viziri što su ih štampali za vreme korone? Meni su delovali prilično prozirno?
[ bogdan.kecman @ 23.10.2024. 23:51 ] @
stampani su samo drzaci za folije, ono providno je bila folija obicna iz knjizare
[ vucko47 @ 23.10.2024. 23:52 ] @
Ako se dobro sećam štampani su oni kao nosači u koje se umeće ta prozirna zaštita. A od kog materijala je to prozirno čudo pojma nemam. Možda polikarbonat.
[ bogdan.kecman @ 24.10.2024. 00:07 ] @
pravi shildovi su od polikarbonata, ono sto se koristilo (folije iz knjizare) je polipropilen, on je jos bolji sto se tice "hemije" jedino nije cvrst kao polikarbonat i nije tako lepo providan kao polikarbonat
[ vucko47 @ 24.10.2024. 00:14 ] @
Nisam video da si napisao pre mog posta pa zato i lupih za polikarbonat.
[ MajorFatal @ 24.10.2024. 00:37 ] @
Ovaj je baš odštampao lupu, ali ne radi baš najbolje .. :)
To je druga tehnologija stampe. Mi ovde sve vreme pricamo o FDM stampacima, koji nanose slojeve plastike na podlogu iscrtavajuci slojeve linijama od plasticne vrpce manjeg precnika nastale topljenjem plasticne vrpce veceg precnika. STL stapmac sa snimka je baziran na litografskom postupku. On koristi emulziju u koju je utopljena podloga na kojoj se u svakom sloju iscrta kompletan sloj i tako fiksira emulziju za podlogu. Posto nema pokreta i nanosenja linija, homogenost izmedju slojeva je veca, ali ja sa tom tehnologijom nikad nisam imao dodirnih tacaka.
[ bogdan.kecman @ 24.10.2024. 10:13 ] @
imam ja i taj :D
stampanje smolom je pakao, smrdi, smrdi, smrdi, otrovno je, trosi puno hemikalija .... zgodno je za minijature i organske oblike ali je za tehnicke modele pakao, ima slicne probleme sa warpingom modela tokom susenja i slicno... smole su dosta skupe i ima ih raznih... postoje navodno smole koje su kao staklo providne i koje ne zute (normalne providne smole pozute vrlo brzo) ali ja to nisam nikad uzivo video, samo na reklami i ljudi koji su probali kazu - zuto .. zez je sto ako je smola kristalno providna ne mozes precizno da je stampas jer prodje UV kroz nju, ne moze da aktivira polimerizaciju tako da je fora da napravis smolu koja je skroz providna za vidljivo svetlo a nije providna za UV i zato je zuckasta (jer blokira deo plavog svetla) ... ako bi bila skroz providna ili bi morao da je stampas nekim udaljenijim frekvencijama od UV-a ili neki specijalni aditivi sto je prilicno nezgodno...
realno nije stampa zgodna za optiku, optika se lije pa polira to je realno jedino resenje danas koje je ok
[ MajorFatal @ 25.10.2024. 14:36 ] @
Ima li šta da nemaš? :)
Je l imaš one što štampaju torte čokoladom da se zarade neke pare?
A sad ozbiljno, da li si radio nešto iz oblasti medicine? Da li misliš da će se nekad štampati organi od matičnih ćelija, ili nešto slično?
[ bogdan.kecman @ 26.10.2024. 00:38 ] @
cokoladu sam pravio, nije bas nesto jer mora se koristi specijalna cokolada .. a i tesko tu mogu se zarade neke pare, mozda u nekom mega fensi restoranu ali u srbiji nece niko to da plati a ljudi koji prave figure od fondua to rade jako dobro a za smesne pare
medicina, nisam ja, radili su u kragujevcu pre 15 godina stampali kost za glavu ... drugari neki su stampali skafold za neke celije, od silikona, radi se dosta na tu temu, ima fora da stampas sa iglom u gelu, napunis kantu gelom i onda setas iglu kroz gel i pucas neke celije i one ostaju tu gde ih postavis gel ih drzi ... ima svasta na tu temu ali mene to ne zanima u medicinu / biologiju ne ulazim ne interesuju me uopste ali generalno to su sve printeri sa obicnim spricem jos jednostavnije od ovoga sto radi plastiku, nema grejanja nema nista samo obican spric
[ MajorFatal @ 26.10.2024. 09:47 ] @
A ovako na primer, za filamente neću pitati jer mi se čini da je tu skupljena gomila osobina koje su bile potrebne za ovo i ono, ali recimo i kad je beton u pitanju, i kad je čokolada u pitanju, potrebni su specijalni betoni i čokalada .. u čemu se sastoji specijalnost? Treba da se brzo stvrdnu posle topljenja? I za beton i za čokoladu idu neki aditivi za brže stvrdnjavanje? Ili je nešto drugo u pitanju?
[ bogdan.kecman @ 26.10.2024. 18:25 ] @
pa zamisli imas crtu debljine 5cm (za betom) i na nju stavis sledecu crtu i na nju sledecu ... tebi treba da taj beton ostane tu, da ne iscuri i ode sa strane .. treba ti kada taj beton krene da se susi da ne ispuca, da ima snagu ... a nemas armaturu ... znaci moras da imas masu koja je konzistentna da se ne raspada i ne iscuri (jer ne postoje nikakvi kalupi), koja moze pre nego sto se skroz stegne da ima nosivost da kada naslazes tonu betona jedan na drugi onaj na dnu ne poklekne pod tezinom a nije se osusio jer ne slazes ti jedan sloj po danu vec za dan stuces par tona ... i kada se sve to osusi, normalno ti treba armatura da bi beton izdrzao bilo sta osim direkt kompresije ovde nemas armaturu.... kako se to resava - pojma nemam, to su tajne mesavine, armaturu menjaju vlaknim raznoraznim koja se ubacuju u mesavinu (originalno su kinezi testirali mlevenje starog papira i starih krpa/odece i ubacivanje toga u beton, ideju nemam sta se koristi sada na ovim masinama koje rade) ... isto za cokoladu, imas 1mm liniju i na tu liniju sada stavljas novu liniju vrele cokolade, kako da ta cokolada ne istopi ovo ispod sebe, kako da ne iscuri preko etc etc... pa onda kako da ne zapusi nozlu, kako kada stanes da guras da ono ne nastavi da curi ... ima milion problema koje mora resis sa materijalom
[ MajorFatal @ 26.10.2024. 19:05 ] @
Da, jasno. Više me zanimalo ako bi neko došao sa nekim novim zahtevom, tipa hoću da štampam sladoledom, ili malterom, teorijski koji bi bili okviri da li uopšte može time da se štampa ili ne, otprilike kao što sam rekao da je i topljiv materijal, i relativno brzo stvrdljiv, i na to još izdržljiv ..
Kad smo već kod armature, recimo ostavim u horizontalno položenom predmetu rupu za jednu šipku armature, i onda je prvo zagrejanu šipku zatopim u tu rupu, a onda nastavim da štampam preko nje, kontam plastika sa armaturom bi ipak bila čvršća za neke stvari nego samo plastika? Za neke držalje za alat ili slično .. ? Da ne crtam ..
Neće ti biti od neke naročite koristi, al ja ipak da kažem :) jedanput sam radio sa nekim betonom sa aditivom, u nekoj domaćoj firmi koja je čak imala i svoj neki patent i trudila se da bude u toku prati trendove, to za papir prvi put čujem, ali ovo što su nam dali da pomešamo u malter je bilo kao neka sintetička vlakna bele boje, veoma kratka, kao kad bi na primer onaj džak za šut iskrzao na vrlo male i tanke parčiće, tako nešto .. i nemam primedbi, stvarno se stvrdlo u roku od pola sata kao da smo radili prethodni dan .. ne verujem da će ti info koristiti ..
[ bogdan.kecman @ 26.10.2024. 19:22 ] @
> sa nekim novim zahtevom
ne postoje univerzalni zahtevi .. ne moze sladoledom nikako
> teorijski koji bi bili okviri
pa ti definises okvire - kazes hocu sa ovim da mogu ovo .. nema tu nista univerzalno
> Neće ti biti od neke naročite koristi
to su "chopped glass fibers" iliti seckana staklena vlakna ako su bela / belo providna i nisu mnogo savitljiva, ako su savitljiva onda su najlon ili polipropilen
Fiber-reinforced concrete is a type of concrete mix containing fibrous materials either synthetic or natural fibers, or glass fibers. It is made up of cement, mortar, and discrete, short fibers distributed in a uniform manner throughout the composite material.
Adding fibers to concrete helps reduce cracking in the concrete, and increases its overall energy absorption and structural integrity. The fibers are no replacement for stainless steel-reinforced concrete, however, as they do not aid in flexural strength, or the ability for concrete to bend without breaking.
[ MajorFatal @ 26.10.2024. 20:03 ] @
Jesu bila bele boje, ali jako je davno bilo, pre bih rekao da su savitljiva, jer pod rukom onako kao vuna, mekano .. ali čudno mi je bilo koliko malo se stavi, jedna šaka na celu dozu maltera za dva metra kvadratna da se prekrije, i onaj malter se posle ponaša kao beton bukvalno, i to već posle pola sata ..
[ bogdan.kecman @ 26.10.2024. 20:12 ] @
ne stavlja se normalno tako malo nego su to lopovi preduzimaci pa stekaju a i ne isplati im se da to traje dugo
[ vucko47 @ 26.10.2024. 21:46 ] @
Kad ste se već raspisali 😁.
Dal' neko radi petg kao podlogu za abs? Ono, prvi sloj sa petg pa na njega abs.
[ bogdan.kecman @ 27.10.2024. 03:52 ] @
cuh za tu foru ako bed ne ide dovoljno visoko da puknes prvi sloj sa petg pa dalje sa abs, ima dobru adheziju za bed i za abs (petg) mada ja nisam probao meni svi printeri idu sa podlogom preko 120C tako da nije frka ...
ali koristim na idex-u petg+pla jedan za support drugog, radi super na idex-u, kroz jednu nozlu je previse bacanje materijala jer mora dobro uradis purge jer ako se pomesaju petg i pla rezultat bude mega slab
[ vucko47 @ 27.10.2024. 12:35 ] @
Mozda nije losa fora za ove sa tankim i malo kilavijim bedom. To je nekih dvadesetak stepeni manje sto je dosta lakse za zagrevanje i odrzavanje a i potrosnja je manja. Jedino sto mora da se pauzira i menja filament ali i to je minut posla.
Jos jedno pitanje za tebe
Porucujem neke ploce kod brace kineza pa gledam nesto da pustim i par delova za printer njima na 3d stampu. Nisam im do sada nista slao pa me zanima sta od materijala preporucujes?
Imaju mjf nylon pa12-hp i sls nylon 3201pa-f i 3201pro, resyn i ove standardne plastike za fdm.
Ja kontam nesto od ova prva dva.
[ bogdan.kecman @ 27.10.2024. 16:22 ] @
> Mozda nije losa fora za ove sa tankim i malo kilavijim bedom. To je nekih dvadesetak stepeni manje sto je dosta lakse za zagrevanje i odrzavanje a i potrosnja je manja. Jedino sto mora da se pauzira i menja filament ali i to je minut posla.
sta znam, mozda ... ja sam uglavnom godinama koristio samo ABS i mora ti kazem da je sto se ANS-a tice "bed adhesion" najmanji problem :D ... da vidis kako komad od ABS-a u pola noci, 5 meseci nakon sto je otstampan, pukne sam od sebe na pola i skoci sa police :D :D :D .... taj warping ugradjeni stres je nenormalno velik, inace postoji kod extrudovanih stvari (Zato je rolled i poured uvek skuplji od extruded) .. tako da realno za abs treba da imas 70C chaber da bi to bilo valjano i trajno ako ima iole neki volumen
> Porucujem...
jlcpcb uzimas pcb pa da iskoristis shipment da nesto otstampas :D
mjf je iskusan za igracke ako hoces nesto u boji ... SLS ti je tu realno najbolji .. pro je bolji najlon po meni mada su oba do jaja
[ vucko47 @ 27.10.2024. 20:45 ] @
Citat:
jlcpcb uzimas pcb pa da iskoristis shipment da nesto otstampas
Jes 🤣 Da iskoristim kad već poručujem pa reko ajd da pitam šta je ok a i nema šanse da bi mi palo na pamet da nije bilo pisanja ovde ovih dana.
[ bogdan.kecman @ 27.10.2024. 23:44 ] @
SLS je keva :D
ja sam zamalo dao 10 soma za sls printer i u poslednjem trenutku odustao i objasnio sebi da nemam te pare da bacim na hobi (posto naravno da nikad te pare tim printerom ne bi zaradio nazad u srbiji) a da za 10k mogu printam kod klineza godinama :D
nesto su digli shipping zadnjih mesec dva rece mi ortak
[ vucko47 @ 28.10.2024. 00:33 ] @
Dosta je to novca jbg a teško da mošeš nešto da uradiš pored kineza a i ovde je tržište za takve stvari veoma malo.
Što se tiče poštarine za jlcpcb mislim da nisu ništa specijalno podizali. Meni izlazi $11,10 za sve (samo poštarina). Pet delova za 3d štampu i pet komada pcb. Uvek daju neke popuste i kupone pa kad sve sabereš i oduzmeš dodje na isto 😀.
[ bogdan.kecman @ 28.10.2024. 00:42 ] @
nisam 100 godina nista pravio / narucivao iskreno ne stizem ... posao, deca, kuca .. .tako da znam sta su mi rekli ...
posta/carina mi malo idu na ganglije ne znam kakva je sada situacija sa tima, u svakom slucaju, videcu kad mi bude trebalo :D
[ MajorFatal @ 31.10.2024. 15:49 ] @
Po cenu da budem naporan, ja na onoj slici iz slajsera vidim samo gomilu paralelnih linija .. zar ne bi trebalo ako jedan sloj štampaš u krug po obodu, sledeći da štampaš radijalno, ili ako jedan u pravcu sever jug, drugi da bude istok zapad .. šta znam .. te paralelne mi deluju samo da će da vuku jedne druge, dok se hlade, sve u istom pravcu, i onda predmet poskoči u sred noći i raspukne se?
[ Predrag Supurovic @ 01.11.2024. 13:45 ] @
Spolja idu paralelno zbog izgleda spoljne površine. Unutra ide unakrst. U slajseru možeš da podesiš kolika je debljna spoljnjeg sloja.
[ MajorFatal @ 01.11.2024. 15:01 ] @
Pa vi ste na sve mislili ..
A šta kad predmet ima samo tanak spoljni sloj a unutra praznina, tipa vaznu ako štampaš, ili kutiju za alat .. kako to podesiš za štampu?
[ Predrag Supurovic @ 03.11.2024. 02:50 ] @
Da li ti uopšte imaš 3D štampač i da li su uopšte korisitio neki slajser?
[ bogdan.kecman @ 03.11.2024. 08:42 ] @
@pedja nema i nije, samo ga zanima teoretski
@major skini brate neki slajser ima ih 20tak i dzaba su pa probaj ... postoji poseban "vase mode" da stampas kao vazu, ako je tanak zid tanak je stampas ga tanko, tanka plastika je tanka plastika nema veze kakav je sistem kojim je pravis nece biti jako ali realno 3d stampa je za velike "chunky" objekte, ne za tanke stvari
[ MajorFatal @ 03.11.2024. 13:27 ] @
Citat:
Predrag Supurovic: Da li ti uopšte imaš 3D štampač i da li su uopšte korisitio neki slajser?
Ne.
Citat:
bogdan.kecman: @pedja nema i nije, samo ga zanima teoretski
@major skini brate neki slajser ima ih 20tak i dzaba su pa probaj ... postoji poseban "vase mode" da stampas kao vazu, ako je tanak zid tanak je stampas ga tanko, tanka plastika je tanka plastika nema veze kakav je sistem kojim je pravis nece biti jako ali realno 3d stampa je za velike "chunky" objekte, ne za tanke stvari
Jasno ko dan, ma još se suzdržavam da nabavim slajser, pitanje koliko bi se ja snašao u takvom programu da radim ..
[ bogdan.kecman @ 04.11.2024. 18:22 ] @
to je program koji koriste deca od 7 godina, probaj brate ne kosta nista
[ Living Light @ 04.11.2024. 18:45 ] @
al' treba negde da na'vata jedno "deca" od 7 god
-di sad da nadje, pao mrak :)
[ MajorFatal @ 05.11.2024. 07:22 ] @
Tačno, em de sad da nađem 7 godišnjaka, em oni imaju terabajte slobodnog prostora, a kod mene nema gde igla da padne .. ali reč po reč, gledao sam neke on line slicere, i nađem on line konvertor iz .obj koje mogu uspešno da napravim, u .stl koji trebaju za slajser tako da to je to za sada.
@Bogdan Za neke stvari sam užasno inertan, a ovo je jedna od tih stvari izgleda .. :) Mada neko iskustvo od ranije ako skinem identičan objekat sa neta u tri različita formata .3ds .obj .dxf, od ta tri jedan je ćoškast, drugom nedostaju delovi, i samo jedan je upotrebljiv, ako nije ni taj jedan onda skinem još tri pa pregledam, sve to naravno ako je nešto što ne mogu sam da napravim. Tako da ne bih sve to da prolazim iz početka sa slajserima. A posle slajsera tek ide 3d printer koji ima svoja fizička odgraničenja .. oko čega su uglavnom i bila pitanja.
Još jednom hvala za odgovore, i ne zamerite na gnjavaži ..
[ bogdan.kecman @ 05.11.2024. 07:58 ] @
dxf je generalno 2d format za tehnicke crteze
obj je uopsteni format za 3d modele i modeli mogu da budu sa teksturama i slicno
stl je samo skup trouglova i nista drugo
isto objekat u stl i obj se razlicito vidi zato sto ga razlicito renda tvoj preview pa jedan renda kao faceted a drugi kao phong pa ti deluje da je drugaciji 99% su identicni .. dxf nije za 3d tako da ko zna sta si tu video
no, skines slajser (to online nije ni za k), napravis sam svoj 3d objekat ... skines orca slicer npr on podrzava step to je jos bolje od stl ... ako ne umes da pravis 3d objekte ne treba ti 3d printer ni za .!. nemoj trosis vreme ... mozes objekte da pravis u obicnom tinkercad-u i to umeju da koriste deca sa 7 godina tako da ti sigurno nece biti problem (on je on-line)
[ MajorFatal @ 05.11.2024. 22:57 ] @
A-ha, .dxf samo 2d, mislio sam pošto je iz autocada, a to kao ozbiljan program da ima i 3d varijantu, nema veze kao 2d može da posluži za heightmap terena ako hoću neko brdašce, jezero, reku, i vikendicu što se super uklapa.
.3ds kad uvezem pojavi se polovinu puta ćoškast i od trouglova, i onda ja tu smooth i bude dobar, al nemam ideju da li je isti smooth kao 3dmax .. uglavnom .obj pravi najmanje problema mada i tu zavisi da li je nepoznati umetnik group ili combine pa ne mogu ni da pipnem ni promenim bilo šta.
Neke 3d objekte napravim ali samo ono useci, opseci, ne umem nurbs i vertices .. ma zaboravi :)
[ bogdan.kecman @ 06.11.2024. 08:53 ] @
ne, dxf se uglavnom ne koristi za to
ne, .3ds ne mozes da uvuces ni u jedan slajser, u 3ds za objekat mozes da kazes cime se renda
ne, .obj isto nije podrzan
to su "kompleksni, proprietary" formati.
slajseri podrzavaju .stl - iskljucivo trouglovi i nikakvi dodatni podaci, nista materijali, mape ... samo trouglovi (i obj i 3ds podrzavaju razne poligone)
i neki slajseri (superslicer, prusaslicer, bambu studio i orca slicer - od svih ovih orcaslicer je najbolji) podrzavju STEP (trouglovi + solidi definisani matematickim formulama)
znaci jbg probaj, kada probas imaces 100 drugih pitanja od kojih ce 99 imati smisla, sada postavljas pitanja napamet i nemaju smisla zato sto ne znas sta pitas jer nisi probao
[ MajorFatal @ 06.11.2024. 20:46 ] @
Sinoć probao thinkercad, prvo me dočekalo: "email allready registrated", što znači da sam već probao i nije mi se svidelo, upišem 0,5 i 0.5 a prepravi mi na 05 i tumači kao 5, dakle nema 0,01 preciznost koja meni treba ... i 0,1 bi bilo dobro .. ali nema ..
[ bogdan.kecman @ 07.11.2024. 06:25 ] @
tinkercad je web alat za decu, ne treba ti 0.1, pravi sve 10x vece i eto ti resenja
[ MajorFatal @ 07.11.2024. 09:32 ] @
Dobar :) i puknem nekoliko puta minus tj zoom out da bi video uopšte šta je na sceni .. radio sam čak i to, nije zgodno za baratanje, kao da se izmakneš 10 metara i pokušavaš da okrećeš predmet na sredini prostorije, takođe sam kad sve završim pomerim zarez na sve tri ose za jedno mesto, ali taj predmet je na kraju nešto bio raskupusan ..
ali kad si već u kancelariji .. već drugi čovek mi se žali da ono što sam poslao je mikro dimenzija jedva vidi na sceni, a kod mene je bilo preko celog ekrana .. ko u celom tom nizu 3d modelar, slajser, 3d printer.. zadaje konačne dimenzije predmeta koji će biti štampan? Pretpostavljam da oni programi koji imaju jedinice mere tipa Cm, inči, itd u njima ako tako odabereš, tako se i štampa? I slajser i printer će to da ispoštuju?
[ bogdan.kecman @ 07.11.2024. 14:58 ] @
STL ne poznaje jedinice, ti kada importujes model kazes koliko je "1" u stl-u
slajserima je default 1 jedinica u STL-u da je 1mm ali veliki broj tih programa misli da 1 jedinica = 1"
[ vidonk @ 08.11.2024. 11:13 ] @
Ja za modelovanje koristim blender, podesiš da jedinice budu u mm, default kocka što te dočeka je 2000mm, kad uvozim .stl koji skinem sa na pr thingiverse-a podesim da scale bide 0.001 i sve je ok
[ Predrag Supurovic @ 08.11.2024. 12:19 ] @
Citat:
MajorFatal:
Sinoć probao thinkercad, prvo me dočekalo: "email allready registrated", što znači da sam već probao i nije mi se svidelo, upišem 0,5 i 0.5 a prepravi mi na 05 i tumači kao 5, dakle nema 0,01 preciznost koja meni treba ... i 0,1 bi bilo dobro .. ali nema ..
Ti si izgleda od onih što pomičnim merilom mere sa preciznošću 0.001mm a sa GPS-om beleže kooridante sa preciznošću od 1cm. :)
[ MajorFatal @ 08.11.2024. 21:29 ] @
Citat:
vidonk:
Ja za modelovanje koristim blender, podesiš da jedinice budu u mm, default kocka što te dočeka je 2000mm, kad uvozim .stl koji skinem sa na pr thingiverse-a podesim da scale bide 0.001 i sve je ok
Definitivno može da bude od pomoći, kod mene default kocka je 20,48 nekih internih neimenovanih jedinica .. hvala!
[ vucko47 @ 10.11.2024. 02:24 ] @
Ja ne kontam baš najbolje o čemu se ovde radi jbg. Instaliraš recimo fusion i uradiš model u veličini koja ti treba pa onda izbaciš stl fajl i taj fajl uvezeš u slajser. Slajser neće promeniti dimenzije 3d modela osim ako to sam ne budeš menjao.
Šta konkretno hoćeš da printaš?
Kad sam već ovde da napišem da su mi stigli oni jeftini tmc2209 drajveri sa alija za koje pitah ovde pre dvadesetak dana. Trenutno ubodeno u ploču pet komada i rade odlično bez ikakvih problema.
[ MajorFatal @ 10.11.2024. 19:01 ] @
Radi se o tome da sam na jedvite jade naučio da radim i u ovom programu koji koristim, a da su mi drugi što nelogični što čudni, pa ne bih da ih učim, nego bih da radim u ovom u čemu znam, a za sada se .obj najbolje pokazao za transfer u stl, samo što recimo predmet veličine 180 prikaže kao predmet veličine 1 Cm, ili predmet 20,48 protumači kao 4 mm, wtf ispada da je dimenziju podelio sa 5,12 i sam dodelio jedinicu mere milimetri .. Neću da printam ništa za sada, samo se raspitujem ako nekad budem poželeo da printam kako bi to izgledalo ..
[ vucko47 @ 11.11.2024. 21:35 ] @
Koji alat koristis?
[ MajorFatal @ 11.11.2024. 23:06 ] @
Uslovno rečeno alat, Bryce 7 Pro, više je za landscape modeling, i nema sve opcije kao pravi 3d modeling programi, al meni se sviđa i jedino u njemu iole znam da radim, stvarno bi mi bilo teško da prelazim na bilo šta drugo ..
Sad sam pogledao formate za eksport to su: 3ds, dxf, dae, x, fbx, id4, lws, rds, cob, vsa, wrl, obj, nff, mogao bih i sam da proverim ali možda neko zna napamet da je neki od ponuđenih samo od trouglova?
[ vidonk @ 12.11.2024. 14:11 ] @
Mislim da od navedenih jedino fbx i obj se sastoje od trouglova i možeš ih otvoriti pomoću Maya, 3ds Max, and Blender-a, napamet pričam ali od navedenih 3ds je samo 3DS Studio MAX, DXF je Autoseskov, dae se možda sastoji od trouglova nisam siguran korisitio sam ga importovanje 3d modela urađenih u blenderu u igru BeamNG.drive
[ bogdan.kecman @ 12.11.2024. 15:18 ] @
@vidonk, bne znam za fbx ali obj moze da ima i tacke i linije i krive i poligone (vise od 3 ugla) .. veliki broj programa ume da radi sa njima ali u obj moze da se definise non-manifold objekat vrlo jednostavno a to je no-go za cnc obradu
@major, bryce ne sluzi za ovo, ni blizu, nema dovoljno alata, nema dovoljno mogucnosti, nema realno ideju uopste sta i kako ... bolje ce jadni sketchup da ti radi nego bryce ..
- imas free autodesk fusion360
- imas free onshape (online i browsera)
oba extremno dobri i mocni alati i relativno jednostavni za koriscenje ako hoces bilo sta da modelujes
- imas free freecad - vrlo mocal ali bagovit
- imas free blender - on je mesh based za razliku od prethodno navedenih solid editora, free, mocan, dosta kompleksan za pocetnike ima strmu krivu ucenja ali kada ga naucis fino moze da se to znanje naplati (tako kazu, bem li ga , ja ne umem da ga koristim)
e sad, ako oces da za...bavas onda mozes i bruce ... mozes i arhicad ali bekorisno je za ovo o cemu se prica
[ vidonk @ 12.11.2024. 18:00 ] @
@bogdan.kecman, znam da znaš ti nego kažem njemu, ne znam što se muči sa tim programom nemam pojma o njemu al bolje nek' nauči neki baš CAD valjeće mu u budućnosti, nego sa tim da se muči
PS: @bogdan.kecman koristi Win10 jel moguće ? :)
[ bogdan.kecman @ 12.11.2024. 20:02 ] @
ne cita ga ES kako treba ovo je 11 :D ... zakacen na njega sa kmeka kroz anydesk :D
[ vidonk @ 12.11.2024. 20:33 ] @
@MajorFatal Ako nacrtaš nešto u nekom opensource alatu poput na pr. FreeCAD-a i model ne bude nekih dimenzija 20x20x20 cm već nešto "skromnijih" dimenzija odštampaću ti besplatno od bijelog PET-G filamenta, to je jedini filament koji trenutno imam i nema ga nešto puno. Dakle prije snimanja videa kako modeluješ nešto što ti treba prikaži ovu poruku na startu snimanja pokreni na pr. FreeCAD odradi model i pošalji mi fajl za štampu na private ovdje a video okači na recimo YT dakle samo da se uvjerim da si ti to modelovao i imaš besplatnu štampu
[ MajorFatal @ 13.11.2024. 19:34 ] @
I ja sam nešto malo pogledao u međuvremenu, fbx jeste kao neka alternativa za stl, ali isto nigde nisam pročitao da je samo od trouglova, a wrl je moguće isto što i wmrl ..
Hvala za tipove, nisam bio lenj, pogledao sam, onshape otpada za sada, možda i do daljnjeg, sagledao sam sat vremena tutorijala a još nisam stigao do dela kako se pravi kocka :) Ne odgovaraju mi ti što se uče preko video tutorijala, niti oni čiji je manual više od 1500 strana ..
Free cad je ispao odličan tip, pošto sam pročitao lekciju traditional modeling techniques ili šta već, to je ono kako sam navikao da radim, neznatno drugačije, taman za nerviranje, ali free cad može možda da mi bude da uvezem pa nešto popravim, prepravim, i izvezem stl .. videćemo.
[ SaleB81 @ 13.11.2024. 21:01 ] @
Osnove koje predstavljaju logiku razmisljanja mozes da naucis za 15min, koja je ista za sva parametarska CAD okruzenja. Posle toga postoji u svakom alatu gomila pomagala i opcija za ubrzavanje, ali sustinu mozes da naucis vrlo brzo. Postoje napredne funkcije koje su u svakom alatu razlicite. Ali, sustina je svuda ista.
Kad otvoris bilo koji od alata, kreiras novi fajl i biras dimenzioni sistem u kome radis (za mene je to milimetar, gram, sekund). Sledece sto vidis je prazan koordinatni sistem. U njemu biras ravan na kojoj ces da crtas crtez (SW ih zove prednja, gornja i desna; ako podjemo od pretpostavke da su u klasicnom koordinatnom sistemu x,y ose u ravni, a z visina, prednja ravan je xz, gornja je xy, desna je yz). U ravni crtas crtez. Crtez mozes da nacrtas proizvoljno, pa da ga definises dodavanjem dimenzija i odnosa medju objektima, od kojih i jedni i drugi predstavljaju ogranicenja. Cilj je upotrebom ogranicenja potpuno definisati crtez. Nekao do ogranicenja izmedju dva ili vise objekata su paralelnost, normalnost, koncentricnost, tangentnost, jednaka duzina, kolinearnost, tacka duzi koja pripada nekoj drugoj duzi, tacka duzi koja dodiruje drugu duz na sredini ili na kraju, ... ima jos, ali ovo su osnove. Kad imas crtez, izadjes iz rezima crtanja crteza i imas tri 3d alate koji taj crtez (profil) pretvaraju u 3d. Prvo telo se obicno dobija ekstruzijom profila iz ravni (ili rotiranjem profila oko neke ose). Kad dobijes telo, na svakoj povrsini tog tela mozes da zapocnes novi crtez, ciji profil mozes da utisnes ili da ekstrudiras.
Na primeru tvoje kocke, odabraces zeljenu ravan, recimo xy, nacrtaces pravougaonik, dodelices za obe dimenzije iste ili ces preko ogranicenja da definises da su sve cetiri duzi jednake duzine i ucrtaces samo jednu dimenziju. Zatim ces izaci iz rezima crtanja i od 3d alata odabrati ekstruziju profila iz tog crteza gde ces kao dimenziju odabrati istu onu velicinu koju si odabrao kao dimenziju stranice pravougaonika, odnosno kvadrata, i dobio si kocku. Ono sto tebe verovatno buni je sto ni u jednom od tih alata nema unapred pripremljenih prostih geometrijskih tela.
Primera radi, nema lopte. Ako ti treba lopta, nacrtas presek i rotiras za za 180 stepeni ili nacrtas pola preseka i rotiras za 360 stepeni. Kupa i piramida su vec slozenije jer koristis i dalje ekstruziju osnove, ali biras opciju da se suzava pod odredjenim uglom, pa iz osnove kruga dobijes kupu, a iz osnove viseugla dobijes visestranu piramidu; na isti nacin dobijas i zarubljenu kupu odnosno priamidu.
Osnovna sustina pripreme za projektovanje je da osmislis redosled operacija i da telo koje treba da nacrtas zamislis kao skupovni zbir, razliku ili presek, prostih geometrijskih figura ili samostalno nacrtanih profila.
Sve posle toga su finese razlicitih programa i napredne funkcije. Recimo postoje tela koja nastaju tako sto ce profil pratiti odredjenu putanju, pa navoj recimo crtas tako sto ces profil navojka pustiti da prati spiralu na povrsini valjkastog tela ili unutar valjkaste rupe. Postoje funkcije zaobrljenja (fillet) i obaranja ivica (chamfer) tela, koje se recimo mogu koristiti i u crtezu, a i na povrsini gotovih tela. Generalno preporuka je da se te kozmeticke operacije rade na kraju na gotovom telu, a ne u svakom crtezu.
[ MajorFatal @ 13.11.2024. 22:52 ] @
Da ne odlazimo mnogo u off topic, verovatno je najviše do navike, ali već na prvom koraku moram da menjam navike, x i y su u ravni, ali z meni nije "visina" nego dubina, i tako i radim, kad bih oborio xy ravan da stoji kao na štampaču i slajserima z osa koja je u plus išla dalje od pogleda, bi otišla na dole, ako je kod štampača na gore kao što predpostavljam da jeste onda .. je predmet koji radim invertovan, ništa strašno, ali milion takvih detaljčića na koje se čovek navikava godinama. Probaću za sada sa prevođenjem .obj u .stl na jedan od nekoliko mogućih načina pa ću videti kako ide.
[ SaleB81 @ 14.11.2024. 09:59 ] @
Ja sam imenovao ravni na osnovu onoga kako se ravni najcesce definisu u geometriji, a koliko znam nijedna od tih aplikacija ne definise ravan kao takvu (vec prednje, gornja, leva, desna). Cak verovatno da imas opciju da definises ose koordinatnog sistema gde je koja. Ja recimo crtam u pocetnoj ravni pogresnoj za slajser koji koristim. Ono sto je meni u crtezu gore, u slajseru bude okrenuto ka meni i sve moram da rotiram za +90 stepeni po x osi, jer crtam onako kako sam zamislio predmet. Ali sve to nije problem. Sustina je poceti predmet od koordinatnog pocetka, da bi bio jasno definisan u prostoru (ukotvljen ili fiksiran).
[ bogdan.kecman @ 14.11.2024. 10:48 ] @
ose su nebitne, zovi ih osa A, B i C, ti ionako za iole kompleksan objekat na kraju imas 200 lokalnih osa i 500 ravni ..
objekat u slajseru orijentises prema tome kako ce najlakse da se odstampa sa najmanje problema i kako ce biti najjaci, ne kako ce finalno izgledati u prostoru
[ MajorFatal @ 14.11.2024. 22:41 ] @
Dobro de, neću praviti raketni motor, možda kašiku, al pošto ni to ne bi umeo onda možda viljušku, i to neku vrljavu. Pre desetak godina sam imao neki pokušaj inovacije, i prototip od kartona, i od kovanog gvožđa, tad bi mi dobro došla još dva, tri od plastike radi provere koncepta. A sad baš nemam ideju šta bih štampao, ali me nervira situacija da pošaljem na štampu, a ne stigne kako treba, geometriju zadrži sve komplet što sam radio, ali dimenzije dodeli svoje proizvoljno ...
[ vucko47 @ 15.11.2024. 00:01 ] @
Pa dobro, mozda jos nije raketni motor al nije ti potrebno ni neko ekstrenmo znanje da bi nesto uspeo da uradis.
Evo ti primer za fusion 360 i moj printer. Render je malo kilav al jbg, da se srediti koga to zanima. Cisto da vidis da svaka budala moze da napravi nesto i da to radi vec mozda godinu ili dve.
[ vidonk @ 15.11.2024. 11:07 ] @
Citat:
MajorFatal: Dobro de, neću praviti raketni motor, možda kašiku, al pošto ni to ne bi umeo onda možda viljušku, i to neku vrljavu. Pre desetak godina sam imao neki pokušaj inovacije, i prototip od kartona, i od kovanog gvožđa, tad bi mi dobro došla još dva, tri od plastike radi provere koncepta. A sad baš nemam ideju šta bih štampao, ali me nervira situacija da pošaljem na štampu, a ne stigne kako treba, geometriju zadrži sve komplet što sam radio, ali dimenzije dodeli svoje proizvoljno ...
U Blenderu viljuška ~15min posla, koristio sam mirror mod, značio samo sam modelovao jednu polovinu
[ vidonk @ 15.11.2024. 12:52 ] @
@MajorFatal Ne znam zašto si baš odabrao viljušku i kašiku u FreeCAD-u ja ih ne bi znao modelovati jer su "nepravilnog oblika" dok je u Blenderu to prilično lako.
Pogledaj play listu sa linka dolje u uzmi najbolje iz oba svijeta
ja bi to u f360 ili jos radije u onshape za 5min u blenderu verovatno 5 sati :D
@major, posaljes meni stl ja ti kazem na sta ce da lici i printnem ti ga free ako ima smisla
[ vidonk @ 15.11.2024. 18:00 ] @
Citat:
bogdan.kecman: ja bi to u f360 ili jos radije u onshape za 5min u blenderu verovatno 5 sati :D
@major, posaljes meni stl ja ti kazem na sta ce da lici i printnem ti ga free ako ima smisla
I ja sam mislio 5min pa ostavih ~15-tak
[ MajorFatal @ 15.11.2024. 18:01 ] @
Dragi i strpljivi ljudi, ja sam svoj problem rešio u međuvremenu, našao sam na kompu neki Hexagon koji sam sve prilike dobio kad i Bryce, uvozi .obj a može da izveze .stl, dimenzije koje sam dodelio tu su stigle na slajser nepromenjene, tako da ja sam za sad zadovoljan sa time. Nemam ništa za štampu, ako budem imao prijaviću.
@vucko47 Ne znam u šta gledam, pa ne mogu da procenim ni da li je dobro ni da li je loše. Ali hoću da iznesem jednu zamerku na cad programe i takav način rada, na terenu sam doživeo da postoji rupa, postoji i šraf, postoji i neki kanalčić kroz koji može da prođe ključ, i to strogo onaj okasti, gedora ne može, elem sve može da prođe sem moje ruke jer za nju nije predviđeno mesto kroz uzan usek iza kojeg se krije mesto za šraf, šrafili smo celo prepodne 16 šrafova koji su predviđeni da drže element, iz firme 10 puta zvali da pitaju da l smo završili, a onaj šraf okreneš 1/6 kruga, pa skineš ključ, pa nabaciš na sledeću poziciju i opet okreneš 1/6 kruga ... Tek sad kad sam pogledao free cad mi je jasno kako dolazi do takvih situacija, kad mu naznačiš ivicu rupe, a on sam smesti šraf na mesto, ali ne predvidi i putanju kojom šraf dolazi na tu poziciju ...
@vidonk & bogdan Ma viljuška, valjda sam je se zato i setio što ne bih mogao u Brycu, a sramota me da priznam otvarao sam i 3dmax, mayu, blender imam godinama na kompu, ne bih ja to ni za 5 sati ni nikad, jednostavno nisam u stanju da savladam tako velike programske pakete sa bezbroj mogućnosti.
[ bogdan.kecman @ 15.11.2024. 18:15 ] @
nijedan program ne ume da ti napravi put kuda se stavlja sraf, to je posao inzenjera da osmisli kako se nesto sklapa prilikom projektovanja i kako se to nesto posle popravlja ...
za to sto si ti imao problem postoje specijalni kljucevi samo kostaju i taj gazda je jeftin pa ih nije kupio jer jeftinije tvojih 10h nego taj kljuc ... no svakako to nijedan software ne resava, to se resava dizajnom i vrlo cesto mora da se dizajnira specijalan alat za montazu
ne moras ti da naucis sve u nekom blenderu, nauci samo bazicni modeling to ti je 20 kurseva po sat vremena, radis kako ti prica ovek na kursu i za 20h naucis da izmodelujes sve sto mozes u tom krsu od sw-a koji imas + mnogo vise i mnogo brze :D ... al mora se ulozi 20h, ne moze kroz tri posta na forumu
[ vidonk @ 15.11.2024. 18:32 ] @
Citat:
MajorFatal: Dragi i strpljivi ljudi, ja sam svoj problem rešio u međuvremenu, našao sam na kompu neki Hexagon koji sam sve prilike dobio kad i Bryce, uvozi .obj a može da izveze .stl, dimenzije koje sam dodelio tu su stigle na slajser nepromenjene, tako da ja sam za sad zadovoljan sa time. Nemam ništa za štampu, ako budem imao prijaviću.
@vucko47 Ne znam u šta gledam, pa ne mogu da procenim ni da li je dobro ni da li je loše. Ali hoću da iznesem jednu zamerku na cad programe i takav način rada, na terenu sam doživeo da postoji rupa, postoji i šraf, postoji i neki kanalčić kroz koji može da prođe ključ, i to strogo onaj okasti, gedora ne može, elem sve može da prođe sem moje ruke jer za nju nije predviđeno mesto kroz uzan usek iza kojeg se krije mesto za šraf, šrafili smo celo prepodne 16 šrafova koji su predviđeni da drže element, iz firme 10 puta zvali da pitaju da l smo završili, a onaj šraf okreneš 1/6 kruga, pa skineš ključ, pa nabaciš na sledeću poziciju i opet okreneš 1/6 kruga ... Tek sad kad sam pogledao free cad mi je jasno kako dolazi do takvih situacija, kad mu naznačiš ivicu rupe, a on sam smesti šraf na mesto, ali ne predvidi i putanju kojom šraf dolazi na tu poziciju ...
@vidonk & bogdan Ma viljuška, valjda sam je se zato i setio što ne bih mogao u Brycu, a sramota me da priznam otvarao sam i 3dmax, mayu, blender imam godinama na kompu, ne bih ja to ni za 5 sati ni nikad, jednostavno nisam u stanju da savladam tako velike programske pakete sa bezbroj mogućnosti.
Ja kad sam prvi put otvrorio blender 2.49b nisam umio rotirati objekat oko Z ose, po default u orbit metod je bio "Trackball" a meni više odgovara "Turntable", kad sam to promijenio modelovao sam kuću
koja je izgledala ono k'o kad je djeca nacrtaju, obrisao sam kocku pa zid po zid i bez ono da krov prelazi preko zida. Nema tu šta da te je stamota jer koristiš software kom nedostaju određeni alati.
Ja sam sigurno ostavio 30-45 min dok nisam uradio model kuće
@MajorFatal nemo molim te da gubiš vrijeme i da učiš DAZ Hexagon 3D to je program iz praistorije
[Ovu poruku je menjao vidonk dana 15.11.2024. u 19:52 GMT+1]
[ vucko47 @ 15.11.2024. 20:36 ] @
@MajorFatal Ono moje iz prethodnog posta je "glava" printera . Nosač na x osi, dd ekstruder, hotend, ventilatori, klicky probe etc. Sve u fusion 360 i odgovara stvarnom stanju a i radi. Samo klikneš na 3d print i odabereš deo koji hoćeš da printaš i sve ti je spremno za slajser bez promena u dimenzijama. Nema nikakvog konvertovanja ili nagadjanja oko veličine il čega već.
Ja nemam pojma sa čime sam prvo počeo, verovatno autocad tamo nekad davno. Sada, što se tiče 3d printa, gotovo sve radim u fusion360. Jbg, ovde si dobio preporuke za softver i ponude za besplatnu štampu a dalje je sve na tebi.
[ MajorFatal @ 16.11.2024. 08:38 ] @
Samo još da izvestim da on line konverter .obj to .stl nije uradio posao, to jest predmet je i tu stigao 4 mm veličine, a vidim na internetima da nisam jedini koji je imao problema sa .obj i dimenzijama u .stl ...
Da ne zatrpavam temu smestio sam sve na jednu sliku ..
@bogdan Ovako nekako, kao na uputstvu za sklapanje, šta mi vredi šraf nacrtan u rupi ako toj poziciji ne mogu da priđem, ako postoji neka prepreka između, tu mora da ima mesta za moju šaku, šravciger i šraf, inače ništa od montaže. Samo treba 20 sati programiranja :) A inače proglasi me lenjim ako hoćeš, međutim ja neke programe samo otvorim i zatvorim, vidim iz prve da nisu za mene, a u nekima provodim sate jer su mi zanimljivi.
@vidonk Neću učiti Hexagon, samo uvoz - dimenzije - izvoz :) Eto i viljuška, nije lepa kao tvoja al poslužila bi za mesište i krompir ..
@vucko47 Ne smem da se raspitujem da se ne bih zainteresovao, ali me zanima šta je ta tuba što se sužava prema gore, tj širi prema dole, naznačio sam je crvenim na slici?
[ vidonk @ 16.11.2024. 10:23 ] @
Citat:
MajorFatal: Samo još da izvestim da on line konverter .obj to .stl nije uradio posao, to jest predmet je i tu stigao 4 mm veličine, a vidim na internetima da nisam jedini koji je imao problema sa .obj i dimenzijama u .stl ...
@vidonk Neću učiti Hexagon, samo uvoz - dimenzije - izvoz :) Eto i viljuška, nije lepa kao tvoja al poslužila bi za mesište i krompir ..
U čemu si radio viljušku, dobra je ?
@vucko47 Ne smem da se raspitujem da se ne bih zainteresovao, ali me zanima šta je ta tuba što se sužava prema gore, tj širi prema dole, naznačio sam je crvenim na slici?[/quote]
Ovo što si označio crvenom strelicom su "rebra" koja odnose toplotu na dnu se nalazi "heat block" (dio na dnu koji izgleda da je od hroma) u njemu se nalazi grijač i služi da istopi filament.
[ MajorFatal @ 16.11.2024. 12:32 ] @
Ma de dobra, u Brajsu naravno, 6 piramida i jedan kvadar :)
Vidim rebra, nego mi se učinilo kroz sredinu da ide nešto što se sužava, kao konus .. nebitno.
[ vucko47 @ 16.11.2024. 21:57 ] @
Upravo kao sto ti je @vidonk objasnio. Evo ti video direktno iz fusion-a pa ce ti mozda biti malo jasnije sta mozes da uradis u njemu.
A ostali nemoj da pljujete uradjeno je na brzinu
jeste suzava se gore, dole je veca termalna masa i manje rebara, gore je uzi centar a veca rebra ... ne koristi se preterano mnogo takav dizajn vise ali je taj V6 dizajn godinama bio najpopularniji https://duckduckgo.com/?t=ffab...k&iax=images&ia=images
sada su neki drugi malo popularniji sa ultratankim presecima od hiruskog celika i slicno ..
fora je sto je neophodno imati vrlo kratak prelaz izmedju relativno visoke tgemperature (190-400C) i relativno niske temperature (60-150C) i onda se prave razliciti temperaturni prekidi + se taj "hladniji deo" extra hladi
a ti uci sta oces ali realno ako imas cilj mora koristis alate koji ce te dovesti do tog cilja ... ti alati koje ti koristis te nece dovesti do cilja
[ vucko47 @ 17.11.2024. 12:21 ] @
Citat:
bogdan.kecman:
ne koristi se preterano mnogo takav dizajn vise ali je taj V6 dizajn godinama bio najpopularnij
Da, potpuno tačno. Moji postovi su se odnosili više na to da pokažem čoveku da mu nisu potrebne godine učenja da bi mogao da uradi nešto zanimljivo i korisno u nekom normalnom alatu. Jeste da nije viljuška 🤣 ili hello world primer al nije ni mnogo daleko od toga.
[ bogdan.kecman @ 17.11.2024. 14:22 ] @
ma naravno ja mu samo objasnih zasto je konus :D .. a sto se hotenda tice v6 rulez, ja ga obozavam :D .. sve ovo ostalo je uglavnom siljenje .!. ... cak, za PLA, jos uvek nema nisata bolje od starog V6 sa full ptfe liningom :D
nego major voli da filozofira a ne voli da sedne da actually proba :D
[ MajorFatal @ 17.11.2024. 18:55 ] @
Citat:
bogdan.kecman: jeste suzava se gore, dole je veca termalna masa i manje rebara, gore je uzi centar a veca rebra ...
Ah, još imam oko za detalje, ma vidim ja sužava se nešto ..
Citat:
a ti uci sta oces ali realno ako imas cilj mora koristis alate koji ce te dovesti do tog cilja ... ti alati koje ti koristis te nece dovesti do cilja
Paa .. cilj je da štampam nešto što napravim u Brajsu, i prema tome cilju idemo .. :)
Tako da vreme je za testing, testing, napravio sam neki .stl nisam do sad nikad kačio fajlove uz poruke, pa ako mi pođe za rukom, a vi ako vam nije teško ne morate štampati ako vas ne zanima, samo ubacite u slajser da vidim da li bi to išlo uopšte tako .. U pitanju je Pitagorina čaša umerenosti https://en.wikipedia.org/wiki/Pythagorean_cup dimenzije bi trebalo da budu 5x5x7 Cm ali smanjite povećajte po volji, pregrada između dva unutrašnja kanalčića bi trebalo da bude debljine 0,6 mm na najtanjem mestu ako sam dobro izračunao uopšte ..
I predmet bi trebalo da izgleda ovako nekako:
Citat:
nego major voli da filozofira a ne voli da sedne da actually proba :D
Izbeglica sam sa mad zone, istrpite me još malo .. :)
[Ovu poruku je menjao MajorFatal dana 17.11.2024. u 20:07 GMT+1]
[ bogdan.kecman @ 17.11.2024. 19:30 ] @
ne valja, mnogo je tanak zid izmedju ove rupe u sredini i ivice ove pipe
drugo dole na dnu gde treba da bude rupa do dole, nema rupe
inace mozes da vidis puno razlicitih verzija iste:
realno ovo sa zidom sto je pretanak moze da se resi rekonfiguracijom slajsera ali fali ti rupa do dole nema kuda da istece ovo :D ... a imas neku pipu koja ti ide do dole koja je visak, verovatno si nju hteo da odseces od svega pa si uradio uniju umesto brisanje
Ma gde nema rupa, naravno da ima i da sam napravio kako treba, vidiš i na slikama, nego mi nešto pobrljavi i dok sačuvam i dok prebacim u stl, ako grop neće, ako combine hoće, solid neće, mash hoće, i sve tako u krug, drndam se sa ovim ceo dan, sad mi pritisak na 300 :)
Zidić .. ceo element je bio 3,84 a kanalčići po 1,64 znači ostalo je bilo 0,56 za tri zidića 0,18 za svaki, ali sam sve to duplirao kad sam pretvarao u milimetre to jest 0,32 mm zidić znači ipak ne može ... možda pola milimetra, ali neću opet ovo raditi skoro .. auh nezahvalnog li posla ..
[ bogdan.kecman @ 17.11.2024. 20:49 ] @
zamisli da crtas sa 0.45mm olovkom, sve tanje od 0.45mm ne postoji
ti alati ocigledno ne umeju da rade boolean operacije kako treba i generisu pogresan izlaz
[ vucko47 @ 17.11.2024. 21:05 ] @
To jednostavno nije alat za ovu namenu a i zadnja verzija je izašla pre petnaestak godina 🤣
[ MajorFatal @ 18.11.2024. 00:08 ] @
Pih što me nervirate :) Vi izgleda ko da ne znate da je Brajs najsofisticiranije parče softvera koje je čovek ikad napravio i do daljnjeg ...
Stiže V2 evo kako izgleda .. ima i naznačeno da ima rupa iznutra za dreniranje (dve takve), graničnik dokle sipati bezbedno, i dve rupe sa donje strane, ne brinite ove rupe ne idu direktno prema nizbrdo, nego ima prelivni mehanizam ugrađen u zidove, najtanji kanal 1,28 i najmanji razmak 0,64, i to sve pre pretvaranja u milimetre a dimenzije su sad 8 x 10 Cm kao prava šoljica za čaj .. sve isto važi ne mora štampa samo slajser ..
A evo i časkom zašto ova, aj da neću da kažem ne valja, nego malo smućkano .. kolega je isto ko i ja rekao sebi kad već postoji 3d štampa što ne bi napravio ovo, samo sklonio ovu budžu sa sredine, i sakrio mehanizam za prosipanje u zidove .. i onda veoma brzo shvatio da se Pitagoru ne isplati tako lako prepravljati, kod njega je prelivna tačka na sredini čaše, ako sipaš ispod te tačke kako god nagneš čašu nivo tečnosti ostaje ispod, a ako sipaš iznad obavezno preliva ..
Međutim ako sakriješ mehanizam u zidove kad nagneš prema ustima hoće da prevrši prelivnu tačku i počne da prosipa .. zato se setio spasonosnog rešenja - držalje, ali nije izgurao ideju do kraja, zato je tako visoko podigao graničnik dokle se sipa, jer ljudi ne piju preko uške, nego držalju drže sa strane a piju preko ivice čaše, ali kad držiš sa strane tečnost se nagne prema ustima i ostavi držalju i prelivnu tačku suvu, zato je da se osigura da radi kao Pithagorean cup podigao graničnik skroz gore da kad sipaš nesmotreno potopiš i sam vrh držalje, međutim i dalje nije dobro, sad ako neko sipa oprezno, ispod graničnika deo tečnosti ipak završi unutar kanala u držalji kao što sam nacrtao, a to nije fer ako se još nije opio a da ga prekida ...
Napravio sam sa dva mehanizma, kao da radi jednako i za levoruke, i za desnoruke, na koju god stranu nagneš čašu, al da l će tako i raditi nemam pojma ...
[ vidonk @ 18.11.2024. 11:15 ] @
@MajorFatal gdje je fajl od najnovije iteracije ?
Edit: Ah sad vidim v2pc001.zip. model ti nije dobar
Ima neke linije koje "vire" van objekta
I origrin ti nije dobar nalazi se van objekta
[Ovu poruku je menjao vidonk dana 18.11.2024. u 12:29 GMT+1]
[ MajorFatal @ 18.11.2024. 20:43 ] @
Poslednji pokušaj, nemam više živaca, one donje linije sam nekako eliminisao, a ove gornje moguće da postoje ali su veličine 0,02 ... prethodni put kad sam povećao objekat bio je daleko izvan granica one 3d mreže koja ograničava prostor, pa sam ga pomerio da se uklapa u mrežu, ovaj put ništa nisam dirao, valjda je zato i origin tamo gde bi trebalo da bude .. fajl je prikačen uz poruku ..
MajorFatal: Fotki imam i ja koliko hoćeš, šta kaže slajser da li je taj predmet moguće odštampati, da li će odštampa unutrašnje skrivene kanale, da li su rupe na pravim mestima ili su zapušene itd .. ?
[ mnn @ 20.11.2024. 20:07 ] @
Vučko, jel ti to koristiš Bambu?
[ vucko47 @ 21.11.2024. 01:56 ] @
Ako misliš na printer koristio nešto veoma kratko i to je to, trenutno ne.
[ mnn @ 21.11.2024. 08:31 ] @
Pa što više ne?
[ vucko47 @ 21.11.2024. 10:13 ] @
Nije bio moj. Drugar koji je bio vani poslao a ja preuzeo i igrao se dok se on nije vratio u Srbiju.
[ vidonk @ 21.11.2024. 14:28 ] @
Koje su cijene za modelovanje po satu a kolike za print po satu ? Odradio sam jedan print 1h mi je trebalo da ga modelujem i oko 45min da se odštampa ... koliko naplatiti ?
[ Predrag Supurovic @ 21.11.2024. 14:42 ] @
Našao su šta ćeš da pitaš. Oko cene rada postoji gomila filozofija a sve se slažu bar u jednom: cenu izrade modela je teško obračunavati po satu.
[ vucko47 @ 21.11.2024. 14:52 ] @
Ja to radim džabe 🤣🤣
[ Predrag Supurovic @ 21.11.2024. 15:42 ] @
I ja, jer ako bih morao da plaćam, ne bi me nigde bilo :)
[ SaleB81 @ 21.11.2024. 16:37 ] @
Citat:
vidonk:
Koje su cijene za modelovanje po satu a kolike za print po satu ? Odradio sam jedan print 1h mi je trebalo da ga modelujem i oko 45min da se odštampa ... koliko naplatiti ?
Mnogo razlicitih opcija postoji. 45 minuta stampe je manje od 10 grama materijala. I da naplatis materijal 20din po gramu, opet se ne isplati. Poznanicima naplacujem samo utrosak materijala x2 (znaci 5-6din/g). Kod tako malih projekata treba se koncentrisati na naplati modelovanja ili imati minimalnu cenu rada bez koje se ne pocinje projekat, pa u skladu sa tim naplatiti.
Zavisi od toga sta si stampao i kome si stampao. Sta, u smislu, da li je nesto sluzi za reparaciju slozenog sklopa za koje nema delova i za koji bi bila izrada na strugu/glodalici mnogo skuplja (zupcanik neki recimo ili deo prenosa). Kome u smislu, da li postoji mogucnost da se vrati sa nekim sledecim projektom i da li ce se obratiti nekom drugom ako proceni da si naplatio previse. 500-800 din mislim da bi bilo realno za nekog kome si resio problem, a da taj ne zakljuci da si ga odrao. S druge strane sat vremena bi moralo da vredi bar 2000, pa su zato ovakvi projekti neisplativi kada nije serija u pitanju.
Inace, ne bavim se ovim. Ne zivim od toga. Stampac je vise moja igracka za licne projekte i opcija da ja izbegnem da placam usluge metalostrugara. Mada s vremena na vreme napleti neko kome nesto treba. Vidim sve vise ljudi prodaje po netu korisne stvari stampane i vidim da imaju kupce, pa cu mozda nesto od toga da probam. Mnogo stvari mi je lakse da uradim dzabe nego da naplatim 200-500 dinara kao profesionalnu uslugu.
[ scoolptor @ 11.02.2026. 07:33 ] @
Vreme je da probudimo uspavanog džina. 14 meseci spavanja je bilo dosta.
U državi Vašington u USA isplivao je predlog zakona HB 2321 predstavlja presedan koji preti da pokuša da uništi 3D štampanje koje poznajemo. Zakon zahteva da svi štampači imaju ugrađenu tehnologiju za blokiranje štampanja delova vatrenog oružja, što bi primoralo proizvođače da implementiraju invazivni „middleware“ softver, poput sistema 3D GUN'T firme Print'n'Go.
Ovaj potez je izuzetno problematičan i tehnički naivan iz više razloga:
Nedovoljna procesorska snaga: Većina 3D štampača nema procesorsku snagu da lokalno vrše složenu analizu geometrije modela. Pošto mnogo jači MCU/CPU verovatno nije prihvatljiva opcija zbog cene, to znači da bi se morala vršiti cloud obrada, zahtevajući stalnu internet konekciju.
Masovni nadzor: Obavezno povezivanje na servere trećih lica otvara vrata za zloupotrebu i praćenje svega što korisnici štampaju, pretvarajući privatne uređaje u alate za nadzor.
Jak community kao prepreka: Komercijalni štampači se oslanjaju na open-source rešenja. Svaki pokušaj zaključavanja softvera je uzaludan jer zajednica može lako da brebrije zaštite.
Kažnjavanje običnih korisnika: Kriminalci će uvek naći način da zaobiđu zaštitu, dok će ispaštati hobisti, inženjeri i entuzijasti koji ne žele da štampaju oružje, već samo žele da sačuvaju svoju privatnost i pravo na popravku uređaja.
Ako se ovaj model usvoji, preti da postane globalni standard, gušeći inovacije i slobodu "mejker" zajednice širom sveta.








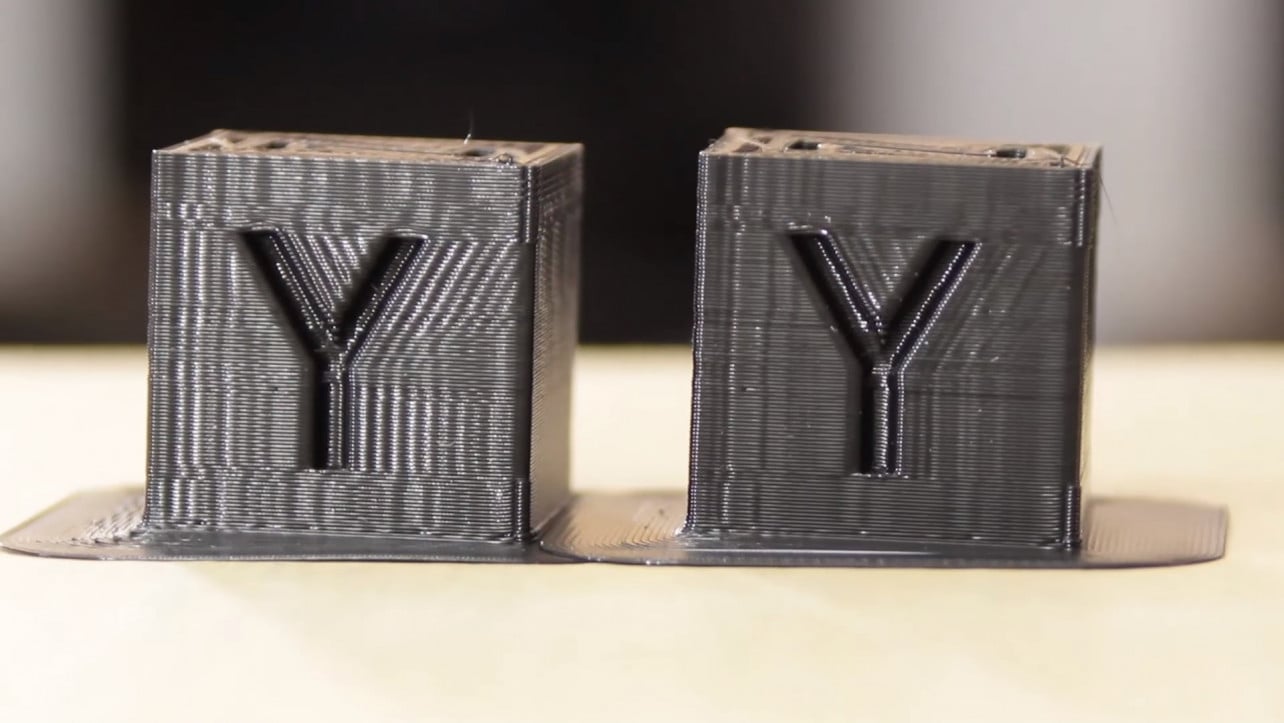



 .
.